Legal Pasteurization Systems
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Practical Case of Organic Dairy Products in Glass Bottles and Jars
ReturnableTHE PRACTICAL packaging CASE OF ORGANIC DAIRY PRODUCTS IN GLASS BOTTLES AND JARS Reuse packaging to drastically reduce Fostered by a new regulatory framework, favorable to circu- waste lar packaging, regained interest for glass packaging is sprea- ding within Western Europe and might soon reach the leading According to a 2020 PMMI study on pac- countries in Asia, pushed by distribution leaders. kaging sustainability, 1 out of 4 CPG ma- nufacturers would currently be considering In France for example, some return and refill programs are cur- a purchase or equipment modification in rently being tested at regional scale to prove the feasibility of order to meet sustainability goals. circular models (Citeo report 2019). Glass containers, and in particular reusable ones, require spe- And 1 out of 3 would think of implementing cial precautions and call for specific options on the filling line. reuse, return and refill solutions, one of the 5 options available to reduce the environ- This can be done with the integrated solutions provided by Serac, mental impact of packaging. thus keeping benefit from the flexibility, performance, and sa- fety our brand is renowned for. For milk and dairy products in particular, re- turnable glass bottles and jars appear to be Let’s have a closer look on how we can help a possible option. As a leading partner of the you seize the returnable glass opportunity. dairy and food industry worldwide, Serac is observing an increasing interest for glass packaging machinery and has already de- livered several lines specially built to deal with the use of glass containers. -

What Is DAIRY? COW’S HEALTHY DIET Dairy Cows Are Fascinating Animals
Dairy What is DAIRY? COW’S HEALTHY DIET Dairy cows are fascinating animals. teeth. Calcium also helps our muscles meal and vitamins/minerals. Dairy cows They turn grass and grains into milk. and nerves work properly, and helps also drink 30-50 gallons of water each Heifers are female dairy cattle that have blood clot. Milk products also provide day. That is about an entire bathtub Vitamins/Minerals not given birth to a calf. Once a heifer us with carbohydrates, protein and full of water. With all that eating and 2 pounds gives birth, it is called a cow. All female Vitamin D. You should have 3 servings drinking, are cows stuffed? The simple dairy cows must have a calf to produce of nonfat or low-fat milk and milk answer is ‘no’. They are eating to meet Ground Corn Soybean Meal milk. The gestation (pregnancy) period products each day. One serving of their energy (calorie) needs—they 8 pounds 5 pounds for cows is nine months. Newborn dairy is equal to 1 cup of milk, yogurt do not overeat. Young animals that calves weigh about 80-100 pounds. or ice cream and 1 ½ -2 ounces of are actively growing have greater Hay Male dairy cattle are called bulls and do cheese. requirements for protein than older 20 pounds not produce milk. animals. Corn Silage A 1,500 pound dairy cow eats 100 65 pounds Milk provides your body with calcium, pounds of feed each day. This includes which is needed for healthy bones and corn silage, hay, ground corn, soybean Total: 100 pound per day DID YOU KNOW? National Milk Day Each year, U.S. -

Pasteurization and Its Discontents: Raw Milk, Risk, and the Reshaping of the Dairy Industry Andrea M
University of Vermont ScholarWorks @ UVM Graduate College Dissertations and Theses Dissertations and Theses 2015 Pasteurization and its discontents: Raw milk, risk, and the reshaping of the dairy industry Andrea M. Suozzo University of Vermont Follow this and additional works at: https://scholarworks.uvm.edu/graddis Part of the Agriculture Commons, Communication Commons, and the Food Science Commons Recommended Citation Suozzo, Andrea M., "Pasteurization and its discontents: Raw milk, risk, and the reshaping of the dairy industry" (2015). Graduate College Dissertations and Theses. 320. https://scholarworks.uvm.edu/graddis/320 This Thesis is brought to you for free and open access by the Dissertations and Theses at ScholarWorks @ UVM. It has been accepted for inclusion in Graduate College Dissertations and Theses by an authorized administrator of ScholarWorks @ UVM. For more information, please contact [email protected]. PASTEURIZATION AND ITS DISCONTENTS: RAW MILK, RISK AND THE RESHAPING OF THE DAIRY INDUSTRY A Thesis Presented By Andrea Suozzo To The Faculty of the Graduate College Of The University of Vermont In Partial Fulfillment of the Requirements for the Degree of Master of Science Specializing in Food Systems January 2015 Defense Date: August 28, 2014 Thesis Examination Committee: Amy Trubek, Ph.D., Advisor Sarah N. Heiss, Ph.D., Advisor David Conner, Ph.D., Chair Cynthia J. Forehand, Ph.D., Dean of the Graduate College ABSTRACT Milk is something many Americans consume every day, whether over cereal, in coffee or in a cup; as yogurt, cream, cheese or butter. The vast majority of that milk is pasteurized, or heated to the point where much of the bacteria in the milk dies. -

