AP-42, CH 12.10: Gray Iron Foundries
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons Under Similar Hardness
metals Article Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons under Similar Hardness 1,2 2 2 2, , Bingxu Wang , Xue Han , Gary C. Barber and Yuming Pan * y 1 Faculty of Mechanical Engineering and Automation, Zhejiang Sci-Tech University, Hangzhou 310018, China; [email protected] 2 Automotive Tribology Center, Department of Mechanical Engineering, School of Engineering and Computer Science, Oakland University, Rochester, MI 48309, USA; [email protected] (X.H.); [email protected] (G.C.B.) * Correspondence: [email protected] Current address: 201 N. Squirrel Rd Apt 1204, Auburn Hills, MI 48326, USA. y Received: 14 November 2019; Accepted: 4 December 2019; Published: 8 December 2019 Abstract: In this research, an austempering heat treatment was applied on gray cast iron using various austempering temperatures ranging from 232 ◦C to 371 ◦C and holding times ranging from 1 min to 120 min. The microstructure and hardness were examined using optical microscopy and a Rockwell hardness tester. Rotational ball-on-disk sliding wear tests were carried out to investigate the wear behavior of austempered gray cast iron samples and to compare with conventional quenched and tempered gray cast iron samples under equivalent hardness. For the austempered samples, it was found that acicular ferrite and carbon saturated austenite were formed in the matrix. The ferritic platelets became coarse when increasing the austempering temperature or extending the holding time. Hardness decreased due to a decreasing amount of martensite in the matrix. In wear tests, austempered gray cast iron samples showed slightly higher wear resistance than quenched and tempered samples under similar hardness while using the austempering temperatures of 232 ◦C, 260 ◦C, 288 ◦C, and 316 ◦C and distinctly better wear resistance while using the austempering temperatures of 343 ◦C and 371 ◦C. -

Structure/Property Relationships in Irons and Steels Bruce L
Copyright © 1998 ASM International® Metals Handbook Desk Edition, Second Edition All rights reserved. J.R. Davis, Editor, p 153-173 www.asminternational.org Structure/Property Relationships in Irons and Steels Bruce L. Bramfitt, Homer Research Laboratories, Bethlehem Steel Corporation Basis of Material Selection ............................................... 153 Role of Microstructure .................................................. 155 Ferrite ............................................................. 156 Pearlite ............................................................ 158 Ferrite-Pearl ite ....................................................... 160 Bainite ............................................................ 162 Martensite .................................... ...................... 164 Austenite ........................................................... 169 Ferrite-Cementite ..................................................... 170 Ferrite-Martensite .................................................... 171 Ferrite-Austenite ..................................................... 171 Graphite ........................................................... 172 Cementite .......................................................... 172 This Section was adapted from Materials 5election and Design, Volume 20, ASM Handbook, 1997, pages 357-382. Additional information can also be found in the Sections on cast irons and steels which immediately follow in this Handbook and by consulting the index. THE PROPERTIES of irons and steels -

Comparison of Wear Performance of Austempered and Quench-Tempered Gray Cast Irons Enhanced by Laser Hardening Treatment
applied sciences Article Comparison of Wear Performance of Austempered and Quench-Tempered Gray Cast Irons Enhanced by Laser Hardening Treatment Bingxu Wang 1,2,*, Gary C. Barber 2, Rui Wang 2,3 and Yuming Pan 2 1 Faculty of Mechanical Engineering and Automation, Zhejiang Sci-Tech University, #928 No.2 Street, High Education Zone, Hangzhou 310018, China 2 Department of Mechanical Engineering, School of Engineering and Computer Science, Oakland University, Rochester, MI 48309, USA; [email protected] (G.C.B.); [email protected] (R.W.); [email protected] (Y.P.) 3 College of Modern Science and Technology, China Jiliang University, Hangzhou 310018, China * Correspondence: [email protected] Received: 30 March 2020; Accepted: 26 April 2020; Published: 27 April 2020 Abstract: The current research studied the effects of laser surface hardening treatment on the phase transformation and wear properties of gray cast irons heat treated by austempering or quench-tempering, respectively. Three austempering temperatures of 232 ◦C, 288 ◦C, and 343 ◦C with a constant holding duration of 120 min and three tempering temperatures of 316 ◦C, 399 ◦C, and 482 ◦C with a constant holding duration of 60 min were utilized to prepare austempered and quench-tempered gray cast iron specimens with equivalent macro-hardness values. A ball-on-flat reciprocating wear test configuration was used to investigate the wear resistance of austempered and quench-tempered gray cast iron specimens before and after applying laser surface-hardening treatment. The phase transformation, hardness, mass loss, and worn surfaces were evaluated. There were four zones in the matrix of the laser-hardened austempered gray cast iron. -

