Automation of Gear Hobbing Machine
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
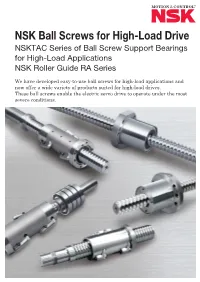
NSK Ball Screws for High-Load Drive NSKTAC Series of Ball Screw Support Bearings for High-Load Applications NSK Roller Guide RA Series
NSK Ball Screws for High-Load Drive NSKTAC Series of Ball Screw Support Bearings for High-Load Applications NSK Roller Guide RA Series We have developed easy-to-use ball screws for high-load applications and now offer a wide variety of products suited for high-load drives. These ball screws enable the electric servo drive to operate under the most severe conditions. NSK Ball Screws for High-Load Drive Lineup of NSK Ball Screws HTF-SRC Type P13 for High-Load Drive Enables a maximum speed of 930 … mm/s with fine screw leads. P16 Best suited design for high-load applications The best arrangement of the ball recirculation circuits and use of the largest possible ball have significantly contributed to the enhancement of high-load HTF-SRD Type P17 bearing characteristics. (Refer to pages 6 and 7 for details.) Enables a maximum speed of 1 600 … mm/s with coarse screw leads. P20 Equipped with Grease Retaining A1 Seals P21 … Optimized design of A1 seal enables P26 Large superior grease retaining performance. HTF-SRD HTF-ASRC Type HTF-ASRD Type HTF-ASRD HTF-SRE HTF-SRE Type P27 … To speed up large machinery. P28 Lead mm HTF-SRC HTF Type P29 HTF Screw diameters of 32 to 200 mm Leads of 10 to 32 mm … HTF-ASRC Provides a wide range of screw P38 diameter and lead combinations. Peripheral products for high-load drive ball screws NSKTAC series of ball screw P39 support bearings … P42 P Small 43 NSK roller guide RA series … Small Shaft dia. mm Large P44 As well as long shafts, a variety of shaft end configurations are available for high torque transmission. -

Trends in Automobile Transmissions Frank Buscemi, Manager—Public Affairs, ZF Group—North American Operations
Trends in Automobile Transmissions Frank Buscemi, Manager—Public Affairs, ZF Group—North American Operations With all the work in transmis- to provide gears and transmissions to his Therefore, each case has to be individu- sion development these days, the Zeppelin airships. ally assessed because general statements demand for automobile transmis- Today, ZF provides more than are not applicable.” sion gears should remain strong 1.2 million transmissions per year to The type of transmission plays a key for several years, but because of the automakers like Aston Martin, Audi, role in defining a vehicle’s character, great variety of projects and varia- BMW, Ford, General Motors, Jaguar, image, segment and brand, making it a tions, transmission manufacturers Land Rover, Porsche, and Volkswagen major factor in competitiveness. Each and their suppliers will have to be as and employs more than 6,300 in its car vehicle features individual strengths, flexible as possible to keep up with driveline technology division. In 2001, depending on application conditions. the changes. ZF introduced the world’s first 6-speed AMTs—Also known as sequential Automobile transmissions have come stepped automatic transmission in the manual gearboxes (SMGs), AMTs have a long way since the days of simply BMW 7-Series. their roots in Formula 1 racing, using choosing between automatic and manual. Dr. Harald Naunheimer, director of computer-controlled actuators that are Today’s drivers have more transmission product develop- options than ever before. Automatics ment, car drive- and manuals are still there, but they are line technology now accompanied by automated manu- at ZF, says that als (AMTs), dual clutch transmissions t r a n s m i s s i o n s (DCTs), continuously variable transmis- are highly indi- sions (CVTs) and hybrid drives. -

