Integrated Optimization of the Location–Inventory Problem of Maintenance Component Distribution for High-Speed Railway Operations
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bilevel Rail Car - Wikipedia
Bilevel rail car - Wikipedia https://en.wikipedia.org/wiki/Bilevel_rail_car Bilevel rail car The bilevel car (American English) or double-decker train (British English and Canadian English) is a type of rail car that has two levels of passenger accommodation, as opposed to one, increasing passenger capacity (in example cases of up to 57% per car).[1] In some countries such vehicles are commonly referred to as dostos, derived from the German Doppelstockwagen. The use of double-decker carriages, where feasible, can resolve capacity problems on a railway, avoiding other options which have an associated infrastructure cost such as longer trains (which require longer station Double-deck rail car operated by Agence métropolitaine de transport platforms), more trains per hour (which the signalling or safety in Montreal, Quebec, Canada. The requirements may not allow) or adding extra tracks besides the existing Lucien-L'Allier station is in the back line. ground. Bilevel trains are claimed to be more energy efficient,[2] and may have a lower operating cost per passenger.[3] A bilevel car may carry about twice as many as a normal car, without requiring double the weight to pull or material to build. However, a bilevel train may take longer to exchange passengers at each station, since more people will enter and exit from each car. The increased dwell time makes them most popular on long-distance routes which make fewer stops (and may be popular with passengers for offering a better view).[1] Bilevel cars may not be usable in countries or older railway systems with Bombardier double-deck rail cars in low loading gauges. -
Accessibility in Rail Facilities
9/7/2017 Accessibility in Rail Facilities Kenneth Shiotani Senior Staff Attorney National Disability Rights Network 820 First Street Suite 740 Washington, DC 20002 (202) 408-9514 x 126 [email protected] September 2017 1 ADA Transportation Provisions Making Transportation Accessible was a major focus of the statutory provisions of the ADA PART B - Actions Applicable to Public Transportation Provided by Public Entities Considered Discriminatory [Subtitle B] SUBPART I - Public Transportation Other Than by Aircraft or Certain Rail Operations [Part I] 42 U.S.C. § 12141 – 12150 Definitions – fixed route and demand responsive, requirements for new, used and remanufactured vehicles, complementary paratransit, requirements in new facilities and alterations of existing facilities and key stations SUBPART II - Public Transportation by Intercity and Commuter Rail [Part II] 42 U.S.C. § 12161- 12165 Detailed requirements for new, used and remanufactured rail cars for commuter and intercity service and requirements for new and altered stations and key stations 2 1 9/7/2017 What Do the DOT ADA Regulations Require? Accessible railcars • Means for wheelchair users to board • Clear path for wheelchair user in railcar • Wheelchair space • Handrails and stanchions that do create barriers for wheelchair users • Public address systems • Between-Car Barriers • Accessible restrooms if restrooms are provided for passengers in commuter cars • Additional mode-specific requirements for thresholds, steps, floor surfaces and lighting 3 What are the different ‘modes’ of passenger rail under the ADA? • Rapid Rail (defined as “Subway-type,” full length, high level boarding) 49 C.F.R. Part 38 Subpart C - NYCTA, Boston T, Chicago “L,” D.C. -

High-Speed Ground Transportation Noise and Vibration Impact Assessment
High-Speed Ground Transportation U.S. Department of Noise and Vibration Impact Assessment Transportation Federal Railroad Administration Office of Railroad Policy and Development Washington, DC 20590 Final Report DOT/FRA/ORD-12/15 September 2012 NOTICE This document is disseminated under the sponsorship of the Department of Transportation in the interest of information exchange. The United States Government assumes no liability for its contents or use thereof. Any opinions, findings and conclusions, or recommendations expressed in this material do not necessarily reflect the views or policies of the United States Government, nor does mention of trade names, commercial products, or organizations imply endorsement by the United States Government. The United States Government assumes no liability for the content or use of the material contained in this document. NOTICE The United States Government does not endorse products or manufacturers. Trade or manufacturers’ names appear herein solely because they are considered essential to the objective of this report. REPORT DOCUMENTATION PAGE Form Approved OMB No. 0704-0188 Public reporting burden for this collection of information is estimated to average 1 hour per response, including the time for reviewing instructions, searching existing data sources, gathering and maintaining the data needed, and completing and reviewing the collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information, including suggestions for reducing this burden, to Washington Headquarters Services, Directorate for Information Operations and Reports, 1215 Jefferson Davis Highway, Suite 1204, Arlington, VA 22202-4302, and to the Office of Management and Budget, Paperwork Reduction Project (0704-0188), Washington, DC 20503. -