Cast Irons$ KB Rundman, Michigan Technological University, Houghton, MI, USA F Iacoviello, Università Di Cassino E Del Lazio Meridionale, DICEM, Cassino (FR), Italy
Cast Irons$ KB Rundman, Michigan Technological University, Houghton, MI, USA F Iacoviello, Università di Cassino e del Lazio Meridionale, DICEM, Cassino (FR), Italy r 2016 Elsevier Inc. All rights reserved. 1 Metallurgy of Cast Iron 1 2 Solidification of a Hypoeutectic Gray Iron Alloy With CE¼4.0 3 3 Matrix Microstructures in Graphitic Cast Irons – Cooling Below the Eutectic 3 4 Microstructure and Mechanical Properties of Gray Cast Iron 4 5 Effect of Carbon Equivalent 5 6 Effect of Matrix Microstructure 5 7 Effect of Alloying Elements 5 8 Classes of Gray Cast Irons and Brinell Hardness 5 9 Ductile Cast Iron 5 10 Production of Ductile Iron 6 11 Solidification and Microstructures of Hypereutectic Ductile Cast Irons 6 12 Mechanical Properties of Ductile Cast Iron 7 13 As-cast and Quenched and Tempered Grades of Ductile Iron 8 14 Malleable Cast Iron, Processing, Microstructure, and Mechanical Properties 8 15 Compacted Graphite Iron 9 16 Austempered Ductile Cast Iron 9 17 The Metastable Phase Diagram and Stabilized Austenite 9 18 Control of Mechanical Properties of ADI 10 19 Conclusion 10 References 11 Further Reading 11 Cast irons have played an important role in the development of the human species. They have been produced in various compositions for thousands of years. Most often they have been used in the as-cast form to satisfy structural and shape requirements. The mechanical and physical properties of cast irons have been enhanced through understanding of the funda- mental relationships between microstructure (phases, microconstituents, and the distribution of those constituents) and the process variables of iron composition, heat treatment, and the introduction of significant additives in molten metal processing. -

Enghandbook.Pdf
785.392.3017 FAX 785.392.2845 Box 232, Exit 49 G.L. Huyett Expy Minneapolis, KS 67467 ENGINEERING HANDBOOK TECHNICAL INFORMATION STEELMAKING Basic descriptions of making carbon, alloy, stainless, and tool steel p. 4. METALS & ALLOYS Carbon grades, types, and numbering systems; glossary p. 13. Identification factors and composition standards p. 27. CHEMICAL CONTENT This document and the information contained herein is not Quenching, hardening, and other thermal modifications p. 30. HEAT TREATMENT a design standard, design guide or otherwise, but is here TESTING THE HARDNESS OF METALS Types and comparisons; glossary p. 34. solely for the convenience of our customers. For more Comparisons of ductility, stresses; glossary p.41. design assistance MECHANICAL PROPERTIES OF METAL contact our plant or consult the Machinery G.L. Huyett’s distinct capabilities; glossary p. 53. Handbook, published MANUFACTURING PROCESSES by Industrial Press Inc., New York. COATING, PLATING & THE COLORING OF METALS Finishes p. 81. CONVERSION CHARTS Imperial and metric p. 84. 1 TABLE OF CONTENTS Introduction 3 Steelmaking 4 Metals and Alloys 13 Designations for Chemical Content 27 Designations for Heat Treatment 30 Testing the Hardness of Metals 34 Mechanical Properties of Metal 41 Manufacturing Processes 53 Manufacturing Glossary 57 Conversion Coating, Plating, and the Coloring of Metals 81 Conversion Charts 84 Links and Related Sites 89 Index 90 Box 232 • Exit 49 G.L. Huyett Expressway • Minneapolis, Kansas 67467 785-392-3017 • Fax 785-392-2845 • [email protected] • www.huyett.com INTRODUCTION & ACKNOWLEDGMENTS This document was created based on research and experience of Huyett staff. Invaluable technical information, including statistical data contained in the tables, is from the 26th Edition Machinery Handbook, copyrighted and published in 2000 by Industrial Press, Inc. -