Hidden Dairy “Cheat Sheet” Business Card-Sized (Cut out and Fold in the Middle)
From kellymom.com… Hidden Dairy “Cheat Sheet” Business card-sized (cut out and fold in the middle) Personal use only. If you would like to distribute this handout to clients or patients, please visit www.kellymom.com/bookstore/handouts for more information. Dairy Ingredients and Hidden Dairy Ingredients that MAY contain milk protein: Artificial butter flavor, Butter, Butter fat, Buttermilk, Chocolate, Flavorings (natural or artificial), High protein Butter oil, Casein, Caseinates (ammonia, calcium, flour, Hot Dogs, Luncheon Meat, Margarine, Simplesse, magnesium, potassium, sodium), Cheese, Cottage Sausage, Starter Distillate. cheese, Cream, Curds, Custard, Ghee, Goat’s milk, Avoid "deli" meats, because the slicers frequently are used Half & half, Hydrolysates (casein, milk protein, protein, to cut both meat and cheese products. Also, some deli whey, whey protein), Kefir, Koumiss, Lactalbumin, meats contain dairy products. Lactalbumin phosphate, Lactoglobulin, Lactose, Lactulose, Milk (condensed, derivative, powder, dry, Kosher labeling: A product label marked Parve or evaporated, low fat, malted, non fat, protein, skim, solids, Pareve is certified dairy-free. A product with a circled whole), Milkfat, Nougat, Paneer, Pudding, Rennet “U” on the label (with NO other symbols or letters) is casein, Sour cream, Sour cream solids, Sour milk solids, Parve. A "D" or "DE" on a product label next to a circled Whey (in any form including delactosed, demineralized, "K" or circled "U" may indicate the presence of milk protein concentrate, sweet), Yogurt protein. — kellymom.com . -

Pasteurization Effects on Yield and Physicochemical Parameters Of
a ISSN 0101-2061 (Print) ISSN 1678-457X (Online) Food Science and Technology DOI: https://doi.org/10.1590/fst.13119 Pasteurization effects on yield and physicochemical parameters of cheese in cow and goat milk Dahmane TADJINE1, Sofiane BOUDALIA2,3* , Aissam BOUSBIA2,3, Rassim KHELIFA4, Lamia MEBIROUK BOUDECHICHE1, Aicha TADJINE5, Mabrouk CHEMMAM2,3 Abstract Cheese production is one of the most common forms of valorization of dairy production, adding value and preserving milk. Various types of cheese produced from raw and pasteurized milk are known worldwide. In the present work, we are interested in studying the effect of the type of milk (raw and pasteurized) of two species (cow and goat) on the yield and physicochemical characteristics of the fresh cheese. In the northeastern Algeria, on 5 cow farms and 3 goat farms; 5 raw and 5 pasteurized milk cheese manufacturing trials were conducted. The analysis of the results of the 80 samples of milk and cheese of both cow and goat species showed that the latter contained significantly more fat and protein than cow’s milk and that pasteurized milk contained more protein than raw milk. As a result, actual cheese yield of goat cheese was higher than that of cows in pasteurized and raw milk. For higher yield, our result supported the use of pasteurized milk as a raw material in the manufacture of farmhouse cheese. Keywords: cheese yield; manufacturing; pasteurized; raw milk; livestock. Practical Application: For cheese-making under small scale using milk from cow or goat: pasteurization can increase actual cheese yield. 1 Introduction In Algeria, as in all regions of the world, consumption of have been attributed to several indigenous microbiota, such dairy products like cheeses is an old tradition linked to livestock as Lactococcus spp., Lactobacillus spp., Leuconostoc spp., and farming, since dairy products are made using ancient artisanal Enterococcus spp. -

