L (+) Lactic Acid Fermentation and Its Product Polymerization
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Calcium Stearate Processing
National Organic Standards Board Technical Advisory Panel (TAP) Review Compiled by University of California Sustainable Agriculture Research and Education Program (UC SAREP) for the USDA National Organic Program Calcium Stearate Processing Executive Summary1 A petition is under consideration with respect to NOP regulations subpart G §205.605, governing the use of substances in processed products: Petitioned: Inclusion of calcium stearate on National List of nonagricultural substances allowed in or on processed products labeled as “organic” or “made with organic (specified ingredients or food group(s)).” Calcium stearate is a compound of calcium with a mixture of solid organic acids obtained from edible sources. It is generally used as a solid-phase lubricant that reduces friction between particles of the substance to which it is added. The Petitioner’s intended use is “as a flow agent (anti-dusting agent)” to be used in dry flour based ingredients sold to bakeries (NOSB Petition). The NOP has no prior listing or ruling on the substance. All three reviewers agreed that the substance should be considered synthetic. The reviewers were divided over the use of calcium stearate in food labeled as “organic.” Two of the reviewers felt it should not be allowed in these foods, while one reviewer felt it should be accepted. One reviewer who voted to restrict its use indicated that more information was needed on the nature of the substance and its potential applications, and the other reviewer felt that inclusion of a “synthetic” substance in organics runs contrary to consumer’s expectations regarding organic products. All three reviewers agreed that the substance should be allowed in products labeled as “made with organic…” ingredients. -

Microbial Biosynthesis of Lactate Esters
University of Tennessee, Knoxville Trace: Tennessee Research and Creative Exchange Faculty Publications and Other Works -- Engineering -- Faculty Publications and Other Chemical and Biomolecular Engineering Works 2019 Microbial biosynthesis of lactate esters Jong-Won Lee University of Tennessee, Knoxville Cong T. Trinh University of Tennessee, Knoxville Follow this and additional works at: https://trace.tennessee.edu/utk_chembiopubs Recommended Citation Lee, Jong-Won and Trinh, Cong T., "Microbial biosynthesis of lactate esters" (2019). Faculty Publications and Other Works -- Chemical and Biomolecular Engineering. https://trace.tennessee.edu/utk_chembiopubs/103 This Article is brought to you for free and open access by the Engineering -- Faculty Publications and Other Works at Trace: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Faculty Publications and Other Works -- Chemical and Biomolecular Engineering by an authorized administrator of Trace: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. Lee and Trinh Biotechnol Biofuels (2019) 12:226 https://doi.org/10.1186/s13068-019-1563-z Biotechnology for Biofuels RESEARCH Open Access Microbial biosynthesis of lactate esters Jong‑Won Lee1,2 and Cong T. Trinh1,2,3* Abstract Background: Green organic solvents such as lactate esters have broad industrial applications and favorable envi‑ ronmental profles. Thus, manufacturing and use of these biodegradable solvents from renewable feedstocks help beneft the environment. -
Steady State and Transient Behavior of a Continuous Fermentor Thor Almep R Hanson Iowa State University
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1969 Steady state and transient behavior of a continuous fermentor Thor almeP r Hanson Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Chemical Engineering Commons Recommended Citation Hanson, Thor almeP r, "Steady state and transient behavior of a continuous fermentor " (1969). Retrospective Theses and Dissertations. 4109. https://lib.dr.iastate.edu/rtd/4109 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. 70-13,589 HANSONJ Thor Palmer, 1942- STEADY STATE AND TRANSIENT BEHAVIOR OF A CONTINUOUS FERMENTOR. Iowa State University, Ph.D., 1969 Engineering, chemical University Microfilms, Inc., Ann Arbor, Michigan THIS DISSERTATION HAS BEEN MICROFILMED EXACTLY AS RECEIVED STEADY STATE AND TRANSIENT BEHAVIOR OF A CONTINUOUS FERMENTOR Thor Palmer Hanson A Dissertation Submitted to the Graduate Faculty in Partial Fulfillment of The Requirements for the Degree of DOCTOR OP PHILOSOPHY Major Subject: Chemical Engineering Approved : Signature was redacted for privacy. In Charge of Major Work Signature was redacted for privacy. Head of Major Department Signature was redacted for privacy. D( 'ége Iowa State University Ames, lowa 1969 11 TABLE OP CONTENTS Page ABSTRACT v I. INTRODUCTION 1 II. BACKGROUND INFORMATION 5 A. Bacterial Growth 5 B. Mathematical Models for Bacterial Growth l4 1. -

