Architectural Woodwork Standards, 2Nd Edition
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Masonite Siding 101: Why It's Bad News
Moving into a new home is a great feeling of accomplishment. Fixer-uppers have been a trend in the real estate market for some time now, and for a great reason. Often minor cosmetic adjustments to homes can have a major impact. But what happens when you find a problem that isn’t so DIY-friendly? Discovering masonite siding, also known as "fiberboard" or "hardboard", may unearth more serious problems for an older home. Masonite Siding 101: Hardboard is an engineered wood product that is comparable to particle board. This product is made from compressed wood fibers so it does not have a grain like solid wood. However, a wood veneer may be formatted over the product so it appears to be solid. If you’re unsure if your siding is in fact masonite, check unfinished areas like the attic for manufacturer’s markings. Another way to tell that your home has Masonite is the way that it is deteriorating -- look for flakes, curls and swelling in damaged areas. Masonite is know for extensive use in various industries for its durability and flexibility. During the 1980s and 1990s this product was used as exterior siding for many new construction homes. It was widely used for its low cost compared to regular siding material. Why It's Bad News: As one could imagine, a product with fibers is easily susceptible to moisture damage. The compression process often leaves only one side of the product smooth which proves to be a greater risk for water issues. Over time, masonite swells and rots if continuously exposed to the elements. -
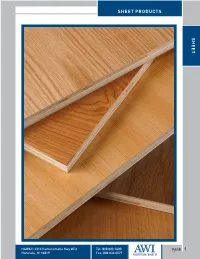
Sheet Products Sheet
SHEET PRODUCTS SHEET HAWAII: 2312 Kamehameha Hwy #E3 Tel: 808 833 1600 PAGE 1 2.13 Honolulu, HI 96819 Fax: 808 834 0577 ARCHITECTURAL WOODS LP HARDWOOD PLYWOOD HARDWOOD PLYWOOD CORE TYPES The hardwood plywood family of products VENEER CORE includes panel products constructed with All inner plies of wood core material made from: veneer (softwood veneer. SHEET or hardwood, which may be of a different Thickness: species than the panel face), lumber, medium 5/16” or less .......... 3-PLY density fiberboard (MDF), particleboard, other 3/8” ........................ 5-PLY composite panels, or any combination of these 1/2” TO 5/8” ........... 7-PLY 3/4” & Over ............ 7-PLY Min core materials. Panels made with the various core types may differ from one another with Benefit: respect to certain properties such as flatness, Best screwhold power dimensional stability, screwholding ability, bending strength, and visual edge quality. The relative importance of specific properties COMPOSITE CORE in a particular application of the product Consists of wood veneer help determine the appropriate core type inner plies with that should be used. Be sure to discuss your MDF or MPX. product needs with your AWI representative so that they can suggest an appropriate panel for Thickness: 1/2” to 3/4” your particular use. Benefit: SOFTWOOD VENEER cores are light and strong Lightweight. Strong. No core but do not typically yield a panel as flat and telegraphing. Ideal for smooth as composite cores like particleboard overlaying of veneers, high pressure laminates and or MDF. Using a two step, or “blank” process miscellaneus gluable papers can significantly improve veneer core panels’ and foils. -

Fundamental Studies on Wood/Cellulose-Plastic Composites
J Wood Sci (2007) 53:470–480 © The Japan Wood Research Society 2007 DOI 10.1007/s10086-007-0889-5 ORIGINAL ARTICLE Rashmi Kumari · Hirokazu Ito · Masahiro Takatani Miho Uchiyama · Tadashi Okamoto Fundamental studies on wood/cellulose–plastic composites: effects of composition and cellulose dimension on the properties of cellulose/PP composite Received: September 6, 2006 / Accepted: February 9, 2007 / Published online: May 29, 2007 Abstract Although wood/cellulose–plastic composites Introduction (WPC) of low wood/cellulose content have been more ac- cepted worldwide and are promoted as low-maintenance, high-durability building products, composites containing In recent years, interest in composites based on renewable high wood/cellulose content are not yet developed on an materials has grown tremendously because of social re- industrial scale. In this study, fl ow properties, mechanical quests for low environmental stress, low-maintenance and properties, and