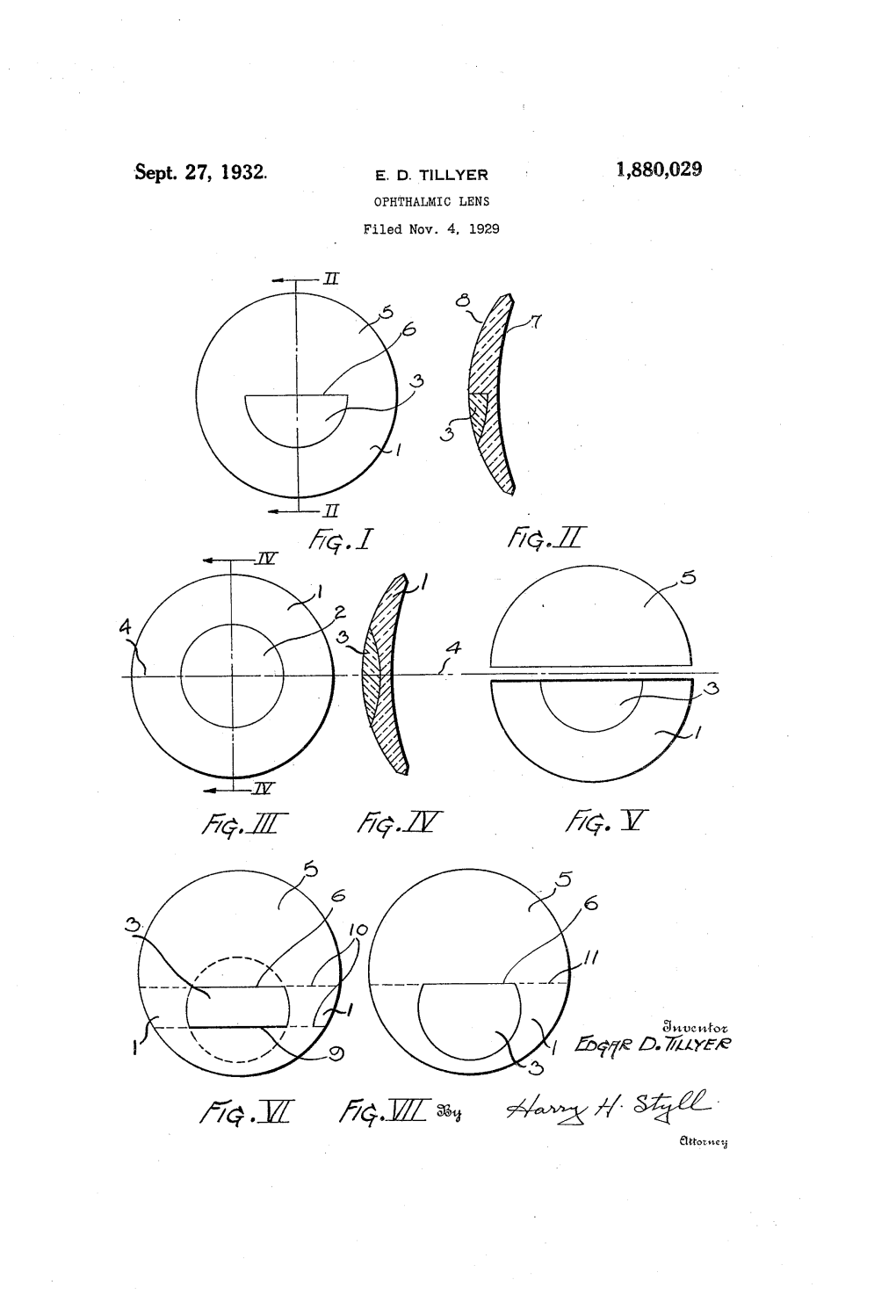
CÍG .E F/'GJE 33% Patented Sept
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Unicode Request for Cyrillic Modifier Letters Superscript Modifiers
Unicode request for Cyrillic modifier letters L2/21-107 Kirk Miller, [email protected] 2021 June 07 This is a request for spacing superscript and subscript Cyrillic characters. It has been favorably reviewed by Sebastian Kempgen (University of Bamberg) and others at the Commission for Computer Supported Processing of Medieval Slavonic Manuscripts and Early Printed Books. Cyrillic-based phonetic transcription uses superscript modifier letters in a manner analogous to the IPA. This convention is widespread, found in both academic publication and standard dictionaries. Transcription of pronunciations into Cyrillic is the norm for monolingual dictionaries, and Cyrillic rather than IPA is often found in linguistic descriptions as well, as seen in the illustrations below for Slavic dialectology, Yugur (Yellow Uyghur) and Evenki. The Great Russian Encyclopedia states that Cyrillic notation is more common in Russian studies than is IPA (‘Transkripcija’, Bol’šaja rossijskaja ènciplopedija, Russian Ministry of Culture, 2005–2019). Unicode currently encodes only three modifier Cyrillic letters: U+A69C ⟨ꚜ⟩ and U+A69D ⟨ꚝ⟩, intended for descriptions of Baltic languages in Latin script but ubiquitous for Slavic languages in Cyrillic script, and U+1D78 ⟨ᵸ⟩, used for nasalized vowels, for example in descriptions of Chechen. The requested spacing modifier letters cannot be substituted by the encoded combining diacritics because (a) some authors contrast them, and (b) they themselves need to be able to take combining diacritics, including diacritics that go under the modifier letter, as in ⟨ᶟ̭̈⟩BA . (See next section and e.g. Figure 18. ) In addition, some linguists make a distinction between spacing superscript letters, used for phonetic detail as in the IPA tradition, and spacing subscript letters, used to denote phonological concepts such as archiphonemes. -

El Hombre De Hierro
El hombre de hierro : los límites sociales y naturales del capital Titulo Bartra, Armando - Autor/a; Autor(es) México Lugar Universidad Autónoma Metropolitana, DCSH/UAM-X, Unidad Xochimilco Editorial/Editor Editorial Itaca Universidad Autónoma de la Ciudad de México 2013 Fecha Colección Política; Capitalismo; Pensamiento crítico; Pensamiento latinoamericano; Temas Libro Tipo de documento "http://biblioteca.clacso.org/Mexico/dcsh-uam-x/20201026113803/El-Hombre-Hierro.pdf" URL Reconocimiento-No Comercial-Sin Derivadas CC BY-NC-ND Licencia http://creativecommons.org/licenses/by-nc-nd/2.0/deed.es Segui buscando en la Red de Bibliotecas Virtuales de CLACSO http://biblioteca.clacso.org Consejo Latinoamericano de Ciencias Sociales (CLACSO) Conselho Latino-americano de Ciências Sociais (CLACSO) Latin American Council of Social Sciences (CLACSO) www.clacso.org =a ]dbWgZ YZ ]^Zggd #,/ )4*(0'/ /,%($)'/ 3 +$01.