North American Commuter Rail
A1E07: Committee on Commuter Rail Transportation Chairman: Walter E. Zullig, Jr. North American Commuter Rail WALTER E. ZULLIG, JR., Metro-North Railroad S. DAVID PHRANER, Edwards & Kelcey, Inc. This paper should be viewed as the opening of a new research agenda for the Committee on Commuter Rail Transportation and its sibling rail transit committees in TRB’s Public Transportation Section in the new millennium. The evolution of the popular rail transit mode might be expressed succinctly, but subtly, in the change of terminology from railroad “commuter” to “rail commuter.” HISTORICAL CONTEXT Commuter railroad operation once was a thriving business in the United States and Canada. Founded and operated by private railroads, the business became uneconomical when faced with rigid regulation, the need to be self-supporting, and the requirement to compete with publicly-funded transportation systems including roads. The all-time low was reached in the mid-1960s, when high-volume operations remained in only six metropolitan areas in the United States (Boston, New York City, Philadelphia, Baltimore- Washington, Chicago, and San Francisco) and one in Canada (Montreal). The start of the rebound of commuter rail can be traced to the establishment of Toronto’s GO Transit in 1967. Since then, new services have been established in Northern Virginia, South Florida, Los Angeles, Dallas, San Diego, Vancouver, New Haven, and San Jose. New services are poised to begin in Seattle and elsewhere. Moreover, new routes or greatly expanded service, or both, are being provided in the traditional commuter rail cities of Boston, New York, Chicago, Philadelphia, San Francisco, and Montreal. -

Battery-Powered Drive Systems: Latest Technologies and Outlook
138 Hitachi Review Vol. 66 (2017), No. 2 Featured Articles II Battery-powered Drive Systems: Latest Technologies and Outlook Yasuhiro Nagaura OVERVIEW: Recently, progress is being made on the practical application Ryoichi Oishi of technologies for installing high-capacity lithium-ion batteries in rolling Motomi Shimada stock and using them for traction power. In particular, use of batteries in rolling stock that runs on non-electrified sections of track can save energy, Takashi Kaneko minimize noise, and reduce maintenance requirements compared with conventional diesel railcars. Hitachi has successfully commercialized a battery-powered train that can run on non-electrified sections of track by using energy stored in batteries that are charged from the alternating current overhead lines, and delivered it as the JR Kyushu Series BEC819. For hybrid rolling stock that supply power using a diesel engine and batteries, Hitachi has also developed a function that enables them to operate as electric railcars by fitting them with low-capacity emergency batteries that can be used when the main batteries are unavailable. The hybrid rolling stock have been delivered as the JR East Series HB-E210 and Series HB-E300 trains (fleet expansion trains). In the future, Hitachi will continue to meet a wide range of customer needs by drawing on the experience it has accumulated in battery-based technologies through its work on trains powered by batteries. East Japan Railway Company (JR East) to work INTRODUCTION on technology for rolling stock that travels on non- LOOKING for ways to reduce the energy consumption electrified lines. It developed a hybrid drive system and environmental impact of rolling stock, Hitachi, that combines an engine-generator and batteries(1), Ltd. -
How One Engineer Operates Several Diesels?
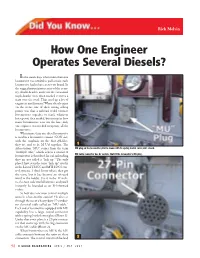
Rich Melvin How One Engineer Operates Several Diesels? In the steam days when more than one locomotive was needed to pull a train, each locomotive had to have a crew on board. In the rugged mountainous areas of the coun- try, doubleheaders and even the occasional triple-header were often needed to move a train over the road. That used up a lot of engineers and firemen! When diesels came on the scene, one of their strong selling points was that a railroad could connect locomotives together to reach whatever horsepower they needed, but no matter how many locomotives were on the line, only one engineer was needed to operate all the locomotives. When more than one diesel locomotive is used in a locomotive consist (CON-sist, with the emphasis on the first syllable), they are said to be M-U’d together. The 1 abbreviation “MU” comes from the term MU plug on the locomotive pilot is shown with its spring-loaded cover plate closed. “multiple unit,” which is how a consist of MU cable connector has 27 sockets that fit the locomotive’s MU plug. locomotives is described. In real railroading they are not called a “lash-up.” The only place I have seen the term “lash-up” used is in the Lionel TMCC and MTH DCS con- trol systems. I don’t know where they got the term, but it has become an oft-used word in the hobby. Use it in the 12-inch- to-the-foot scale world however, and you’ll instantly be branded as an ill-informed rookie. -
Solutions for High-Speed Rail Proven SKF Technologies for Improved Reliability, Efficiency and Safety
Solutions for high-speed rail Proven SKF technologies for improved reliability, efficiency and safety The Power of Knowledge Engineering Knowledge engineering capabilities 2 for high-speed rail. Today, high-speed trains, cruising at 300 km/h have Meet your challenges with SKF changed Europe’s geography, and distances between Rail transport is a high-tech growth industry. SKF has large cities are no longer counted in kilometres but rather a global leadership in high-speed railways through: in TGV, ICE, Eurostar or other train hours. The dark clouds of global warming threatening our planet are seen as rays • strong strategic partnership with global and local of sunshine to this most sustainable transport medium, customers with other continents and countries following the growth • system supplier of wheelset bearings and hous- ings equipped with sensors to detect operational path initiated by Europe and Japan. High-speed rail parameters represents the solution to sustainable mobility needs and • solutions for train control systems and online symbolises the future of passenger business. condition monitoring • drive system bearing solutions km 40 000 • dedicated test centre for endurance and homologa- tion testing 35 000 30 000 • technical innovations and knowledge 25 000 • local resources to offer the world rail industry best 20 000 customer service capabilities 15 000 10 000 5 000 0 1970 1980 1990 2000 2010 2020 Expected evolution of the world high-speed network, source UIC 3 Historical development Speed has always been the essence of railways Speed Speed has been the essence of railways since the first steam (km/h) locomotive made its appearance in 1804. -