Microbiological Safety of Cheese Made from Heat-Treated Milk, Part I
441 Journal of Food Protection, Vol. 53, No. 5, Pages 441-452 (May 1990) Copyright© International Association of Milk, Food and Environmental Sanitarians Microbiological Safety of Cheese Made from Heat-Treated Milk, Part I. Executive Summary, Introduction and History ERIC A. JOHNSON1, JOHN H. NELSON1*, and MARK JOHNSON2 Food Research Institute and the Walter V. Price Cheese Research Institute, University of Wisconsin, Madison, Wisconsin 53706 Downloaded from http://meridian.allenpress.com/jfp/article-pdf/53/5/441/1660707/0362-028x-53_5_441.pdf by guest on 30 September 2021 (Received for publication August 2, 1989) ABSTRACT four decades, the United States cheese industry produced over 100 billion pounds of natural cheese (not including Research on pasteurization of milk for cheesemaking was cottage and related varieties). The most frequent causative begun in the late 1800's. Early equipment was crude and control factor in U.S. and Canadian cheese-related outbreaks was devices non-existent. Consequently, early pasteurization proc post-pasteurization contamination. Faulty pasteurization esses were not well verified. Commercial application was slow, equipment or procedures were implicated in one outbreak except in New Zealand, where almost the entire cheese industry converted to pasteurization in the 1920's. In the United States, each in the U.S. and Canada. Use of raw milk was a factor debate on the merits of pasteurization continued for years. Demand in one outbreak in each country. Inadequate time-tempera for cheese during World War II and foodborne disease outbreaks ture combinations used for milk heat treatment were not caused by cheese stimulated promulgation of government stan implicated. -
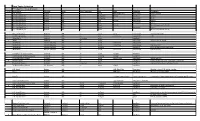
Doug Taylor Collection *** Subject to Errors & Omissions LOT# Dairy Name Location State Pyro/Embossed Size Type Condition Comments a G
Doug Taylor Collection *** Subject to Errors & Omissions LOT# Dairy Name Location State Pyro/Embossed Size Type Condition Comments A G. Smalley Boston MA r quart Smalley/tin top very good handle missing A. G. Smalley & Co Boston MA re half gallon tin top excellent Has tin A. G. Smalley & Co Boston MA re half gallon very good no tin 1 A. G. Smalley & Co Boston MA re pint tin top very good+ Has tin A. G. Smalley & Co Boston MA re pint very good no tin A. G. Smalley & Co Boston MA re quart tin top No tin; has grooves for tin A. G. Smalley & Co Boston MA re quart very good no tin A. G. Smalley & Co Boston MA re quart No tin; has grooves for tin McLean Hospital Belmont MA re quart squat very good+ institutional bottle D. Whiting & Sons Boston MA re pint crown top very good+ 1914 Ware Dairy Belmont MA sp orange quart excellent 2 Ware Belmont MA se quart very good location not on bottle White Bros. Atlantic (Quincy) MA re quart cream top very good+ White Bros. Atlantic (Quincy) MA re quart cream top very good+ one body belt White Bros. Atlantic (Quincy) MA re half pint excellent some scratches; two body belts White Bros. Atlantic (Quincy) MA re quart cream top very good+ one body belt MSC Dept. of Dairy Industry Amherst MA re quart college excellent U Mass; Dept. of Dairy Industry Amherst MA re 1/2 pint college excellent Colombo & Sons Yogurt Andover MA re quart wide mouth very good heavily stained 3 Marland Dairy Andover MA re quart excellent Soldier in the slug plate; neck swirl; slogan roll Shawsheen Dairy Andover MA rp orange pint excellent one body belt; picture of Indian brave Mt Herman Boys School Mt. -