$)'/ &') %$-(0$) '+ )$ -'./-'%0(2$ &' )$ ".$+ !.(/(/ =a ]dbWgZ YZ ]^Zggd #,/ )4*(0'/ /,%($)'/ 3 +$01.$)'/ &') %$-(0$) '+ )$ -'./-'%0(2$ &' )$ ".$+ !.(/(/ 8JE8F<G 98JLJ8 8gbVcYd 9VgigV 7? ;B@4E7 67 ;<7EEB ?\` YtZVaR` `\PVNYR` f [Nab_NYR` QRY PN]VaNY Hg^bZgV ZY^X^ c& ,**2( KZ\jcYV ZY^X^ c& ,*+-( Mc^kZgh^YVY 8ji cdbV YZ aV ;^jYVY YZ E m^Xd 8kZc^YV <^k^h^ c YZa FdgiZ 3*0 Xdadc^V FVgkVgiZ Hdc^ZciZ& YZaZ\VX^ c 9Zc^id Bj gZo& ;( H( *-*,*& E m^Xd& <(>( <^[jh^ c ;jaijgVa n =miZch^ c Mc^kZgh^iVg^V 8kZc^YV <^k^h^ c YZa FdgiZ 3*0 Xdadc^V FVgkVgiZ Hdc^ZciZ& YZaZ\VX^ c 9Zc^id Bj gZo& ;( H( *-*,*& E m^Xd& <(>( LZa( /+-.32*.& Zmi( +/*,( Mc^kZgh^YVY 8ji cdbV -

Selected Body Temperature in Mexican Lizard Species
vv Life Sciences Group Global Journal of Ecology DOI: http://dx.doi.org/10.17352/gje CC By Héctor Gadsden1*, Sergio Ruiz2 Gamaliel Castañeda3 and Rafael A Research Article 4 Lara-Resendiz Selected body temperature in Mexican 1Senior Researcher, Instituto de Ecología, AC, Lázaro Cárdenas No. 253, Centro, CP 61600, Pátzcuaro, Michoacán, México lizard species 2Student, Posgrado Ciencias Biológicas, Instituto de Ecología, AC, km. 2.5 carretera antigua a Coatepec No. 351, Congregación El Haya, Xalapa, CP 91070, Xalapa, Veracruz, México Abstract 3Researcher-Professor, Facultad en Ciencias Biológicas, Universidad Juárez del Estado de Lizards are vertebrate ectotherms, which like other animals maintain their body temperature (Tb) Durango, Avenida Universidad s/n, Fraccionamiento within a relatively narrow range in order to carry out crucial physiological processes during their life Filadelfi a CP 35070, Gómez Palacio, Durango, México cycle. The preferred body temperature (Ts) that a lizard voluntarily selects in a laboratory thermal gradient 4Postdoc Researcher, Centro de Investigaciones provides a reasonable estimate of what a lizard would attain in the wild with a minimum of associate costs Biológicas del Noroeste, Playa Palo de Santa Rita in absence of constraints for thermoregulation. In this study we evaluated accuracy of modifi ed iButtons Sur, 23096 La Paz, Baja California Sur, México to estimate Tb and Ts of three lizard species (Sceloporus poinsettii and Sceloporus jarrovii in northeastern Durango, and Ctenosaura oaxacana in southern Oaxaca, Mexico). We used linear regression models to Received: 31 March, 2018 obtain equations for predicting T and T of these species from iButtons. Results from regression models Accepted: 21 December, 2018 b s showed that T is a good indicator of T for S. -

Programa Escuchar Encuesta a Nivel Vivienda-Portada Del Cuestionario Para El Segundo Seguimiento