Utilization of Lactic Acid in Human Myotubes and Interplay with Glucose and Fatty Acid Metabolism Received: 12 January 2018 Jenny Lund1, Vigdis Aas2, Ragna H
www.nature.com/scientificreports OPEN Utilization of lactic acid in human myotubes and interplay with glucose and fatty acid metabolism Received: 12 January 2018 Jenny Lund1, Vigdis Aas2, Ragna H. Tingstad2, Alfons Van Hees2 & Nataša Nikolić1 Accepted: 11 June 2018 Once assumed only to be a waste product of anaerobe glycolytic activity, lactate is now recognized as Published: xx xx xxxx an energy source in skeletal muscles. While lactate metabolism has been extensively studied in vivo, underlying cellular processes are poorly described. This study aimed to examine lactate metabolism in cultured human myotubes and to investigate efects of lactate exposure on metabolism of oleic acid and glucose. Lactic acid, fatty acid and glucose metabolism were studied in myotubes using [14C(U)] lactic acid, [14C]oleic acid and [14C(U)]glucose, respectively. Myotubes expressed both the MCT1, MCT2, MCT3 and MCT4 lactate transporters, and lactic acid was found to be a substrate for both glycogen synthesis and lipid storage. Pyruvate and palmitic acid inhibited lactic acid oxidation, whilst glucose and α-cyano-4-hydroxycinnamic acid inhibited lactic acid uptake. Acute addition of lactic acid inhibited glucose and oleic acid oxidation, whereas oleic acid uptake was increased. Pretreatment with lactic acid for 24 h did not afect glucose or oleic acid metabolism. By replacing glucose with lactic acid during the whole culturing period, glucose uptake and oxidation were increased by 2.8-fold and 3-fold, respectively, and oleic acid oxidation was increased 1.4-fold. Thus, lactic acid has an important role in energy metabolism of human myotubes. Lactate is produced from glucose through glycolysis and the conversion of pyruvate by lactate dehydrogenase (LDH). -

Fermentation Microorganisms and Flavor Changes in Fermented Foods R.F
Fermentation Technology—12th World Congress of Food Science and Technology Fermentation Microorganisms and Flavor Changes in Fermented Foods R.F. MCFEETERS ABSTRACT: Food fermentation processes often result in profound changes in flavor relative to the starting ingredients. However, fermenting foods are typically very complex ecosystems with active enzyme systems from the ingredient materials interacting with the metabolic activities of the fermentation organisms. Factors such as added salt, particle sizes, temperature, and oxygen levels will also have important effects on the chemistry that occurs during fermentation. This is a brief review of recent research on flavor changes in food fermentations. The emphasis will be on the role of lactic acid bacteria in changing the compounds that help determine the character of fermented foods from plant-based substrates. Introduction GC-olfactometry led to recognition of a compound with an odor actic acid bacteria influence the flavor of fermented foods in a close to that of the fermentation brine. The compound with a fer- Lvariety of ways. In many cases, the most obvious change in a lac- mentation brine odor was identified as trans-4-hexenoic acid. They tic acid fermentation is the production of acid and lowering pH that also tentatively identified the presence of cis-4-hexenoic acid. In a results in an increase in sourness. Since most of the acid produced reconstitution experiment, a solution that contained 25 ppm trans- in fermentations will be produced by the metabolism of sugars, 4-hexenoic acid, 10 ppm phenyl ethyl alcohol, 0.65% lactic acid, sweetness will likely decrease as sourness increases. The produc- 0.05% acetic acid, and 8% NaCl had an odor very similar to that of tion of volatile flavor components tends to be the first mechanism brine from fermented cucumbers. -