Rexnord Gear Manufacturing Services Overview
Rexnord Gear Manufacturing Services Overview Rexnord Gear Manufacturing Services Rexnord Gear Manufacturing Services Overview Rexnord Gear Manufacturing Services is a full service supplier providing high-quality, custom precision spur & helical gearing and specialized gearboxes, serving the mining, energy, transit, construction, and industrial markets. Our custom solutions have helped customers for more than 60 years, demonstrating high performance and reliability on custom enclosed gear drives and loose precision gears with cost-effective solutions. As your single source custom gear and gearbox manufacturer, Rexnord Gear Manufacturing Services can offer you reduced complexity and inventory, improved lead time and efficiency, and state-of-the-art technical support and engineering. We have the necessary equipment that you need, all in one place. In-house heat treating, gear cutting and gear grinding capabilities and expertise ensure the highest level of precision is met for our customers’ most demanding gear applications. In addition, Rexnord has a full complement of precision gearing process capabilities for machining, turning, milling, drilling, broaching, key seating, OD/ID grinding, and balancing. ISO-certified, build-to-print manufacturing provides high-quality gearing and specialized gearboxes. Key features & benefits Gear Milling, Hobbing & Turning Gear Grinding • Spur & helical gears to 80” length and 60” • Spur & helical gears to 64” face width and 138” outer diameter outer diameter Heat Treating Housing Machining • In-house heat -

Hard Finishing with 100% Quality Inspection
2020/2021 solutionsgear manufacturing technology magazine Game Changer: Technology in Action Forest City Gear Shapes Faster Power Skiving of Larger Gears Hard Finishing Iwasa Tech Excels at Inspection With 100% Quality KISSsoft Inspection Optimizing Manufacturability GAMA 3.2 Inspection Gets Smarter 1 Welcome to Gleason Dear Valued Customers: These past months have been the most challenging and turbulent in a generation. The global economic environment has never been more unpredictable. In times such as these, with the unprecedented convergence of powerful social, political, health John J. Perrotti and economic forces, companies must rethink their President and strategies, and put tradition to the test. Chief Executive Officer Gleason is no different. While we have been proactive, industries; always evolving with more efficient and more for example, in the pursuit of the new technologies resource-saving technologies supported by cloud-based needed for eDrives, no one could have predicted the or local analysis and optimization. With Gleason’s arrival of COVID-19 nor its impact on the way we Closed Loop and in-process inspection coupled to interact with customers, suppliers and employees. It manufacturing, for example, we offer customers a real is a testament to the dedication of our global team, ‘game changer’ in terms of productivity and quality and their willingness to adapt to change, that we have control – with optimization feedback in real time, swiftly adapted to many new ways of doing business, accompanied by solutions for smart tooling setup and while at the same time working to make our customers’ optimized machine performance. lives as easy and convenient as possible. -
![Bevel Gear Manufacturing Troubleshooting L., ~~~]Li: I ~ Iiil~~ J N IN'](https://docslib.b-cdn.net/cover/0307/bevel-gear-manufacturing-troubleshooting-l-li-i-iiil-j-n-in-600307.webp)
Bevel Gear Manufacturing Troubleshooting L., ~~~]Li: I ~ Iiil~~ J N IN'
Bevel Gear Manufacturing Troubleshooting _l., ~~~]lI: I_~ IIiL~~_J N_ IN', BASIC GEARING DEFINITIONS· • GEAR - The member with the larger number of teeth. • PINION - The member with the smaller number of teeth. • PITCH LINE RUNOUT Is the tataI variation between high and low Indicator readings of the amount of pitch line error as observed from a fixed reference point perpendicular to the axis of gear rotation. Runout readi include eccentricity and out-of..roundness of the pitch line. • PITCH VARIATION Is the difference between the pitch and the measured distance between the corresponding points on any two adjacent 1aeIh. • TOOTH CONTACT is the area on a tooth surface from which marking compound is removed when the gears are run together In a test machine. • LAME CONTACT Is a condition existing when the tooth contact pattern on one side of a tooth is nearer the top (or flank) than is the tooth contact pattern on the opposite side of the same tooth. ·(GLEASON WORKS, Testing and lnapectlng Bevel and Hypoid GeIlB, 1979) Abstract: facturing problems. The quality of gearing is a function of many The manufacturing of a desired quality level factors ranging from. design, manufacturing pro- bevel gear set is a function of many factors, in- cesse ,machine capability., gear steellitlaterial,lhecludmg, but cenainly not limited to, design, machine operator, and the quality controI.methods manufacturing processes, machine capability. gear employed, This article discusses many ofthe bevel materials. the machine operator, and the quality gear manufacturing problems encountered by gear control methods employed, In this article we will manufacturers and some of the troubleshooting make some basic assumptions about the bevel gear techniques used. -