PROGRAMA ESCUCHAR ENCUESTA A NIVEL VIVIENDA-PORTADA DEL CUESTIONARIO PARA EL SEGUNDO SEGUIMIENTO Language 1 English 2 Spanish 3 Mayan 4 Proxy Spanish | IF CV012 > 0 THEN 5 Proxy Mayan | 6 Proxy English | LOOP FROM 2 TO [NUMBER OF HH MEMBERS] DO | < > Different to | ENDDO | | ENDIF | | show_preload | [HH MEMBER NAMES] [HH MEMBER NAMES] | [HH MEMBER STATUS PREV INTERVIEW] | | [Questions LL001_intro to LL002_lon_s are displayed as a table] | | LL001_intro | Por favor introduzca la Latitud y Longitud obtenida en el dispositivo GPS | | LL001_lat_d | Latitud | String | | LL001_lat_m | Latitud | String | | LL001_lat_s | Latitud | String | | LL002_lon_d | Longitud | String | | LL002_lon_m | Longitud | String | | LL002_lon_s | Longitud | String | | | CV301 | Mire la lista de abajo y marque a los participantes que tengan edad o fecha | de nacimiento equivocado. | 1 [NOMBRE DE LAS PERSONAS EN EL HOGAR] | 2 [NOMBRE DE LAS PERSONAS EN EL HOGAR] | 3 [NOMBRE DE LAS PERSONAS EN EL HOGAR] | 4 [NOMBRE DE LAS PERSONAS EN EL HOGAR] | 5 [NOMBRE DE LAS PERSONAS EN EL HOGAR] | 6 [NOMBRE DE LAS PERSONAS EN EL HOGAR] | 7 [NOMBRE DE LAS PERSONAS EN EL HOGAR] | 8 [NOMBRE DE LAS PERSONAS EN EL HOGAR] | 9 [NOMBRE DE LAS PERSONAS EN EL HOGAR] | 10 [NOMBRE DE LAS PERSONAS EN EL HOGAR] | | LOOP FROM 1 TO 20 DO | | IF birthdatecounter IN CV301 THEN | | | | CV304 | | Ba’ax ja’abil síijech [NOMBRE DEL ADULTO MAYOR]? [EJEMPLO ESCRIBA 1924 EN | | EL ESPACIO PARA AÑO] | | Range: 1900..2012 | | | | IF CV304 = NONRESPONSE THEN | | | | | | CV304_age | | | ¿jayp'el ja'ab yaanti [NOMBRE DEL ADULTO MAYOR]? | | | Rango: 0..120 | | | | | | IF CV304_age = NONRESPONSE THEN | | | | | | | | CV304_followup | | | | [NOMBRE DEL ADULTO MAYOR]? síijech antes wáa después ti 1942? | | | | kóox alike' yantech keex 70 [NOMBRE DEL ADULTO MAYOR] | | | | ja'abo'b(años) [IWER: si esta persona no sabe, pregunte a los | | | | miembros de la familia. -

Njoftim Vjetor Per Nxënësit Qe Mesojne Gjuhën Angleze (El)
Zyra e Kurrikulës dhe Programeve shumëgjuhëshe 440 North Broad Street, Zyra 251 Filadelfia, PA 19130 NJOFTIM VJETOR PER NXËNËSIT QE MESOJNE GJUHËN ANGLEZE (EL) I dashur Prind / Kujdestar: Ne po ju shkruajmë për t'ju informuar se fëmija juaj, ______________________________, ID Studenti # ______________, do të vazhdojë të identifikohet si Nxënës Që Mëson Gjuhën Angleze (EL) për vitin shkollor 2020-2021. Për më tepër, sipas të dhënave tona, ju refuzuat (nuk përjashtuat) disa ose të gjitha shërbimet gjuhësore ( për anglishten si një gjuhë të dytë) në ______________________. Si prind i një nxënësi EL që ka refuzuar (përjashtuar) disa ose të gjitha shërbimet e ESL, ju duhet të dini: ● Sipas vendimit tuaj për ta përjashtuar, fëmija juaj nuk do të marrë më shërbime specifike EL. Kjo mund të përfshijë klasat ESL dhe ndihmën mësimore vetëm për ESL. ● Në klasat e edukimit të përgjithshëm, ose në klasa të përfshira në programin ESL dhe jo-ESL, strategjitë mësimore ESL do të përdoren për të mbështetur udhëzimet e përmbajtjes së lëndëve. ● Në Janar ose Shkurt, fëmija juaj do të bëj testin ACCESS, i cili mat përparimin e nxënësve drejt aftësive në gjuhën angleze. Rezultatet e fundit të fëmijës suaj ACCESS janë