Lactate Like Fluconazole Reduces Ergosterol Content in the Plasma Membrane and Synergistically Kills Candida Albicans
International Journal of Molecular Sciences Article Lactate Like Fluconazole Reduces Ergosterol Content in the Plasma Membrane and Synergistically Kills Candida albicans Jakub Suchodolski 1, Jakub Muraszko 1 , Przemysław Bernat 2 and Anna Krasowska 1,* 1 Department of Biotransformation, Faculty of Biotechnology, University of Wrocław, 50-383 Wrocław, Poland; [email protected] (J.S.); [email protected] (J.M.) 2 Department of Industrial Microbiology and Biotechnology, Faculty of Biology and Environmental Protection, University of Łód´z,90-237 Łód´z,Poland; [email protected] * Correspondence: [email protected] Abstract: Candida albicans is an opportunistic pathogen that induces vulvovaginal candidiasis (VVC), among other diseases. In the vaginal environment, the source of carbon for C. albicans can be either lactic acid or its dissociated form, lactate. It has been shown that lactate, similar to the popular antifungal drug fluconazole (FLC), reduces the expression of the ERG11 gene and hence the amount of ergosterol in the plasma membrane. The Cdr1 transporter that effluxes xenobiotics from C. albicans cells, including FLC, is delocalized from the plasma membrane to a vacuole under the influence of lactate. Despite the overexpression of the CDR1 gene and the increased activity of Cdr1p, C. albicans is fourfold more sensitive to FLC in the presence of lactate than when glucose is the source of carbon. We propose synergistic effects of lactate and FLC in that they block Cdr1 activity by delocalization due to changes in the ergosterol content of the plasma membrane. Citation: Suchodolski, J.; Muraszko, J.; Bernat, P.; Krasowska, A. Lactate Keywords: Candida albicans; lactate; fluconazole; ergosterol; Cdr1 Like Fluconazole Reduces Ergosterol Content in the Plasma Membrane and Synergistically Kills Candida albicans. -

Liquid-Phase Dehydration of Lactic Acid for the Production of Bio-Acrylic Acid Development of a Multi-Step Process
Liquid-phase dehydration of lactic acid for the production of bio-acrylic acid Development of a multi-step process Flüssigphasen-Dehydratisierung von Milchsäure zur Produktion von biobasierter Acrylsäure Entwicklung eines mehrstufigen Prozesses Der Technischen Fakultät der Friedrich-Alexander-Universität Erlangen-Nürnberg zur Erlangung des Grades DOKTOR-INGENIEUR vorgelegt von Matthias Kehrer, M. Sc. aus Nürnberg Als Dissertation genehmigt von der Technischen Fakultät der Friedrich-Alexander-Universität Erlangen-Nürnberg. Tag der mündlichen Prüfung: 17. Dezember 2018 Vorsitzende/r des Promotionsorgans: Prof. Dr.-Ing. Reinhard Lerch Gutachter/in: Prof. Dr. Peter Wasserscheid Prof. Dr. Nicolas Vogel To my family “Obstacles don’t have to stop you. If you run into a wall, don’t turn around and give up. Figure out how to climb it, go through it, or walk around it.” Michael Jordan Preface i Preface The present work was carried out in the period from May 2014 to December 2017 at the Institute of Chemical Reaction Engineering of the Friedrich-Alexander-University Er- langen-Nürnberg, headed by Prof. Dr. Peter Wasserscheid. The results presented herein where achieved within the scope of the research project “Liquid-phase dehydration of lactic acid obtained via fermentation for the production of bio-acrylic acid”, which was carried out in close collaboration with the industrial partner Procter & Gamble. At this point, I would like to dedicate personal thanks to a large number of people and their various contributions, involved in the development of this work: First and foremost, I would like to thank my supervisor, Prof. Dr. Peter Wasserscheid, for giving me the opportunity to be part of this interesting and exciting project and for the excellent mentoring during the entire period of this thesis. -

Your Reliable Partner DELIVERING SAFE and QUALITATIVE PRODUCTS for HIGH PERFORMANCE SOLUTIONS