water absorption properties of the com- high-durability products, and ultraviolet (UV) durability.1–3 pounds of cellulose microfi ber/polypropylene (PP) and Construction, transportation, industrial, and consumer ap- maleic anhydride-grafted polypropylene (MAPP) were in- plications for wood/cellulose–plastic composites (WPC) are vestigated to understand effects of the high cellulose con- all on the rise. WPC have been primarily produced with a tent and the dimensions of the cellulose microfi ber. The low and medium percentage of wood/cellulose. Products molding processes studied included compression, injection, typically contain approximately 50% (by weight) wood/ and extrusion. It was found that fl uidity is not only depen- cellulose, although some composites contain very little dent on resin content but also on the dimension of the fi ller; wood/cellulose and others as much as 60%.1,4–7 Wood/ fl uidity of the compound declined with increased fi ber cellulose content may range from 70% to 90% and the length with the same resin content. -

Use of Wood Residue in Making Reconstituted Board Products
University of Montana ScholarWorks at University of Montana Graduate Student Theses, Dissertations, & Professional Papers Graduate School 1959 Use of wood residue in making reconstituted board products Suthi Harnsongkram The University of Montana Follow this and additional works at: https://scholarworks.umt.edu/etd Let us know how access to this document benefits ou.y Recommended Citation Harnsongkram, Suthi, "Use of wood residue in making reconstituted board products" (1959). Graduate Student Theses, Dissertations, & Professional Papers. 3981. https://scholarworks.umt.edu/etd/3981 This Thesis is brought to you for free and open access by the Graduate School at ScholarWorks at University of Montana. It has been accepted for inclusion in Graduate Student Theses, Dissertations, & Professional Papers by an authorized administrator of ScholarWorks at University of Montana. For more information, please contact [email protected]. THE USE OF WOOD RESIDUE IN MAKING RECONSTITUTED BOMD HiODUCTS SUTHI HARNSOMJKRAM B.S.F., Unlveinsity of the Philippines, 1952 Presented in partial fulfillment of the requirements for the degree of Master of Forestry MONTANA STATE UNIVERSITY 1959 Approved Dean, Graduate School I 3 I960 Date UMI Number: EP34193 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent on the quality of the copy submitted. In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. UMT " DlM«litionP«ibWfca ^ UMI EP34193 Copyright 2012 by ProQuest LLC. All rights reserved. This edition of the work is protected against unauthorized copying under Title 17, United States Code. -
The Miracle Resource Eco-Link
Since 1989 Eco-Link Linking Social, Economic, and Ecological Issues The Miracle Resource Volume 14, Number 1 In the children’s book “The Giving Tree” by Shel Silverstein the main character is shown to beneÞ t in several ways from the generosity of one tree. The tree is a source of recreation, commodities, and solace. In this parable of giving, one is impressed by the wealth that a simple tree has to offer people: shade, food, lumber, comfort. And if we look beyond the wealth of a single tree to the benefits that we derive from entire forests one cannot help but be impressed by the bounty unmatched by any other natural resource in the world. That’s why trees are called the miracle resource. The forest is a factory where trees manufacture wood using energy from the sun, water and nutrients from the soil, and carbon dioxide from the atmosphere. In healthy growing forests, trees produce pure oxygen for us to breathe. Forests also provide clean air and water, wildlife habitat, and recreation opportunities to renew our spirits. Forests, trees, and wood have always been essential to civilization. In ancient Mesopotamia (now Iraq), the value of wood was equal to that of precious gems, stones, and metals. In Mycenaean Greece, wood was used to feed the great bronze furnaces that forged Greek culture. Rome’s monetary system was based on silver which required huge quantities of wood to convert ore into metal. For thousands of years, wood has been used for weapons and ships of war. Nations rose and fell based on their use and misuse of the forest resource. -

Wood Research Manufacture of Medium Density Fiberboard (Mdf) Panels from Agribased Lignocellulosic Biomass