përfshirë në pjesën e prapme të kësaj letre. ● Në mënyrë që të riklasifikohet (dalja) nga ESL, fëmija juaj duhet të përmbushë udhëzimet e riklasifikimit (daljes) të përcaktuara nga Departamenti i Arsimit i Pensilvanisë (PDE). Ndërsa secili nxënës do të mësojë gjuhën në nivele të ndryshme, për të gjithë nxënësit maksimumi për të dalë nga ESL është brenda gjashtë viteve. Ju mund të shihni kriteret e sakta të riklasifikimit (daljes) në faqen e internetit të PDE në www.education.pa.gov. -

Language Specific Peculiarities Document for Halh Mongolian As Spoken in MONGOLIA
Language Specific Peculiarities Document for Halh Mongolian as Spoken in MONGOLIA Halh Mongolian, also known as Khalkha (or Xalxa) Mongolian, is a Mongolic language spoken in Mongolia. It has approximately 3 million speakers. 1. Special handling of dialects There are several Mongolic languages or dialects which are mutually intelligible. These include Chakhar and Ordos Mongol, both spoken in the Inner Mongolia region of China. Their status as separate languages is a matter of dispute (Rybatzki 2003). Halh Mongolian is the only Mongolian dialect spoken by the ethnic Mongolian majority in Mongolia. Mongolian speakers from outside Mongolia were not included in this data collection; only Halh Mongolian was collected. 2. Deviation from native-speaker principle No deviation, only native speakers of Halh Mongolian in Mongolia were collected. 3. Special handling of spelling None. 4. Description of character set used for orthographic transcription Mongolian has historically been written in a large variety of scripts. A Latin alphabet was introduced in 1941, but is no longer current (Grenoble, 2003). Today, the classic Mongolian script is still used in Inner Mongolia, but the official standard spelling of Halh Mongolian uses Mongolian Cyrillic. This is also the script used for all educational purposes in Mongolia, and therefore the script which was used for this project. It consists of the standard Cyrillic range (Ux0410-Ux044F, Ux0401, and Ux0451) plus two extra characters, Ux04E8/Ux04E9 and Ux04AE/Ux04AF (see also the table in Section 5.1). 5. Description of Romanization scheme The table in Section 5.1 shows Appen's Mongolian Romanization scheme, which is fully reversible. -

Estado Libre Asociado De Puerto Rico TRIBUNAL DE APELACIONES REGIÓN JUDICIAL DE BAYAMÓN PANEL V
Estado Libre Asociado de Puerto Rico TRIBUNAL DE APELACIONES REGIÓN JUDICIAL DE BAYAMÓN PANEL V FIRST BANK PUERTO CERTIORARI RICO procedente del Tribunal de Recurrido Primera KLCE201500911 Instancia, Sala v. cons. con Superior de KLCE201500912 Bayamón G.J.E. CORPORATION; ANGEL M. VÉLEZ Civil número: RODRÍGUEZ; SU ESPOSA D AC2014-3002 MARÍA V. VILLAMIL CASANOVA; Y LA SOCIEDAD Sobre: LEGAL DE GANANCIALES Incumplimiento COMPUESTA POR AMBOS de Contrato y Cobro de Dinero Peticionarios Panel integrado por su presidente, el juez Piñero González, y las juezas Birriel Cardona y