Your reliable partner DELIVERING SAFE AND QUALITATIVE PRODUCTS FOR HIGH PERFORMANCE SOLUTIONS corbion.com/biochemicals Why Corbion? Advanced technology and R&D At Corbion, we engage in ongoing R&D efforts to improve performance and sustainability of our products and processes. Consistent high quality Corbion has mastered the production technology to make high purity, high performance lactic acid, derivatives and lactides at industrial scale. Corbion factory in The Netherlands 100 100 years of experience Corbion has 100 years of experience in sales, application development and industrial scale production. Corbion is the global market leader in lactic acid, derivatives and lactides. Your reliable Global presence With 10 production facilities and sales offices on every partner continent, we are always close by to help you with your application development. All our products are available at an industrial scale Innovation and Application Our innovation and Application centers are focused on your Safer and more friendly for our planet challenges of tomorrow. Our technical team of chemist, analytical Corbion produces high quality lactic acid and derivatives and application technologist are available to provide you with using a biochemical fermentation process by efficient customized solutions. conversion of sugars. Corbion products are regarded as safe, offering a good alternative to traditional products that Deliveries have become under increased regulatory pressure. Corbion works on continuous improvement of its delivery times and reliability. Working to improve consistency within the supply chain is making the network more responsive while streamlining operations. Prevention Corbion deploys prevention activities in our plants and throughout our supply chain in order to avoid the occurrence of incidents. -
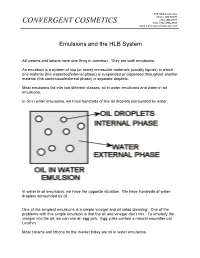
Emulsions and the HLB System
2393 Blaine Avenue Orono, MN 55391 (952) 906-0771 CONVERGENT COSMETICS FAX: (952) 906-9781 www.ConvergentCosmetics.com Emulsions and the HLB System All creams and lotions have one thing in common. They are both emulsions. An emulsion is a system of two (or more) immiscible materials (usually liquids) in which one material (the dispersed/internal phase) is suspended or dispersed throughout another material (the continuous/external phase) in separate droplets. Most emulsions fall into two different classes, oil in water emulsions and water in oil emulsions. In oil in water emulsions, we have hundreds of tiny oil droplets surrounded by water. In water in oil emulsions, we have the opposite situation. We have hundreds of water droplets surrounded by oil. One of the simplest emulsions is a simple vinegar and oil salad dressing. One of the problems with this simple emulsion is that the oil and vinegar don’t mix. To emulsify the vinegar into the oil, we can use an egg yolk. Egg yolks contain a natural emulsifier call Lecithin. Most creams and lotions on the market today are oil in water emulsions. 2393 Blaine Avenue Orono, MN 55391 (952) 906-0771 CONVERGENT COSMETICS FAX: (952) 906-9781 www.ConvergentCosmetics.com In 1949, William C. (Bill) Griffin developed the Hydrophile-Lipophile Balance System or HLB System when he was a chemist at the Atlas Powder Company, which eventually became ICI Surfactants and is part of Uniqema today. All emulsifier have two parts; like a bar magnet. A bar magnet has a north pole and a south pole. Nonionic emulsifiers also have two poles or parts. -
Effect of Lactic Acid Fermentation on Color, Phenolic Compounds And
microorganisms Article Effect of Lactic Acid Fermentation on Color, Phenolic Compounds and Antioxidant Activity in African Nightshade Alexandre Degrain 1,2, Vimbainashe Manhivi 1, Fabienne Remize 2,* , Cyrielle Garcia 2 and Dharini Sivakumar 1 1 Phytochemical Food Network Research Group, Department of Crop Sciences, Tshwane University of Technology, Pretoria West 0001, South Africa; [email protected] (A.D.); [email protected] (V.M.); [email protected] (D.S.) 2 QualiSud, Université de La Réunion, CIRAD, Université Montpellier, Montpellier SupAgro, Université d’Avignon, 97490 Sainte Clotilde, France; [email protected] * Correspondence: [email protected]; Tel.: +27-012-382-5303 Received: 3 August 2020; Accepted: 23 August 2020; Published: 30 August 2020 Abstract: This study aimed to investigate the influences of fermentation at 37 ◦C for 3 days by different lactic acid bacterium strains, Lactobacillus plantarum (17a), Weissella cibaria (21), Leuconostoc pseudomesenteroides (56), W. cibaria (64) or