Increasing Air Cargo Throughput Per Ground Surface Unit Under Footprint Constraints
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Airport Press Rudy Auslander, Airport News
Vol. 38 No. 4 Serving New York Airports April 2016 Left to Right: Joseph Badamo, President JFK MOBILE AIR TRANSPORT, INC. AIr Cargo Association; Panelists: Chris Connell ANNOUNCES THE ASSET - President - Commodity Forwarders Inc; Brandon ACQUISITION OF KINGS EXPRESS Fried - Executive Acquisition to increase fl eet size by riety of transportation services. The acquisi- Director, Air Forwarders over 40% tion strengthens the company’s long-stand- Association (Moderator), Mobile Air Transport, Inc. (“Mobile ing reputation of quality service, integrity and stability in the air cargo industry by ex- Pawel Borkowski - Product Air”) announced the asset acquisition of Kings Express, a full-service delivery, panding its footprint in Western NY and the Developm ent Manager - Midwest and enhancing its Canadian pres- Delta Cargo trucking, distri- bution and ware- ence with the seamless addition of trans- Ron Schaefer - border freight service in and out of Ontario, Project Leader - IATA house services company based in Canada. Pharmaceutical Logistics. Buff alo, NY. With “Kings Express has been a quality ser- this acquisition, vice partner of Mobile Air for more than 30 JFK AIR CARGO ASSOCIATION Mobile Air will years, feeding our hub as an intrinsic part absorb the entire business and operations of of the Mobile Air system in Western NY,” ANNUAL EXPO HOSTED AT RUSSO’S Kings Express and rebrand them as Mobile said John J. Ingemie, CEO of Mobile Air. Air Transport company-operated stations. “This acquisition is of great benefi t to our ON THE BAY Mobile Air Transport is a locally owned combined customer base and all of our em- and operated LTL carrier focusing on a va- The JFK Air Cargo EXPO 2016 was held The EXPO’s Exhibition portion featured See MOBIL AIR page 2 on Thursday, March 31, 2016 at Russo’s over 40 exhibitors from all segments of the on the Bay in nearby Howard Beach. -

September, 2008
WWW.AIRCARGOWORLD.COM SEPTEMBER 2008 International Trends & Analysis INTERNATIONAL EDITION The World’s Top Cargo Airlines50 Cargo Security • India • Anti-Trust 2008 SUPPLY CHAIN INNOVATION AWARD FINALIST 6H>6 IDD J#H# EDGII"ID "9DDG# 96NN"9:;>C>I::# ,% A:HH I=6C6>G# As fuel prices send airfreight costs soaring, only OceanGuaranteed ® provides day-definite delivery from Asia to the U.S. that’s just as reliable, but at a fraction of the cost.With the combined resources and expertise of APL Logistics and Con-way Freight, OceanGuaranteed provides a unique single-source LCL/LTL solution with proven 99% on-time performance. In fact, your shipment is guaranteed to arrive on schedule, or we’ll pay 20% of the invoice.* Call 866-896-2005 or visit www.oceanguaranteed.com/22 for more information or to book a shipment today. *Conditions and restrictions apply. See website for full details. Service also available to Canada and Mexico. International Edition September 2008 CONTENTS Volume 11, Number 7 COLUMNS Top Cargo 12 North America Airlines With all the turmoil in Ohio, 22 The annual ranking of the growth at Toledo Express the world’s top 50 cargo air- Airport as a freight center is lines by traffic, with aircraft noteworthy orders and cargo revenue. 14 Pacific Yields on freighters may be down, but handling cargo in China remains a feast • JAL Slimmer 17 Europe Despite its bad timing of entering the market, Cargo 30 India B could be a survivor among India could become a plenty of airline failures key growth market for air 30 cargo, but overcapacity could spoil the party for freight operators. -