Manufacturing Processes
Module 7 Screw threads and Gear Manufacturing Methods Version 2 ME, IIT Kharagpur Lesson 31 Production of screw threads by Machining, Rolling and Grinding Version 2 ME, IIT Kharagpur Instructional objectives At the end of this lesson, the students will be able to; (i) Identify the general applications of various objects having screw threads (ii) Classify the different types of screw threads (iii) State the possible methods of producing screw threads and their characteristics. (iv) Visualise and describe various methods of producing screw threads by; (a) Machining (b) Rolling (c) Grinding (i) General Applications Of Screw Threads The general applications of various objects having screw threads are : • fastening : screws, nut-bolts and studs having screw threads are used for temporarily fixing one part on to another part • joining : e.g., co-axial joining of rods, tubes etc. by external and internal screw threads at their ends or separate adapters • clamping : strongly holding an object by a threaded rod, e.g., in c-clamps, vices, tailstock on lathe bed etc. • controlled linear movement : e.g., travel of slides (tailstock barrel, compound slide, cross slide etc.) and work tables in milling machine, shaping machine, cnc machine tools and so on. • transmission of motion and power : e.g., lead screws of machine tools • converting rotary motion to translation : rotation of the screw causing linear travel of the nut, which have wide use in machine tool kinematic systems • position control in instruments : e.g., screws enabling precision movement of the work table in microscopes etc. • precision measurement of length : e.g., the threaded spindle of micrometers and so on. -
Exhibits Profile Please Search Your Product Name by "Ctrl+F" Function.Or Click for Keywords Searching
Exhibits Profile Please search your product name by "Ctrl+F" function.Or click https://code.taitra.online/ for keywords searching. 產品代碼 英文名稱 52 Mineral & Metallurgy 5210 Energy Minerals 521010 Coal 521020 Petroleum 521030 Charcoal 521040 Natural Gas 521050 Industrial Gas 5220 Metallic Ores 522010 Iron Ore 522020 Copper Ore 522030 Aluminum Ore 522040 Manganese Ore 522050 Titanium Ore 522060 Zirconium Ore 522070 Gold Ore 522099 Other Metallic Ore 5230 Non-Metallic Minerals 523005 Graphite 523010 Sulfur 523015 Sea Salt 523020 Fluorite 523025 Limestone 523030 Dolomite 523035 Quartz 523040 Feldspar 523045 Mica 523050 Talc 523055 Kaolin 523060 Bentonite 523065 Gypsum 523070 Clay 802570 Other Water Sports 523099 Other Non-Metallic Mineral 5240 Iron & Steel 524005 Billet & Slab 524010 Steel Bar & Rebar 524015 Wire Rod, Iron & Steel Wire 524020 Steel Sheet & Profile 524025 Steel Pipe & Tube 524030 Wire Rope 524035 Steel Coil & Strip 524040 Steel Rail 524045 Iron Pipe 524050 Ferro Alloy 524055 Wire Mesh 524060 Scrap Metal 5250 Non-ferrous Metals 525005 Ingot 525010 Aluminum Sheet 525015 Aluminum Bar & Tube 525020 Aluminum Extrusion 產品代碼 英文名稱 525025 Copper Sheet 525030 Copper Bar & Tube 525035 Titanium Sheet 525040 Titanium Bar & Tube 525045 Non-ferrous Wire 525050 Electromagnet / Solenoid 525055 Permanent Magnet 525060 Rare Earth 525099 Other Non-ferrous Metals 53 Chemicals 5305 Organic Chemicals 530510 Amine 530520 Aldehyde, Ketone & Chinone 530530 Organic Acid 530540 Alcohol, Hydroxybenzene & Ether 530550 Benzene & Derivatives 530560 Hydrocarbon -