WOOD RESEARCH 62 (4): 2017 615-624 MANUFACTURE OF MEDIUM DENSITY FIBERBOARD (MDF) PANELS FROM AGRIBASED LIGNOCELLULOSIC BIOMASS Mehmet Akgül Necmettin Erbakan University, Seydisehirahmet Cengiz Faculty of Engineering Department of Materials and Metallurgical Engineering Konya, Turkey Birol Uner Suleyman Demirel University, Faculty of Forestry Department of Forest Products Engineering Isparta Turkey Osman Çamlibel Kirikkale University, Kirikkale Vocational School, Department of Materials and Materials Processing Technology Yahsihan/Kirikkale, Turkey Ümit Ayata Atatürk Üniversity, Oltu Vocational School, Department of Forestry and Forest Products Oltu/Erzurum, Turkey (Received January 2016) ABSTRACTS Lignocellulosics fibers and commercially-manufactured-chip (Pinus sylvestris L., Fagus orientalis and Quercus robur L.) with 11% moisture conten twere used for the experiment. The mixingratios of lignocellulosics fibers was 20% which is from okra and tobaccos talks, hazelnut and walnuts hell, and pinecone for each mixture in preformed panel and commercially- manufactured-chip was 100 % for the control sample. A commercial ureaformaldehyde (UF) adhesive was used as a binder. The physical and mechanical properties such as density, thickness swelling (TS), bending strength (BS), modulus elasticity (MOE), internalbond (IB), screw holding ability (SHA) perpendicular to the plane of panel, Janka hardness perpendicular to the plane of panel properties of MDF were measured.The results indicated that all the panels met the general purpose-use requirements of TS-EN. Thus, our results suggest that biomass from different sources can be an alternative raw material for MDF manufacturing process. KEYWORDS: Lignocellulosic biomass, MDF, physical and mechanical properties. 615 WOOD RESEARCH INTRODUCTION The demand in forest products industry is increasing with population and new product development. -

Download This PDF File
CHARACTERISTICS OF TEN TROPICAL HARDWOODS FROM CERTIFIED FORESTS IN BOLIVIA PART I WEATHERING CHARACTERISTICS AND DIMENSIONAL CHANGE R. Sam Williams Supervisory Research Chemist Regis Miller Botanist and John Gangstad Technician USDA Forest Service Forest Products Laboratory1 Madison, WI 53705-2398 (Received July 2000) ABSTRACT Ten tropical hardwoods from Bolivia were evaluated for weathering performance (erosion rate, dimensional stability, warping, surface checking, and splitting). The wood species were Amburana crarensis (roble), Anudenanthera macrocarpa (curupau), Aspidosperma cylindrocarpon Cjichituriqui), Astronium urundeuva (cuchi), Caesalpinia cf. pluviosa (momoqui), Diplotropis purpurea (sucupira), Guihourriu chodatiuna (sirari), Phyllostylon rhamnoides (cuta), Schinopsis cf. quebracho-colorudo (soto), and Tabeb~liuspp. (lapacho group) (tajibo or ipe). Eucalyptus marginatu Cjarrah) from Australia and Tectonu grandis (teak), both naturally grown from Burma and plantation-grown from Central America, were included in the study for comparison. The dimensional change for the species from Bolivia, commensurate with a change in relative humidity (RH) from 30% to 90%, varied from about 1.6% and 2.0% (radial and tangential directions) for Arnburunu cer~ren.risto 2.2% and 4.1% (radial and tangential) for Anadenanthera macrocarpu. The dimensional change for teak was 1.3% and 2.5% (radial and tangential) for the same change in relative humidity. None of the Bolivian species was completely free of warp or surface checks; however, Anadenanthera macrocarpu, Aspidosperma cy- lindrocurpon, and Schinopsis cf. quebracho-colorado performed almost as well as teak. The erosion rate of several of the wood species was considerably slower than that of teak, and there was little correlation between wood density and erosion rate. Part 2 of this report will include information on the decay resistance (natural durability) of these species. -
Glulam Sizes and Shapes Can Help Desigggners Meet Their Most Demanding Architectural and Structural Requirements Using Numerous Innovative Design Examples