35 Fun Facts About Dairy
35UNDENIABLY FUN FACTS ABOUT DAIRY 1. About 73% of calcium available in the food supply is provided by milk and milk products. 2. Milk is packed with essential nutrients including protein, calcium and vitamin D. 3. Chocolate milk’s combination of fluids, carbs, and protein helps rehydrate and refuel muscles after a workout. 4. It takes... » 12 pounds of whole milk to make 1 gallon of ice cream. » 21.2 pounds of milk to make 1 pound of butter. » 10 pounds of milk to make 1 pound of cheese. 5. Cheddar is the most popular natural cheese in the U.S. 6. Vanilla is America’s favorite flavor of ice cream. 7. To get the same amount of calcium provided by one 8-ounce glass of milk, you would have to eat 4.5 servings of broccoli, 16 servings of spinach or 5.8 servings of whole wheat bread. 8. The first cow arrived in America in Jamestown in 1611. Until the 1850’s nearly every family had its own cow. 9. June is National Dairy Month. 10. All 50 states have dairy farms. 11. 95% of U.S. dairy farms are family-owned and operated. 12. Milk arrives at your local grocery store within 48 hours of leaving the farm. 13. There are 6 breeds of dairy cows: Holstein, Jersey, Guernsey, Brown Swiss, Ayrshire and Milking Shorthorn. 14. A Holstein’s spots are like fingerprintsno two cows have exactly the same pattern of black and white spots. 15. The average cow produces 8 gallons of milk per day, that’s over 100 glasses of milk! 16. -

For Several Commercial Pasteurization and Sterilization Processes: Overview, Uses, and Restrictions
R&D AND PRODUCTION RETORTS SPECIALISTS (33 to 175 L) www.terrafoodtech.com Heat Process Values F (2nd Ed.) for several Commercial Pasteurization and Sterilization Processes: Overview, Uses, and Restrictions Janwillem Rouweler - [email protected]; June 12, 2015 Which heat process value F should a particular food receive to make it safe and shelf stable? 10 * Section 1 lists reported sterilization values F0 = F 121.1 (= F zero) for commercial food preservation processes of all types of food products, for several package sizes and types. * Section2 contains reported pasteurization values F, or P, of a great variety of foods. The required storage conditions of the pasteurized foods, either at ambient temperature, or refrigerated (4-7 °C), are indicated. * Section 3 shows a decision scheme: should a particular food be pasteurized or sterilized? This depends on the intended storage temperature (refrigerated or ambient) after heating, the required shelf life (7 days to 4 years), the food pH (high acid, acid, or low acid), the food - water activity aW, and on the presence of preservatives such as nitrite NO2 (E250) miXed with salt NaCl, or nisin. * In Section 4, two worked eXamples are presented on how to use an F value when calculating the actual sterilization time Pt: - C.R. Stumbo’s (1973) calculation method has been manually applied, verified by computer program STUMBO.eXe, to find the sterilization time and the thiamine retention of bottled liquid milk in a rotating steam retort; - O.T. Pham’s (1987; 1990) formula method, incorporated in EXcel program “Heat Process calculations according to Pham.xls”, has been used to find the sterilization time and the nutrient retention of canned carrot purée in a still steam retort. -