Rolled Rotary Ball Screw
511E Rolled Rotary Ball Screw Model BLR End cap Screw shaft Spacer Ball Seal Collar End cap Outer ring Ball screw nut Retainer Outer ring Ball Fig.1 Structure of Large Lead Rotary Nut Ball Screw Model BLR Point of Selection A15-8 Options A 15-336 Model No. A 15-353 Precautions on Use A 15-358 Accessories for Lubrication A 24-1 Mounting Procedure and Maintenance B 15-104 Accuracy Standards A 15-290 Example of Assembly A 15-291 Axial Clearance A 15-19 Maximum Length of the Screw Shaft A 15-24 DN Value A 15-33 A15-288 511E Rolled Rotary Ball Screw Structure and Features The Rotary Ball Screw is a rotary-nut ball screw unit that has an integrated structure consisting of a ball screw nut and a support bearing. The support bearing is an angular bearing that has a contact angle of 60, contains an increased number of balls and achieves a large axial rigidity. Model BLR is divided into two types: the Precision Ball Screw and the Rolled Screw Ball. [ Smooth Motion] It achieves smoother motion than rack-and-pinion based straight motion. [ Low Noise even in High-speed Rotation] Model BLR produces very low noise when the balls are picked up along the end cap. In addition, the balls circulate by passing through the ball screw nut, allowing this model to be used at high speed. [ High Rigidity] The support bearing of this model is larger than that of the screw shaft rotational type. Thus, its axial rigidity is signifi cantly increased. -

Worm Gear Screw Jacks Reliable and Versatile High Performance Screw Jacks
Worm Gear Screw Jacks Reliable and versatile high performance screw jacks www.thomsonlinear.com Thomson – the Choice for Optimized Motion Solutions Often the ideal design solution is not about finding the fastest, sturdiest, most accurate or even the least expensive option. Rather, the ideal solution is the optimal balance of performance, life and cost. The Best Positioned Supplier of Mechanical Motion Technology Thomson has several advantages that make us the supplier of choice for motion control technology. • Thomson owns the broadest standard product offering of mechanical motion technologies in the industry. • Modified versions of standard product or white sheet design solutions are routine for us. • Choose Thomson and gain access to over 70 years of global application experience in industries including packaging, factory automation, material handling, medical, clean energy, printing, automotive, machine tool, aerospace and defense. A Name You Can Trust A wealth of product and application information as well as 3D models, software tools, our distributor locator and global contact information is available at www.thomsonlinear.com. For assistance in Europe, contact us at +44 1271 334 500 or e-mail us at [email protected]. Talk to us early in the design process to see how Thomson can help identify the optimal balance of performance, life and cost for your next application. And, call us or any of our 2000+ distribution partners around the world for fast delivery of replacement parts. Local Support Around the Globe Application -

Gear Technology and Automation Systems 2020 / 2021
Gear Technology and Automation Systems 2020 / 2021 DE | EN | FR | ZH Compact and powerful all-rounders The new series of generating and profile grinding machines |P. 6 System solutions from a single source – worldwide One year Liebherr measuring technology | P. 33 A flexible automation system for battery pack assembly Solutions for the production of alternative drives | P. 34 The Managing Directors of Liebherr-Verzahntechnik GmbH (from left to right): Michael Schuster, Michael Messer, Dr. Hans Gronbach and Peter Wiedemann Dear readers, The current Liebherr magazine was created during an exceptional global situation: Our world is facing an unprecedented challenge due to the new Coronavirus. During this time, we have succeeded in protecting the health and safety of our employees as well as possible while continuing to support our customers and partners. But what will the future look like? It is uncertain whether, and by when, the level of economic performance from the pre-Corona era can be reached again. However, one thing is more true than ever: The manufacturing industry worldwide will be determined by in- creasing demands for flexibility and productivity in networked production. This is the basis for our various offers for the world of gear technology and industrial automation systems: Based on our modular product portfolio, we develop optimized processes and economical solutions, always oriented toward the customer and his indi- vidual requirements. Accordingly, the topics of flexibility, productivity and customer orientation are a common thread running through this magazine. Find out more about Liebherr as a comprehensive solution provider in the two major areas of industrial automation systems and gear cut- ting technology. -