Cast Iron: History and Application
Cast Iron: History and Application Andrew Ruble Department of Materials Science & Engineering University of Washington Seattle, WA 98195 Abstract: This module introduces cast iron along with its varieties and applications. Cast iron, like steel, is composed primarily of iron and carbon. However, cast iron’s composition is near 4% weight carbon, which along with 1-3% weight of silicon, greatly affects the microstructure of the iron and carbon, causing graphite, a crystalline form of carbon, to form instead of cementite (Fe3C). Cast iron is divided into many groups and three are touched upon in this module: gray iron with graphite flakes, ductile iron with spherical graphite, and compacted graphite iron with wormlike graphite. A discussion of properties follows and includes a hands-on activity that demonstrates the vibration damping of cast iron. Module Objectives: The objective of the module is to introduce cast iron, its structures and properties. After a brief history of metallurgy, the module will explain the formation of three types of cast iron, and their benefits. Students will be able to identify types of cast iron by micrograph. Lastly, the module aims to demonstrate the material property of vibration damping through a simple qualitative test. Student Learning Objectives: The student will be able to • Identify cast iron, such as cast iron cookware • Recognize properties which make cast iron useful • Differentiate between cast iron alloys using a microscope • Recognize cast iron through a vibration test MatEd Core Competencies Covered: -