WoodWorks Webinar “The Wood Products Council” is a Registered Provider with The Decem ber 11, 2013 AmericanInstituteofArchitectsContinuingEducationSystems(AIA/CES). Credit(s) earned on completion of this program will be reported to Glued Laminated Timber – An AIA/CES for AIA members. Certificates of Completion for both AIA Innovative and Versatile members and non-AIA members are available upon request. This p rog ra m is r egiste r ed wi th AIA/CES foocotr continu in gpoessoag professional Engineered Wood Composite education. As such, it does not include content that may be deemed or construed to be an approval or endorsement by the AIA of any Product material of construction or any method or manner of handling, using, distributing, or dealing in any material or product. Tom Williamson, P.E. Timber Engineering LLC QQp,,uestions related to specific materials, methods, and services will FASCE, FSEI be addressed at the conclusion of this presentation. Retired Vice President, APA FEtiVPAITCFormer Executive VP, AITC Learning Objectives 1. To illustrate how the flexibility of glulam sizes and shapes can help desigggners meet their most demanding architectural and structural requirements using numerous innovative design examples. Copyright Materials 2. To familiarize designers with how to properly select and specify glulam incorporating relevant industry standards and codes. This presentation is protected by US and 3. To provide design professionals with an overview of key design International Copyright laws. Reproduction, considerations that must be considered to ensure both the structural distribution, display and use of the presentation performance and long-term durability of glulam structures. without written permission of the speaker is 4. -

Wood Characteristics Today
Wood Characteristics Today About 90% of all timber harvested in the United States comes from Private Land Only 10% comes from Government owned land Name the process of replanting small seedling trees as the mature trees are harvested? Reforestation Woods Natural Glue What natural adhesive material holds wood fibers together? Lignin New wood cells are formed in what layer? Draw and label the Photo to the right. Cambium When combined, the bands of springwood and summerwood form what? Annual Rings The age of most trees can be determined by counting the number of annual rings. Trees and lumber can be divided into what two main classes? A. Softwoods B. Hardwoods What is the scientific What is the scientific name for hardwood name for Softwood trees? trees? Deciduous Coniferous Softwood is a product of cone-bearing trees. Red Cedar The brilliant color, distinctive aroma and the moth- repelling qualities of Tennessee Red Cedar make this the ideal wood for chests and closet linings, or for the lining of chests made of other woods. Softwood is a product of cone-bearing trees. Pine Ponderosa Pine is a very large pine tree of variable habit native to western North America, but widespread throughout the temperate world. This softwood is known for its rustic, knotty appearance and is commonly seen in warm cabins in both the Sierra Nevada and Rocky Mountains. Softwood is a product of cone-bearing trees. Fir Mixed grain Douglas Fir is a resilient timber with a high strength to weight ratio. It has been widely used for various construction projects for centuries. -

Designing and Establishing a Fine Hardwood Timber Plantations
DESIGNING AND ESTABLISHING A FINE HARDWOOD TIMBER PLANTATION James R. McKenna and Lenny D. Farlee1 Abstract.—Today, new tools and lessons learned from established plantations of black walnut and other fine hardwoods can provide landowners with guidelines to design and establish successful plantations to produce quality timber for the future. From earlier plantations now maturing, we can recognize design features critical during establishment. Current production practices combined with improved tools, ongoing genetic improvement, and lessons learned from various spacing and species mixes make it possible to establish higher quality timber plantations today than previously possible. We summarize new tools for assessing the suitability of soils to grow good walnut and present plantation design strategies to enhance the quality of walnut mixed with other hardwoods to minimize risk if walnut does not grow well. We also include design details that can enhance the aesthetic quality of the land and expand wildlife habitat. As world population increases and available forest new growers will find the background information, lands diminish, timber plantations hold the promise planning considerations, and descriptions of to produce a greater quantity of wood per acre than techniques needed to establish a successful plantation. natural forests (Sedjo 1999, Sedjo and Botkin 1997). Walnut timber plantations on the scale of hundreds to MANAGEMENT OBJECTIVES thousands of acres have been established in the last State your objectives clearly and concisely and see decade in the United States and Europe. Plantation how they fit into your over all land management plan. forestry has become a common practice for many pulp Make a detailed sketch that includes the location of and softwood timber species throughout the world, the plantation and current features as well as those and plantations can be more profitable than natural you might add in the future. -