Power Jacks Capability & Product Overview
Capability OUR EXPERTISE HAS BEEN BUILT ON A HISTORY OF MORE THAN 100 YEARS OF ENGINEERING, CRAFTSMANSHIP, VISIONARY DESIGN, QUALITY MANUFACTURE AND CUSTOMER CARE. Power Jacks is a manufacturing/engineering company specialising in the design and manufacture of lifting & positioning solutions for applications in Industrial Automation, Energy, Defence, Transport and the Civil Engineering sectors. Headquartered near Aberdeen in the UK, the company is the UK’s largest screw jack manufacturing facility, that uses the latest engineering technologies to deliver quality products (BS EN ISO 9001:2008) that offer reliability, performance and economy. Power Jacks deliver this high quality service in a safe (OHSAS 18001:2007) and environmentally friendly (ISO 14001:2004) working environment thanks to the highly trained, flexible and motivated teams that work throughout the business driving the company to higher levels of performance. Applications 747 Test Facility - Metal Section Maintenance Lid Lift Straighteners Platform Global Reach POWER JACKS HAS LOCAL REPRESENTATION IN 27 COUNTRIES AND SUPPLIES ITS PRODUCTS TO MORE THAN 80 COUNTRIES WORLDWIDE. A global reach with a local service as we work closely with our customers to ensure the best solution for all their lifting and positioning applications. Headquarters & Factory Local Power Jacks Sales Offices Local Representative www.powerjacks.com Screw Jacks As a leader in the manufacture of mechanical screw jacks, and with over two million products in the field, we guarantee quality, reliability, performance and value. Our screw jacks come in a variety of series designed to meet the challenges of any application. They range from the classic single face screw jack, one of the most widely used and popular screw jacks worldwide and proven in the most demanding linear motion applications, to our high performance screw jack that meet the ever-growing industrial demands placed upon our products. -

Thomson BSA Lead and Ball Screws
Thomson BSA Lead and Ball Screws www.thomsonbsa.com Linear Motion. Optimized. Thomson - Linear Motion. Optimized. Often the ideal design solution is not about finding the fastest, sturdiest, most accurate or even the least expensive option. Rather, the ideal solution is the optimal balance of performance, life and cost. Thomson is best positioned to help you most quickly configure the optimal linear motion solution for your application. • Thomson invented anti-friction linear bearing technology. We own the broadest standard product offering of mechanical motion technologies in the industry. • Modified versions of standard product are routine. White sheet design solutions available across our entire portfolio. • Choose Thomson and gain access to over 70 years of global application experience in diverse industries including packaging, factory automation, material handling, medical, clean energy, printing, automotive, machine tool, aerospace and defense. • As part of Danaher Motion, we are financially strong and unique in our ability to bring together control, drive, motor, power transmission and precision linear motion technologies. Thomson is the name you can trust for quality, innovation, on-time delivery, controlled costs, and reduced risk. In addition to the information contained in this document, a wealth of product and application information is available online at www.thomsonlinear.com. Also online are downloadable 3D models, software tools, our distributor locator and global contact information for Thomson. For immediate assistance in North America contact us at 1-540-633-3549 or email us at [email protected]. Talk to us early in the design process to see how Thomson can help identify the optimal balance of performance, life and cost for your next application.