Heat Treatment and Properties of Iron and Steel
National Bureau of Standards Library, N.W. Bldg NBS MONOGRAPH 18 Heat Treatment and Properties of Iron and Steel U.S. DEPARTMENT OF COMMERCE NATIONAL BUREAU OF STANDARDS THE NATIONAL BUREAU OF STANDARDS Functions and Activities The functions of the National Bureau of Standards are set forth in the Act of Congress, March 3, 1901, as amended by Congress in Public Law 619, 1950. These include the development and maintenance of the national standards of measurement and the provision of means and methods for making measurements consistent with these standards; the determination of physical constants and properties of materials; the development of methods and instruments for testing materials, devices, and structures; advisory services to government agencies on scientific and technical problems; inven- tion and development of devices to serve special needs of the Government; and the development of standard practices, codes, and specifications. The work includes basic and applied research, develop- ment, engineering, instrumentation, testing, evaluation, calibration services, and various consultation and information services. Research projects are also performed for other government agencies when the work relates to and supplements the basic program of the Bureau or when the Bureau's unique competence is required. The scope of activities is suggested by the listing of divisions and sections on the inside of the back cover. Publications The results of the Bureau's work take the form of either actual equipment and devices or pub- lished papers. -
Iron Classification Codes and Characteristics
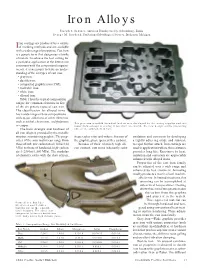
Iron Alloys Joseph S. Santner, American Foundry Society, Schaumburg, Illinois George M. Goodrich, Professional Metallurgical Services, Buchanan, Michigan ron castings are produced by a variety Iof molding methods and are available with a wide range of properties. Cast iron is a generic term that designates a family of metals. To achieve the best casting for a particular application at the lowest cost consistent with the component’s require- ments, it is necessary to have an under- standing of the six types of cast iron: • gray iron; • ductile iron; • compacted graphite iron (CGI); • malleable iron; • white iron; • alloyed iron. Table 1 lists the typical composition ranges for common elements in fi ve of the six generic types of cast iron. The classification for alloyed irons has a wide range of base compositions with major additions of other elements, such as nickel, chromium, molybdenum This gray iron manifold for wheel loaders was developed by the casting supplier and cus- or copper. tomer from concept-to-casting in less than one month. The new design cut the processing The basic strength and hardness of time of the component in half. all iron alloys is provided by the metallic structures containing graphite. The prop- shape (sphericity) and volume fraction of oxidation and corrosion by developing erties of the iron matrix can range from the graphite phase (percent free carbon). a tightly adhering oxide and subscale those of soft, low-carbon steel (18 ksi/124 Because of their relatively high sili- to repel further attack. Iron castings are MPa) to those of hardened, high-carbon con content, cast irons inherently resist used in applications where this resistance steel (230 ksi/1,586 MPa). -
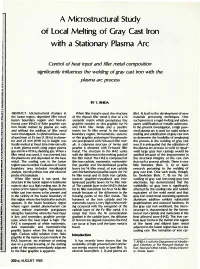
A Microstructural Study of Local Melting of Gray Cast Iron with a Stationary Plasma Arc
A Microstructural Study of Local Melting of Gray Cast Iron with a Stationary Plasma Arc Control of heat input and filler metal composition significantly influences the welding of gray cast iron with the plasma arc process BY T. ISHIDA ABSTRACT. Microstructural changes in When filler metal is used, the structure (Ref. 4) lead to the development of new the fusion region, deposited filler metal, of the deposit filler metal is that of a Ni materials processing techniques. One fusion boundary region and heat-af austenitic matrix which precipitates tiny such process is a rapid melting and subse fected zone (HAZ) of flake graphite cast graphite nodules or slim graphite for Ni quent solidification of metallic substrates. iron locally melted by plasma arc with and Ni-Fe filler metals and a pearlitic In the present investigation, a high pow and without the addition of filler metal matrix for Fe filler metal. In the fusion ered plasma arc is used for rapid surface were investigated. A cylindrical base met boundary region, Ni-martensite, eutectic melting and solidification of gray cast iron al specimen of 35 mm (1.38 in.) in diame or slim graphite and minute Ni-martensite to determine the feasibility of employing ter and 25 mm (0.98 in.) in height was are precipitated with Ni-based filler met this process in the welding of gray cast locally melted at fixed time intervals with als. A columnar structure of ferrite and iron. It is anticipated that the utilization of a static plasma torch using argon plasma pearlite is obtained with Fe-based filler the plasma arc process to weld or repair- gas and Ar-F10%H2 shielding gas. -

Properties of Some Metals and Alloys
Properties of Some Metals and Alloys COPPER AND COPPER ALLOYS • WHITE METALS AND ALLOYS • ALUMINUM AND ALLOYS • MAGNESIUM ALLOYS • TITANIUM ALLOYS • RESISTANCE HEATING ALLOYS • MAGNETIC ALLOYS • CON- TROLLED EXPANSION AND CON- STANT — MODULUS ALLOYS • NICKEL AND ALLOYS • MONEL* NICKEL- COPPER ALLOYS • INCOLOY* NICKEL- IRON-CHROMIUM ALLOYS • INCONEL* NICKEL-CHROMIUM-IRON ALLOYS • NIMONIC* NICKEL-CHROMIUM ALLOYS • HASTELLOY* ALLOYS • CHLORIMET* ALLOYS • ILLIUM* ALLOYS • HIGH TEMPERATURE-HIGH STRENGTH ALLOYS • IRON AND STEEL ALLOYS • CAST IRON ALLOYS • WROUGHT STAINLESS STEEL • CAST CORROSION AND HEAT RESISTANT ALLOYS* REFRACTORY METALS AND ALLOYS • PRECIOUS METALS Copyright 1982, The International Nickel Company, Inc. Properties of Some Metals INTRODUCTION The information assembled in this publication has and Alloys been obtained from various sources. The chemical compositions and the mechanical and physical proper- ties are typical for the metals and alloys listed. The sources that have been most helpful are the metal and alloy producers, ALLOY DIGEST, WOLDMAN’S ENGI- NEERING ALLOYS, International Nickel’s publications and UNIFIED NUMBERING SYSTEM for METALS and ALLOYS. These data are presented to facilitate general compari- son and are not intended for specification or design purposes. Variations from these typical values can be expected and will be dependent upon mill practice and material form and size. Strength is generally higher, and ductility correspondingly lower, in the smaller sizes of rods and bars and in cold-drawn wire; the converse is true for the larger sizes. In the case of carbon, alloy and hardenable stainless steels, mechanical proper- ties and hardnesses vary widely with the particular heat treatment used. REFERENCES Many of the alloys listed in this publication are marketed under well-known trademarks of their pro- ducers, and an effort has been made to associate such trademarks with the applicable materials listed herein. -