Surén Fuentes. Birriel Cardona, Jueza Ponente SENTENCIA En San Juan, Puerto Rico, a 29 de abril de 2016. Comparecen mediante sendos recursos de certiorari la señora María Villamil Casanova (señora Villamil) (KLCE201500911) y el señor Ángel Vélez Rodríguez (señor Vélez) (KLCE201500912). En ambos recursos, consolidados mediante nuestra resolución del 15 de julio de 2015, el señor Vélez y señora Villamil (los esposos Vélez-Villamil o los peticionarios1) solicitan que se expida el auto de certiorari y se deje sin efecto la Resolución emitida por el Tribunal de Primera Instancia, Sala de Bayamón (TPI), el 27 de abril de 2015, notificada el 12 de mayo de 2015. 1 En la actualidad el señor Vélez y la señora Villamil no se encuentran casados por lo que tramitan el caso instado en su contra de forma separada. KLCE201500911 cons. con KLCE201500912 2 Mediante dicho dictamen el TPI declara No Ha Lugar la Urgente Moción Solicitando Desestimación de la Demanda presentada el 26 de enero de 2015 por el señor Vélez, por sí, y en representación de la sociedad legal de bienes gananciales compuesta con la señora Villamil. -

Compounding Forms of Inequality: Cape Verdean Migrants' Struggles
MOUTON EuJAL 2020; 8(2): 307–332 Bernardino Tavares* Compounding forms of inequality: Cape Verdean migrants’ struggles in education and beyond in Luxembourg https://doi.org/10.1515/eujal-2020-0007 Abstract: This paper seeks to show how language, combined with other social variables, exacerbates migrants’ and their descendants’ struggles at school and beyond in Luxembourg. To a certain extent, the official trilingualism of Luxem- bourg – French, German and Luxembourgish – corresponds to an ‘elite multilin- gualism’ (Garrido 2017; Barakos and Selleck 2018) which defines who can access certain resources, e. g. education, work etc., and who can be left playing catch-up. The latter are those migrants who I here conceive as multilinguals on the margins. The elitist system is a form of domination and power over those whose language repertoire is less valued. Migrants’ disadvantage is further impacted by other in- dicators of their identity that can go beyond their educational qualifications and language repertoire per se, such as their country of origin, ethnicity, race, gender, citizenship etc. Language intersects with other forms of disadvantage or privi- leges. From an ethnographic sociolinguistic perspective, drawing on interviews and participant observations, this paper will illustrate this intersection of lan- guage, race and ethnicity, and struggles from the ground-level educational reali- ties and aspirations of Cape Verdean migrants and their descendants in Luxem- bourg. This helps cast light on the social organisation in Luxembourg and under- stand the effects of multilingualism in creating ‘abyssal lines’ (Santos 2007) between the nationals, certain European migrants, Lusophone and African mi- grants in terms of social and economic mobility. -