Literature Review
From a Capital City to a World City: Vision 2020, Multimedia Super Corridor and Kuala Lumpur A thesis presented to the faculty of the Center for International Studies of Ohio University In partial fulfillment of the requirements for the degree Master of Arts Jen Yih Yap August 2004 This thesis entitled From A Capital City to A World City: Vision 2020, Multimedia Super Corridor and Kuala Lumpur BY JEN YIH YAP has been approved for the Program of Southeast Asian Studies and the Center for International Studies by __________________________________________________ Yeong-Hyun Kim Assistant Professor of Geography __________________________________________________ Josep Rota Associate Provost, Center for International Studies YAP, JEN YIH. M. A. August 2004. Southeast Asian Studies From A Capital City to A World City: Vision 2020, Multimedia Super Corridor and Kuala Lumpur (121pp.) Advisor of Thesis: Yeong-Hyun Kim In 1991, the former Prime Minister Tun Dr. Mahathir Mohamad introduced an initiative called Vision 2020, designed to bring Malaysia to a developed country status, and this initiative will eventually support Kuala Lumpur’s position to become a world city. This thesis examines the recent urban restructuring of Kuala Lumpur in terms of the Malaysian government’s current aspiration for world city status. Many capital cities in the developing world have been undergoing various world city projects that aim at, among other things, improving their international visibility, advancing urban infrastructures and promoting economic competitiveness in a global world economy. This thesis focuses on four large-scale constructions in the Multimedia Super Corridor, namely, the Kuala Lumpur City Center, Kuala Lumpur International Airport, Putrajaya and Cyberjaya. -
September, 2010 Volume 13, Number 8 Contents EDITOR Simon Keeble [email protected] • (770) 642-9170
INTERNATIONAL EDITION SEPTEMBER 2010 Mumbai’s big squeeze Top 50 cargo airlines Quality mantra at Swiss September, 2010 Volume 13, Number 8 contents EDITOR Simon Keeble [email protected] • (770) 642-9170 EUROPEAN EDITOR Martin Roebuck [email protected] Top 50 Airlines +44.(0)20-865-70138 Airline revenue management systems: CONTRIBUTING EDITORS 20 Roger Turney, Ian Putzger handle with care CONTRIBUTOR Karen E. Thuermer India COLUMNISTS Brandon Fried, Gabriel Weisskopf 26 Building for a sustainable future P R O D U C T I O N D I R E C T O R E d C a l a h a n [email protected] Top 100 Airports CIRCULATION MANAGER Structural shift continues in Nicola Stewart [email protected] 34 pattern of airfreight growth ART DIRECTOR CENTRAL COMMUNICATIONS GROUP [email protected] PUBLISHER Steve Prince [email protected] ASSISTANT TO PUBLISHER WORLD NEWS Susan Addy [email protected] • (770) 642-9170 DISPLAY ADVERTISING TRAFFIC COORDINATOR 4 Europe Linda Noga [email protected] 8 Middle East AIR CARGO WORLD HEADQUARTERS 1080 Holcomb Bridge Rd., Roswell Summit Building 200, Suite 255, Roswell, GA 30076 12 Asia (770) 642-9170 • Fax: (770) 642-9982 WORLDWIDE SALES 16 Americas U.S. Sales Japan Associate Publisher Masami Shimazaki Pam Latty [email protected] (678) 775-3565 +81-42-372-2769 [email protected] Thailand 26 Europe, Chower Narula United Kingdom, [email protected] Middle East +66-2-641-26938 David Collison +44 192-381-7731 Taiwan [email protected] Ye Chang [email protected] Hong Kong, +886 2-2378-2471 DEPARTMENTS Malaysia, Singapore Australia, Joseph Yap New Zealand 2 Editorial 44 People/Events 48 Opinion +65-6-337-6996 Fergus Maclagan [email protected] [email protected] 3 Viewpoint 46 Bottom Line +61-2-9460-4560 India Faredoon Kuka Korea RMA Media Mr. -

CHAMP Cargosystems Traxon Cargohub Airline Matrix
███ New carrier CHAMP Cargosystems 1 Partner network 2 Carrier that belongs to the Leisure Cargo Group Traxon cargoHUB Airline Matrix 3Additional charges may apply List is subject to change. Terms and conditions may apply according to partners and/or airlines service availability IATA IATA IATA AWB AWB AWB Airline Name 2-letter Airline Name 2-letter Airline Name 2-letter Prefix Prefix Prefix code code code A C N Aer Lingus Ltd. 053 EI China Cargo Airlines 112 CK Nasair Eritrea 2 745 XY Aeroflot Russian Airlines 555 SU China Eastern Airlines 781 MU Neos 2 745 NO AeroUnion (Aerotransporte de Carga Unión) 873 6R China Southern Cargo 784 CZ Niki 2 745 HG AHK Air Hongkong 1 160 LD Condor 2 745 DE Nippon Cargo Airlines 1 933 KZ Air Algerie 3 NEW! 124 AH Czech Airlines 064 OK Air Baltic 1 NEW! 657 BT O - R Air Berlin 2 745 AB D - F Orbest 2 745 6O Air Canada 014 AC Delta Air Lines 006 DL Philippine Airlines 3 NEW! 079 PR Air Canada Rouge 014 AC Dragonair 1 / 3 043 KA Polar Air Cargo 403 PO Air China Int. Cooperation 1 999 CA EL AL Israel Airlines 114 LY Qantas Airways 1 081 QF Air Europa 2 745 UX Emirates Sky Cargo 176 EK Qatar Airways 1 157 QR Air France 057 AF Etihad Crystal Cargo 1 607 EY Royal Air Maroc 147 AT Air India 3 NEW! 098 AI Ethiopian Cargo 071 ET Air Italy 2 745 I9 EVA Airways 1 695 BR S Air Malta 643 KM FedEx Express 3 NEW! 023 FX SAS Scandinavian Airlines 1 117 SK Air Mauritius 239 MK Finnair Cargo 105 AY Saudi Arabian Airlines 065 SV Air New Zealand 1 086 NZ Silkway Airlines 1 NEW! 463 ZP Air Tahiti Nui 244 TN G - J Silkway -