U.S. Dairy Goat Operations Milk Production Goat Milk Is Used for Human Consumption and to Feed Goat Kids and Other Livestock
Veterinary Services Centers for Epidemiology and Animal Health March 2012 _________________________________________________________________________________________________________________________ U.S. Dairy Goat Operations Milk production Goat milk is used for human consumption and to feed goat kids and other livestock. For human Overall, 10.0 percent of U.S. goat operations consumption, goat milk is used primarily in cheese focused primarily on dairy production; however, some production and is also consumed as milk, cultured milk operations that did not focus on dairy production had products, ice cream, and butter. In the United States, also milked does during the previous 12 months goat milk and other dairy goat products are valued by a (July 1, 2008, to June 30, 2009); 13.5 percent of all goat growing number of connoisseur consumers. Because of operations had milked does during the previous 12 its unique nutritional and biochemical properties, goat months. milk is also increasingly used by people with cow milk Regionally,1 nearly one-fifth of operations allergies and gastrointestinal disorders. While the demand for goat milk in the United States (18.5 percent) in the Northeast region kept goats has not risen as fast as the demand for goat meat, there primarily for dairy production, compared with 9.7 percent has been a steady expansion in goat milk production; of operations in the West region and 4.6 percent in the the dairy goat inventory increased by 15 percent from Southeast region (figure 1). For milk-producing 290,789 head in 2002 to 334,754 head in 2007 (NASS, operations with 10 or more goats, average annual milk 2007). -

Federal Regulation of Raw Milk Cheese
FEDERAL REGULATION OF RAW MILK CHEESE Obianuju Nsofor PhD Dairy and Egg Branch Office of Food Safety Food and Drug Administration Background ¡ Safety of raw milk cheeses is a public health concern. ¡ The presence of pathogens in dairy products is an indicator of poor sanitation, temperature abuse, inadequate pasteurization, fermentation failure, or obtaining milk from sick animals. ¡ Raw milk has been shown to be a major source of foodborne pathogens from prevalence studies. Background cont. ¡ Consumption of contaminated raw milk products has led to several foodborne outbreaks including brucellosis, salmonellosis, listeriosis, HUS associated with E. coli 0157:H7, staph. enterotoxin poisoning etc. ¡ Between 1941 to 1944, there were outbreaks of illnesses due to the consumption of cheeses made from raw milk. ¡ By 1946, there were scientific reports indicating the survival of pathogenic bacteria in raw milk cheeses. Background cont. ¡ FDA in 1949 promulgated standards for cheese as a response to numerous foodborne outbreaks due to consumption of improperly heat treated or raw milk cheeses. ¡ In the 1960’s more challenge studies were carried out to investigate the survival of pathogens after the 60-day aging period. Regulation /Policy ¡ In 1987, FDA prohibited interstate sale or distribution of non-pasteurized dairy products to consumers. ¡ Current Federal Regulations (21 CFR 1240.61) require: l “mandatory pasteurization for all milk and milk products in final package form intended for direct human consumption” Regulation /Policy cont. Exception: ¡ Cheeses identified by standards at 21 CFR 133 et seq. may be made from raw milk. They typically have to be aged for a defined time period in order to control microbial pathogens. -

Dairy Fun Facts
UNDENIABLY FUN FACTS ABOUT DAIRY 1. About 73% of calcium available in the food supply is provided by milk 35 and milk products. 2. Milk is packed with essential nutrients including protein, calcium and vitamin D. 3. Chocolate milk’s combination of fluids, carbs, and protein helps rehydrate and refuel muscles after a workout. 4. It takes... » 12 pounds of whole milk to make 1 gallon of ice cream. » 21.2 pounds of milk to make 1 pound of butter. » 10 pounds of milk to make 1 pound of cheese. 5. Cheddar is the most popular natural cheese in the U.S. 6. Vanilla is America’s favorite flavor of ice cream. 7. To get the same amount of calcium provided by one 8-ounce glass of milk, you would have to eat 4.5 servings of broccoli, 16 servings of spinach or 5.8 servings of whole wheat bread. 8. The first cow arrived in America in Jamestown in 1611. Until the 1850’s nearly every family had its own cow. 9. June is National Dairy Month. 10. All 50 states have dairy farms. 11. 97% of U.S. dairy farms are family-owned and operated. 12. Milk arrives at your local grocery store within 48 hours of leaving the farm. 13. There are 6 breeds of dairy cows: Holstein, Jersey, Guernsey, Brown Swiss, Ayrshire and Milking Shorthorn. 14. A Holstein’s spots are like fingerprintsno two cows have exactly the same pattern of black and white spots. 15. The average cow produces 8 gallons of milk per day, that’s over 100 glasses of milk! 16.