Cómo Entender Y Vivir Con Glaucoma
C óm o E n t e n d e r y V i v i r C o n G l a u c o m a Carlota del Portillo tiene la esperanza de que las futuras generaciones no tengan que vivir con glaucoma. Gracias a los avances en la investigación del Dr. Calkins, es posible que así sea. Glaucoma Research Foundation Allergan proporciona un subsidio educativo ilimitado para la producción de este folleto. “Mi deseo para el futuro es que nadie tenga que vivir con el miedo de perder la vista”. Carlota del Portillo Carlota del Portillo Carlota del Portillo, decano en el Mission Campus de City College of San Francisco, ha sido activista en la comunidad latina desde 1970, además de trabajar en posiciones de liderazgo con el gobierno de la ciudad de San Francisco. Cómo Entender y Vivir Con Glaucoma Índice Comprender qué es el glaucoma 2 ¿Qué es el glaucoma? 3 Cuál es la función del ojo 5 El ojo con glaucoma 5 ¿Se presentan síntomas? 6 ¿Qué puede hacer para prevenir la pérdida de la vista? 7 Diferentes tipos de glaucoma Detectar el glaucoma 10 ¿Cómo se diagnostica el glaucoma? 10 Qué esperar durante los exámenes del glaucoma Tratamiento del glaucoma 14 ¿Existe una cura? 14 Medicamentos para el glaucoma 17 Cirugía de glaucoma Vivir con glaucoma 20 Colaborar con su médico 21 ¿Qué puede hacer para controlar el glaucoma? 23 Sus sentimientos son importantes 24 No permita que el glaucoma limite su vida 25 Gotas oftálmicas Apéndice 27 Glosario 29 Guía de los medicamentos para el glaucoma 1 Comprender qué es el glaucoma ¿Quién puede tener glaucoma? Cualquier persona. -
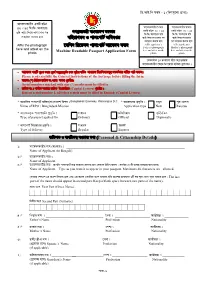
MRP Application Form
¢X.BC.¢f glj - 1 (¢he¡j¨−mÉ fÊ¡fÉ) A¡−hceL¡l£l HL¢V l¢Pe 55 ^ 45 ¢jx¢jx A¡L¡−ll A¡−hceL¡l£l ¢fa¡l A¡−hceL¡l£l j¡a¡l NZfÊS¡a¿»£ h¡wm¡−cn plL¡l HL¢V l¢Pe 30 ^ 25 HL¢V l¢Pe 30 ^ 25 R¢h A¡W¡ ¢c−u m¡N¡−e¡l fl ¢jx¢jx A¡L¡−ll R¢h ¢jx¢jx A¡L¡−ll R¢h paÉ¡ue Ll−a q−h h¢ql¡Nje J f¡p−f¡VÑ A¢dcçl A¡W¡ ¢c−u m¡N¡−e¡l fl A¡W¡ ¢c−u m¡N¡−e¡l paÉ¡ue Ll−a q−h fl paÉ¡ue Ll−a q−h Affix the photograph Affix applicant’s Affix applicant’s −j¢ne ¢l−Xhm f¡p−f¡VÑ A¡−hce glj Father’s photograph Mother’s photograph here and attest on the Machine Readable Passport Application Form here and attest on the here and attest on the photo photo photo −Lhmj¡œ 15 hvp−ll e£−Q AfË¡çhuú A¡−hceL¡l£l −r−œ Ef−l¡š² R¢hàu fË−u¡Se z • A¡−hce fœ¢V f¨lZ Ll¡l f¨−hÑ Ae¤NÊqf§hÑL −no fªù¡u h¢ZÑa p¡d¡le ¢e−cÑne¡pj§q paLÑa¡l p¢qa f¡W Ll²ez Please read carefully the General Instructions at the last page before filling the form. • a¡lL¡ (*) ¢Q¢q²a œ²¢jL ew …−m¡ AhnÉ f¨lZ£uz Serial numbers marked with star (*) marks must be filled in. -

Una Revisión De Los Protocolos I-MASK+, MATH+ Y I-RECOVER