Maintaining Iso 9000 Qms in the Service Sector: a Case of Success from Malaysia
MAINTAINING ISO 9000 QMS IN THE SERVICE SECTOR: A CASE OF SUCCESS FROM MALAYSIA Roslina Ab Wahid* James Corner Waikato Management School University of Waikato, New Zealand Email: [email protected] [email protected] Abstract The ISO 9000 standards have been the most widely used quality standards in the world and by the rate it is going, it will continue to be so in the near future. The aim of this paper is to highlight how a service organization maintains its ISO 9000 Quality Management Systems (QMS) through continuous improvement. The case being studied is a large cargo transportation company in Malaysia with a global network. Sixteen in-depths interviews were conducted with managers over a period of two months to investigate the critical success factors and issues and challenges in maintaining their successful quality system. Changes and improvements made since the implementation of the ISO 9000 QMS by the organization are also identified. Keywords ISO 9000, Quality Management System, ISO 9000 certification, Continuous improvement, Service sector 1 MAINTAINING ISO 9000 QMS IN THE SERVICE SECTOR: A CASE OF SUCCESS FROM MALAYSIA Introduction The purpose of the ISO 9000 standards is to facilitate the multinational exchange of products and services by providing a clear set of quality systems requirements. It also assists organizations of all sectors and sizes to implement and operate an effective quality management system (QMS). The generic nature of the standards allows interested companies to determine the specifics of how the standards apply to its organization. Registration or certification to the standards demonstrates to customers that the supplying organization has achieved a basic level of quality assurance by the formalization and documentation of its quality management system (Beattie & Sohal, 1999). -

SAFETY INVESTIGATION REPORT Malaysia Airlines Boeing B777-200ER (9M-MRO) 08 March 2014
Case 1:16-mc-01184-KBJ Document 102-1 Filed 08/01/18 Page 1 of 495 SAFETY INVESTIGATION REPORT Malaysia Airlines Boeing B777-200ER (9M-MRO) 08 March 2014 By The Malaysian ICAO Annex 13 Safety Investigation Team for MH370 The Malaysian ICAO Annex 13 Safety Investigation Team for MH370 Issued on 02 July 2018 MH370/01/2018 Email: [email protected] Case 1:16-mc-01184-KBJ Document 102-1 Filed 08/01/18 Page 2 of 495 SAFETY INVESTIGATION REPORT MH370 (9M-MRO) _________________________________________________________________________________ I. CONTENTS i - TABLE OF CONTENTS NO. TITLE PAGE/S I. i. Table of Contents i-xi ii. List of Appendices xii-xiii II. Synopsis xiv-xvii III. Dedication xviii IV. Acknowledgement xix V. Objective xx VI. Disclaimer xxi VII. Glossary of Terms xxii-xxvii VIII Abbreviations and Codes xxviii-xliii IX The Malaysian ICAO Annex 13 Safety Investigation Team xliv-xlv for MH370 SECTION TITLE PAGE/S 1 FACTUAL INFORMATION 1-273 1.1 HISTORY OF THE FLIGHT 1-21 1.1.1 Introduction 1 1.1.2 Actions by HCM ACC and KL ACC 3 1.1.3 Diversion from Filed Flight Plan Route 3 1) Malaysian Military Radar 3 2) DCA Civilian Radar Data from Kota Bharu – Sultan 6 Ismail Petra Airport Runway 3) Ho Chi Minh Air Traffic Services 15 4) Kuala Lumpur ACC Radar 17 5) Medan Air Traffic Control Radar 18 6) Bangkok Air Traffic Control Radar 18 7) Singapore Air Traffic Services 19 1.1.4 Role of the Malaysian Military 19 1.1.5 Detection of Hand Phone Signal 20 1.1.6 Search for Aircraft 20 1.2 INJURIES TO PERSONS 22 1.3 DAMAGE TO AIRCRAFT -