Mechanical Properties of Niobium Alloyed Gray Iron
Mechanical Properties of Niobium Alloyed Gray Iron Vehicle Dynamics Aeronautical and Vehicle Engineering Royal Institute of Technology Master Thesis TRITA-AVE 2011:37 ISSN 1651-7660 i Sammanfattning Inverkan av olika halter av niob på de mekaniska egenskaperna vid rumstemperatur (RT) hos gråjärnslegeringar avsett för bromsskivor har undersökts. Niobhalten har gått från 0% i skivmaterial 15 till 0,1% och 0,3% i skivmaterialet benämnt 16 respektive 17. Ett annat skivmaterial användes som referens. Denna skiva benämnd referensskiva innehåller inget niob men 0,32% molybden och har i övrigt samma kemiska sammansättning som de övriga bromsskivor. Fokus i arbetet har varit att undersöka lågcykelutmattningsegenskaperna (LCF) och försök där töjningsamplituden varierats från 0,05% till 0,43% har genomförts på provstavar från de tidigare nämnda skivmaterial. Resultaten visar att vid en belastning på 0,05% klarar alla material 105 cykler vilket har valts som genomlöpare. Vidare framgår att materialet i referensskivan har den kortaste livslängden vid alla andra töjningar. Det är däremot svårt att särskilja de övriga tre skivmaterialen, men genomsnittligt har legeringarna 16 och 17 en något längre livslängd än 15. De genomförda försöken kan inte särskilja livslängden för material 16 och 17 med niobhalt på 0,1% respektive 0,3%. Resultaten indikerar att 0,1% niob kan ersätta 0,3% molybden i denna tillämpning. Försöken visar också att om belastningen huvudsakligen är elastisk ökar livslängden dramatiskt. Vidare är det tydligt att de statiska materialegenskaperna förbättras med ökande niobhalt och brottspänningen (UTS-värdet) ökar med ca 30 MPa om niobhalten ändras från 0,1% till 0,3%. i ii Abstract The influence of adding an amount of 0.1% and 0.3% niobium to the gray iron alloy used for brake discs, these disc materials are called disc 16 respective 17, have been investigated at RT (room temperature). -

Cast Iron: a Solid Choice for Reducing Gear Noise
for Reducing Gear Noise R'obert O'lRourke and IMatt Grander Material selection can play an important role ductile irons. Tensile strengths in steel gears typ- ~n the constant battle '10 reduce gear noise. ically will 'be higher than tho e found in cast Specifying lighter dimensional tolerances or iron. For comparison purposes, carbon steel has redesigning the gear are the most common tensile strengths ranging from ]00,000 P i to approaches design eogincers take to minimize 250,000 psi, depending on the type of heat treat. noise, but either approach can add cost to the fin- Cast iron's matrix structure resembles that of ished part and strain the relationship between the steel-the most commonly used gear material. machine shop and the end user. A third, but oflen Both are ferrous materials that are alloyed with overlooked, altemative is to use a material that carbon, Carbon combines with iron to form. has high noise damping capabLlill:es, One such pearlite, which consists of alternating platesof material is cast iron. hard iron carbide and soft. ferrite. The carbon Cast iron is well known for being highly content controls the pearlite content in steel. machinable, but i't is often neglected as an engi- High carbon steels contain more pearlite than neering material because of the misconception low carbon steels, Thepearlite content in cast that it is weak: and brittle. While it's true thai the iron is controlled by the cooling rate of the cast- gray irons are relatively brittle, ductile iron is not ing and lhe addition of pearlite stabilizing Gray iron contains graphite in the form of flakes, alloys.