TCRP Report 52: Joint Operation of Light Rail Transit Or Diesel Multiple
CHAPTER 8: JAPAN AND PACIFIC RIM EXPERIENCE 8.1 INTRODUCTION to Chapter 8. Several of the most commonly used terms are, however, Chapter 8's organization and bulk reflect incorporated into the master glossary of careful consideration by the author and this report. other investigators on the best way to present this research. Except for high speed Simply put, joint use of track is generally intercity railroad ventures, there is a dearth the operation of one entity's trains over of readily available research material and a another entity's tracks without the passenger general lack of familiarity with Japanese having to change trains. Reciprocal running and Pacific Rim rail transit (in comparison is the operation of passenger trains by two with that of western Europe, for example). or more railways over the tracks of the other The nature and extent of Oriental shared companies. Such operation serves many track practices are particularly obscure. purposes and necessitates certain Accordingly, more detail is provided than preparations. With respect to electric is customary in an issue-based research railways and rapid transit lines, there is assignment. frequently the need to enable passengers to board at different-height station platforms, Shared track cannot be researched or and adapt to the partner's electrification and accomplished in isolation. All Pacific Rim other systems. Throughout Japan and in rail information, therefore, is presented here other Pacific Rim metropolitan areas, these in the context of joint use. The Japanese and other problems of reciprocity have been case studies, lessons learned, conclusions, resolved in different ways, offering lessons and descriptions of unique railway features to any North American urban area are structured around this study's first four considering joint use of track. -

Long Term Passenger Rolling Stock Strategy for the Rail Industry
Long Term Passenger Rolling Stock Strategy for the Rail Industry Sixth Edition, March 2018 This Long Term Passenger Rolling Stock Strategy has been produced by a Steering Group comprising senior representatives of: • Abellio • Angel Trains • Arriva • Eversholt Rail Group • FirstGroup • Go-Ahead Group • Keolis • Macquarie Rail • MTR • Network Rail • Porterbrook Leasing • Rail Delivery Group • SMBC Leasing • Stagecoach Cover Photos: Top: Bombardier built Class 158 DMU from the early 1990s Middle: New Siemens built Class 707 EMU Bottom: Great Western Railway liveried Hitachi Class 802 Bi-mode awaits roll-out Foreword by the Co-Chairs of the Rolling Stock Strategy Steering Group The Rolling Stock Strategy Steering Group is pleased to be publishing the consolidated views of its cross-industry membership in this sixth edition of the Long Term Passenger Rolling Stock Strategy. The group is formed of representatives from rolling stock owners, train operators, Rail Delivery Group and infrastructure owner Network Rail, and endeavours to provide an up-to-date, balanced and well-informed perspective on the long term outlook for passenger rolling stock in the UK. Investment commitments made in recent years are now being delivered in volume and the benefits of modern, technically advanced trains are being enjoyed by passengers on an increasing number of routes. A further 1,565 vehicles were ordered during the last year, bringing the total commitment since 2014 to nearly 7,200 vehicles. New train manufacturers continue to be drawn to the UK and and other new entrants to the vehicle leasing market have brought additional investment and competition to the specialist sector. -