Pw4170advantage70tm Engine
PW4170Advantage70 TM Engine Best Overall Capability for the A330 • Best-in-class emissions Durability improvements include new high pressure turbine (HPT) technologies such as thermal barrier coatings, • Increased thrust ceramic-coated outer air seals and an improved • Improved fuel burn TALON™ II combustor. Together, the upgrades help extend the engine's time on-wing. Commercial Engines • Lower maintenance cost • World-class reliability Software enhancements are also part of the Advantage70 program. An improved Full-authority • Superior EGT and performance Digital Electronic Control (FADEC) system gives your pilots more flexibility in takeoff and climb thrust power Pratt & Whitney has taken its successful PW4000 100-inch to better match engine thrust with specific flight requirements. engine for the Airbus A330 to new heights with the Similarly, the upgrade to Pratt & Whitney’s Advanced introduction of the PW4170 Advantage70TM program. Diagnostic Engine Management (ADEM) system provides This program includes upgrades that enhance engine better real-time input for more effective maintenance planning. performance, save fuel, increase durability and reduce New Pratt & Whitney Advantage70 engines entered service maintenance costs. June 2009, starting with the A330-300 operated by launch The Advantage70 engine reduces fuel consumption over the customer Air Caraibes. Other PW4170 engine customers baseline PW4168A engine by one percent, providing a direct include Asiana, China Southern, Hong Kong Airlines, Kingfisher savings of about $235,000 per aircraft per year. The fuel savings Airlines, Korean Airlines, Malaysia Airlines, TAM Linhas Aereas also means that each Advantage70-powered aircraft reduces its and Vietnam Airlines. The PW4170 engine has been selected by output of carbon by about 1.5 million pounds per year. -
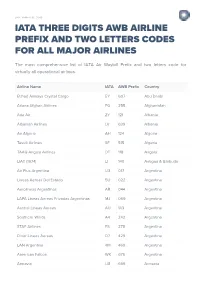
Iata Three Digits Awb Airline Prefix and Two Letters Codes for All Major Airlines
SEPTEMBER 18, 2019 IATA THREE DIGITS AWB AIRLINE PREFIX AND TWO LETTERS CODES FOR ALL MAJOR AIRLINES The most comprehensive list of IATA Air Waybill Prefix and two letters code for virtually all operational airlines. Airline Name IATA AWB Prefix Country Etihad Airways Crystal Cargo EY 607 Abu Dhabi Ariana Afghan Airlines FG 255 Afghanistan Ada Air ZY 121 Albania Albanian Airlines LV 639 Albania Air Algerie AH 124 Algeria Tassili Airlines SF 515 Algeria TAAG Angola Airlines DT 118 Angola LIAT (1974) LI 140 Antigua & Barbuda Air Plus Argentina U3 017 Argentina Lineas Aereas Del Estado 5U 022 Argentina Aerolineas Argentinas AR 044 Argentina LAPA Lineas Aereas Privadas Argentinas MJ 069 Argentina Austral Lineas Aereas AU 143 Argentina Southern Winds A4 242 Argentina STAF Airlines FS 278 Argentina Dinar Lineas Aereas D7 429 Argentina LAN Argentina 4M 469 Argentina American Falcon WK 676 Argentina Armavia U8 669 Armenia Airline Name IATA AWB Prefix Country Armenian International Airways MV 904 Armenia Air Armenia QN 907 Armenia Armenian Airlines R3 956 Armenia Jetstar JQ 041 Australia Flight West Airlines YC 060 Australia Qantas Freight QF 081 Australia Impulse Airlines VQ 253 Australia Macair Airlines CC 374 Australia Australian Air Express XM 524 Australia Skywest Airlines XR 674 Australia Kendell Airlines KD 678 Australia East West Airlines EW 804 Australia Regional Express ZL 899 Australia Airnorth Regional TL 935 Australia Lauda Air NG 231 Austria Austrian Cargo OS 257 Austria Eurosky Airlines JO 473 Austria Air Alps A6 527 Austria Eagle -