Una Revisión de los Protocolos I-MASK+, MATH+ y I-RECOVER Una Guía para el Manejo de COVID-19 Desarrollado y actualizado por Paul Marik, MD, FCP (SA), FRCP (C), FCCP, FCCM para COVID-19 Critical Care Alliance (FLCCC Alliance). Este es nuestro enfoque recomendado para COVID-19 basado en la mejor (y más reciente) literatura. Este es un tema muy dinámico; por lo tanto, actualizaremos la guía a medida que surja nueva información. Consulte el sitio web de FLCCC Alliance para obtener versiones actualizadas de este protocolo. www.flccc.net Descargo de responsabilidad: La información de este documento se proporciona como una guía para los médicos de todo el mundo sobre la prevención y el tratamiento de COVID-19. Nuestra guía solo debe ser utilizada por profesionales médicos al formular su enfoque al COVID-19. Los pacientes siempre deben consultar con su médico antes de iniciar cualquier tratamiento médico. La FLCCC Alliance ™ está registrada como una organización sin fines de lucro 501 (c) (3). Página 1 de 73 | FLCCC ALLIANCE - Protocolo de Gestión del Covid-19 14-Septiembre-2021 NOTA DE LA TRADUCTORA Esta es la traducción al Español de: “An overview of the MATH+, I-MASK+ and I-RECOVER Protocols. A Guide to the Management of COVID- 19 “ versión del 14-Septiembre-2021 que consigues en el siguiente link https://covid19criticalcare.com/wp-content/uploads/2020/12/FLCCC-Protocols-%E2%80%93-A-Guide- to-the-Management-of-COVID-19.pdf La versión en Inglés se actualiza frecuentemente dada la nueva información que se deriva de las últimas publicaciones de estudios cientificos. -

Cyrillic # Version Number
############################################################### # # TLD: xn--j1aef # Script: Cyrillic # Version Number: 1.0 # Effective Date: July 1st, 2011 # Registry: Verisign, Inc. # Address: 12061 Bluemont Way, Reston VA 20190, USA # Telephone: +1 (703) 925-6999 # Email: [email protected] # URL: http://www.verisigninc.com # ############################################################### ############################################################### # # Codepoints allowed from the Cyrillic script. # ############################################################### U+0430 # CYRILLIC SMALL LETTER A U+0431 # CYRILLIC SMALL LETTER BE U+0432 # CYRILLIC SMALL LETTER VE U+0433 # CYRILLIC SMALL LETTER GE U+0434 # CYRILLIC SMALL LETTER DE U+0435 # CYRILLIC SMALL LETTER IE U+0436 # CYRILLIC SMALL LETTER ZHE U+0437 # CYRILLIC SMALL LETTER ZE U+0438 # CYRILLIC SMALL LETTER II U+0439 # CYRILLIC SMALL LETTER SHORT II U+043A # CYRILLIC SMALL LETTER KA U+043B # CYRILLIC SMALL LETTER EL U+043C # CYRILLIC SMALL LETTER EM U+043D # CYRILLIC SMALL LETTER EN U+043E # CYRILLIC SMALL LETTER O U+043F # CYRILLIC SMALL LETTER PE U+0440 # CYRILLIC SMALL LETTER ER U+0441 # CYRILLIC SMALL LETTER ES U+0442 # CYRILLIC SMALL LETTER TE U+0443 # CYRILLIC SMALL LETTER U U+0444 # CYRILLIC SMALL LETTER EF U+0445 # CYRILLIC SMALL LETTER KHA U+0446 # CYRILLIC SMALL LETTER TSE U+0447 # CYRILLIC SMALL LETTER CHE U+0448 # CYRILLIC SMALL LETTER SHA U+0449 # CYRILLIC SMALL LETTER SHCHA U+044A # CYRILLIC SMALL LETTER HARD SIGN U+044B # CYRILLIC SMALL LETTER YERI U+044C # CYRILLIC