Optimizing Electric Multiple Unit Circulation Plan Within Maintenance Constraints for High-Speed Railway System
Optimizing Electric Multiple Unit Circulation Plan within Maintenance Constraints for High-Speed Railway System Jian Lia, Boliang Linb (a.Xindu Planning and Management Bureau of Chengdu City, Sichuan 610599, China) (b.School of Traffic and Transportation, Beijing Jiaotong University, Beijing 100044, China) Abstract:The Electric Multiple Unit (EMU) circulation plan is the foundation of EMU assignment and maintenance planning,and its primary task is to determine the connections of trains in terms of train timetable and maintenance constraints. We study the problem of optimizing EMU circulation plan, and a 0-1 integer programming model is presented on the basis of train connection network design. The model aims at minimizing the total connection time of trains and maximizing the travel mileage of each EMU circulation, and it meets the maintenance constraints from two aspects of mileage and time cycle. To solve a large-scale problem efficiently, we present a heuristic algorithm based on particle swarm optimization algorithm. At last, we conclude the contributions and directions of future research. Keywords:High-Speed Railway, EMU Circulation Plan, Train Connection Network,0-1 Integer Programming, Particle Swarm Optimization Algorithm 1. Introduction In recent years, the high-speed railway industry has been developed rapidly all over the world, especially in China, which contributes to the amount of trains simultaneously running on the high-speed railway.There were more than 3,100 pairs of trains in total for the national railway transportation during the spring festival of 2016 in China, and the amount of trains running on the high-speed railway was more than 1,900 pairs. -

Or Zero-Emission Multiple-Unit Feasibility Study
Low- or Zero-Emission Multiple-Unit Feasibility Study FEASIBILITY REPORT December 30, 2019 Prepared for: San Bernardino County Transportation Authority 1170 W. 3rd Street, 2nd Floor San Bernardino, CA 92410 Prepared by: Center for Railway Research and Education Eli Broad College of Business Michigan State University www.railway.broad.msu.edu 3535 Forest Road Lansing, MI 48910 USA Birmingham Centre for Railway Research and Education University of Birmingham Edgbaston Birmingham B15 2TT United Kingdom www.railway.bham.ac.uk Authors: Stephen Kent - BCRRE Raphael Isaac - MSU CRRE Nick Little - MSU CRRE Andreas Hoffrichter, PhD - MSU CRRE Executive Summary The San Bernardino County Transportation Authority (SBCTA) is adding the Arrow railway service in the San Bernardino Valley, between San Bernardino and Redlands. SBCTA aims to improve air quality with the introduction of zero-emission rail vehicle technology by procuring a new zero-emission multiple unit (ZEMU) train and converting one of the diesel multiple unit (DMU) trains that will be used to provide Arrow service. Using a Transit and Intercity Rail Capital Program (TIRCP) grant, SBCTA will demonstrate low- or, ideally, zero-emission rail service on the Arrow route. The ZEMU is expected to be in service by 2024 and demonstrate low- or zero-emission railway motive power technology for similar passenger rail service in California as well as a possible technology transfer platform for other railway services. SBCTA commissioned the Center for Railway Research and Education (CRRE) at Michigan State University (MSU) in collaboration with the Birmingham Centre for Railway Research and Education (BCRRE) at the University of Birmingham, United Kingdom, to assist with the comparison of low- and zero-emission technology suitable for railway motive power applications. -

2010 KORAIL Sustainability Report
2010 KORAIL SUSTAINABILITY REPORT TSR TMR TMGR TCR East Sea ABOUT THIS REPORT 2010 KORAIL SUSTAINABILITY REPORT ADDITIONAL INFORMATION CHARActerISTICS OF THE REPORT Please use the following contact This is KORAIL’s third sustainability report covering the company’s economic, information if you need more social, and environmental policies and performances. To ensure its accuracy, it information about this report or have has been reviewed by an impartial third party (page 92~93). Going forward, KORAIL any questions about it. will incorporate readers’ opinions about this report into its future management • Home Page http://www.korail.com activities. You can download both the Korean and English versions from KORAIL’s • E-Mail [email protected] home page, http://www.korail.com. • Telephone 82-42-615-3202 • Fax 82-2-361-8278 • D epartment in Charge of Production Customer Value Management Office, WRITING STANDARDS Management Innovation Department We used the G3 guidelines of the GRI (Global Reporting Initiative) in writing this report, with specific reference to its requirements for the logistics and transportation industries. It satisfies all the requirements of the GRI G3 Level A+ level indicators. SCOPE AND TIME PERIOD OF REPORT KORAIL has published a sustainability report every year since 2008. Most of the data in this one cover the period between January and December of 2010. We have also sometimes used data from 2008 and 2009 for purposes of comparison. If a set of data do not belong to the year 2010, we have made specific note of that fact. Instances in which data could not be collected, as well as projects that began after 2010, have been identified as such.