Moving the World's Cargo
O P E R A TIONS REVIEW : CARGO 74 MOVING THE WORLD’S CARGO A Better Performance MASkargo continued its revenue growth and consolidated its position in major markets during the financial year. The market situation was very volatile for the cargo business due to the SARS outbreak, the Middle East crisis, the appreciation of the Euro against the US dollar and the escalation in fuel prices. Nonetheless, a series of initiatives put in place, such as realigning the Company’s freighter services to dominate certain key markets, expanding the Priority Business Centre to Penang and exploiting e-commerce, helped the Company in registering double-digit growth. The Company also added three more leased B747-200 freighters into service during the financial year, making it a fleet of eight B747-200F. The eighth B747-200 freighter entered service in late March 2004. For the year under review, MASkargo recorded an 18% increase in profit over that of the previous financial year. Cargo volume increased by 10.4% to 569,068 tonnes, a commendable growth when compared with the industry’s average annual growth of around 4% to 5%. Trans-shipment growth increased from 49.8% to 53.8%, which augurs well for the development of Kuala Lumpur International Airport (KLIA) as a major trans-shipment hub. Such growth was driven by a combination of tonnage growth and stabilising improvements in value creation. Load tonne kilometer (LTKM) and revenue for belly domestic flights increased due to the introduction of wide-body flights into East Malaysia. The improvement in operational quality at the Advanced Cargo Centre, which saw the reduction of mishandled cargo to an 75 During the year under review , the Advanced Cargo Centre (ACC) at KLIA was already operating at about 85% capacity and exceeding 90% during peak periods A promise to be better internationally acceptable level of 0.19%, also Warehousing Capacity 76 helped. -

Annual Report 2012 Contents
Annual Report 2012 Contents U3 Key figures at a glance Group management report 40 – 159 U4 Events 2012 41 Strategy and structure The Company 01 – 33 44 Shipping Finance 60 Aviation Finance 01 Mission Statement 78 Land Transport Finance 02 About us 94 Important deals 2012 08 Letter to our shareholders and business partners 96 Financial Institutions 11 The Board of Managing Directors 101 Investment Management 12 Report of the Supervisory Board 108 ITF International Transport Finance Suisse AG 17 The Supervisory Board 110 Financial position and performance 18 Corporate Governance Report 2012 125 Remuneration report 26 Employees and sustainability 129 Non-financial performance indicators 131 Report on material events after the reporting date Financial and equity markets 34 – 39 132 Report on opportunities and risks 155 Report on expected developments for 2013 34 Financial markets and DVB’s financial markets activities 158 Explanatory disclosures under takeover law 36 Equity markets and the DVB share 159 Report of the Board of Managing Directors 39 Financial calendar 2013 on relations with affiliated companies Consolidated financial statements 160 – 216 161 Income statement 161 Appropriation of profits 162 Statement of comprehensive income 163 Statement of financial position 164 Statement of changes in equity 165 Cash flow statement 166 Segment report 167 Notes Audit opinion 217 Further information 218 – 228 218 DVB worldwide 220 Key words 222 Glossary 226 Abbreviations 228 Imprint Symbols Reference to the internet Legal notice Further information -

Our Partnership with Maskargo Extends IAG Cargo
14 March 2018 MALAYSIA’S MASKARGO JOINS IAG CARGO’S PARTNER PLUS PROGRAMME IAG Cargo today announces that MASkargo, the cargo division of Malaysian Aviation Group, has become the ninth carrier to join IAG Cargo’s Partner Plus programme; through which members agree to interline on each other’s metal on a commercially booked basis. MASkargo serves almost 100 destinations worldwide, delivering through scheduled freighter services and Malaysia Airlines belly space capacity. IAG Cargo’s Director of Sales, Marketing and Product, Camilo Garcia, said: “Our partnership with MASkargo extends IAG Cargo’s network of destinations in Oceania and Southeast Asia, and helps the business to increase its market share to regions unserved by IAG Cargo capacity. All IAG Cargo bookings made on Malaysia Airlines (MH) flights will benefit from confirmed booking status, a 48-hour recovery promise and full Track and Trace capability with immediate effect.” The partnership comes after Air New Zealand also joined the programme in November 2017 as its eighth member. (Partner Plus already included American Airlines, the Avianca group, China Southern Airlines, Finnair, Japan Airlines, LATAM Airlines and Qatar Airways.) Camilo Garcia added: “Both MASkargo and Air New Zealand serve a wide number of IAG Cargo touchpoints globally and offer substantial fleet capacity of their own. These two additions to our Partner Plus Programme allow us to expand our network reach in a highly efficient, cost effective way and it is great to have them aboard.” .