L. plantarum (75), on color, pH, total soluble solids (TSS), phenolic compounds and antioxidant activity of African nightshade (leaves). Results indicated fermentation with L. plantarum 75 strain significantly decreased the pH and total soluble solids, and increased the concentration of ascorbic acid after 3 days. L. plantarum 75 strain limited the color modification in fermented nightshade leaves and increased the total polyphenol content and the antioxidant activity compared to the raw nightshade leaves. Overall, L. plantarum 75 enhanced the functional potential of nightshade leaves and improved the bioavailability of gallic, vanillic acid, coumaric, ferulic ellagic acids, flavonoids (catechin, quercetin and luteolin) and ascorbic acid compared to the other lactic acid bacterium strains. -

United States Patent (10) Patent No.: US 8.450,378 B2 Snyder Et Al
USOO8450378B2 (12) United States Patent (10) Patent No.: US 8.450,378 B2 Snyder et al. (45) Date of Patent: *May 28, 2013 (54) ANTIVIRAL METHOD 5,944.912 A 8/1999 Jenkins ........................... 134/40 5,951,993 A 9, 1999 Scholz. ....... ... 424/405 (75) Inventors: Marcia Snyder, Stow, OH (US); David 6,022,5515,965,610 A 10/19992/2000 JampaniModak et ..... al. ... 424/405514,494 R. Macinga, Stow, OH (US); James W. 6,025,314. A 2/2000 Nitsch ... ... 510,221 Arbogast, Bath, OH (US) 6,034,133. A 3/2000 Hendley . 514,573 6,080,417 A 6/2000 Kramer ......................... 424/405 (73) Assignee: GOJO Industries, Inc., Akron, OH 6,090,395 A 7/2000 ASmuS (US) 6,107,261 A 8/2000 Taylor ........................... 510,131 6,110,908 A 8/2000 Guthery . 514,188 (*) Notice: Subject to any disclaimer, the term of this 8:35, A 858 Flying . patent is extended or adjusted under 35 6,183,766 B1 2/2001 Sine et al. ... 424/405 U.S.C. 154(b) by 716 days. 6,204.230 B1 3/2001 Taylor ........ ... 510,131 6,294, 186 B1 9/2001 Beerse et al. ... 424/405 This patent is Subject to a terminal dis- 6,319,958 B1 1 1/2001 Johnson ..... 514,739 claimer. 6,326,430 B1 12/2001 Berte ..... 524,555 6,352,701 B1 3/2002 Scholz. ... ... 424/405 (21) Appl. No.: 12/189,139 6,423,329 B1 7/2002 Sine et al. .. ... 424/405 6,436,885 B2 8/2002 Biedermann . ... 510,131 6,468,508 B1 10/2002 Laughlin .. -
Fermentation and Ester Taints
Fermentation and Ester Taints Anita Oberholster Introduction: Aroma Compounds • Grape‐derived –provide varietal distinction • Yeast and fermentation‐derived – Esters – Higher alcohols – Carbonyls – Volatile acids – Volatile phenols – Sulfur compounds What is and Esters? • Volatile molecule • Characteristic fruity and floral aromas • Esters are formed when an alcohol and acid react with each other • Few esters formed in grapes • Esters in wine ‐ two origins: – Enzymatic esterification during fermentation – Chemical esterification during long‐term storage Ester Formation • Esters can by formed enzymatically by both the plant and microbes • Microbes – Yeast (Non‐Saccharomyces and Saccharomyces yeast) – Lactic acid bacteria – Acetic acid bacteria • But mainly produced by yeast (through lipid and acetyl‐CoA metabolism) Ester Formation Alcohol function Keto acid‐Coenzyme A Ester Ester Classes • Two main groups – Ethyl esters – Acetate esters • Ethyl esters = EtOH + acid • Acetate esters = acetate (derivative of acetic acid) + EtOH or complex alcohol from amino acid metabolism Ester Classes • Acetate esters – Ethyl acetate (solvent‐like aroma) – Isoamyl acetate (banana aroma) – Isobutyl acetate (fruit aroma) – Phenyl ethyl acetate (roses, honey) • Ethyl esters – Ethyl hexanoate (aniseed, apple‐like) – Ethyl octanoate (sour apple aroma) Acetate Ester Formation • 2 Main factors influence acetate ester formation – Concentration of two substrates acetyl‐CoA and fusel alcohol – Activity of enzyme responsible for formation and break down reactions • Enzyme activity influenced by fermentation variables – Yeast – Composition of fermentation medium – Fermentation conditions Acetate/Ethyl Ester Formation – Fermentation composition and conditions • Total sugar content and optimal N2 amount pos. influence • Amount of unsaturated fatty acids and O2 neg. influence • Ethyl ester formation – 1 Main factor • Conc. of precursors – Enzyme activity smaller role • Higher fermentation temp formation • C and N increase small effect Saerens et al.