From Cutting to Order to Cutting for Value a Handbook for Chainsaw Millers
From cutting to order to cutting for value A handbook for chainsaw millers From cutting to order to cutting for value A handbook for chainsaw millers Andrew Mendes and Nick Pasiecznik This publication has been produced with the financial assistance of the European Commission’s Programme for Environment and Sustainable Management of Natural Resources including Energy, and the partners involved in implementing the EU Chainsaw Milling Project, specifically the Forestry Training Centre Inc., Iwokrama International Centre for Rainforest Conservation and Development, and Tropenbos International. The contents and the views expressed by the authors do not necessarily reflect those of the programme partners, nor of the European Union. Disclaimer Chainsaws are dangerous and potentially fatal and this must be acknowledged by all users. This manual contains information and best practice recommendations based on the experiences of the authors, and on sources believed to be reliable. This is supplied without obligation and on the understanding that any person who acts on it, or otherwise changes their position in reliance thereon, does so entirely at their own risk. Published by: Tropenbos International Copyright: © Tropenbos International, the Netherlands, and the Forestry Training Centre Inc., Guyana Text may be reproduced for non-commercial purposes, citing the source Citation: Mendes, Andrew, and Nick Pasiecznik. 2015. From cutting to order to cutting for value. A handbook for chainsaw millers. Tropenbos International, Wageningen, the Netherlands, and the Forestry Training Centre Inc., Georgetown, Guyana. ISBN: 978-90-5113-126-0 Contributors: Chris Davis, Wilfred Jarvis, Rohini Kerrett, Godfrey Marshall and Leroy Welcome Layout: Harry Wilcken Design & Photography Photo credits: Tropenbos International, the Forestry Training Centre Inc., Guyana, and the authors Printed by: Digigrafi, Veenendaal, the Netherlands Available from: Forestry Training Centre Inc. -

Sussex Shutters for a Lifetime
sussexAt shuttersNorman Shutters for we’rea lifetime committed to providing worry-free product performance. To ensure your total satisfaction, all Norman Shutters are supported by a 3 year manufacturers warranty. Sussex by Norman Shutters. Luxury unmatched in the shutter industry. Contact your window covering professional today for a consultation. Outside mount, 3” ridge deco frame, 4 H” louvers, hidden tilt rod, perfect arch, sunburst louvers in honey Sussex Suers CUSTOMISED LUXURY • Specialty shapes and customisation for any window, any shape, any size • Hand-selected White Teak with quarter-sawn louvers • Master craftsmanship and advanced processes • Multiple-sequence furniture-quality finish Sussex® by Norman Shutters® Leader of Fine Window Furniture® © 2014 Norman International® Company All photographs are a copyright of Norman International® Company ™ and ® denote trademarks owned by Norman International® Company Sussex® by Norman Shutters® • Leader of Fine Window Furniture® you deserve the luxury of sussex shutters advanced processes Prescription Wood Conditioning™ Discriminating homeowners deserve the opportunity to accentuate their windows with Norman Shutters, We are the only shutter manufacturer to employ the finest shutters available. The luxurious Sussex line is nothing short of exquisite. Masterfully crafted from an exclusive Prescription Wood Conditioning technique to reduce White Teak, Sussex Shutters are designed to beautifully complement any window in the most distinguished style. post-installation shrinking and swelling inherent to wood products. Like any home investment, only shutters of exceptional quality will provide long-term value and increase Our wood conditioning specialists determine the humidity conditions of each customer’s appreciation. Norman Shutters ensures the beauty and durability of our home location.