Biobased Polyurethane from Palm Kernel Oil-Based Polyol
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Essential Wholesale & Labs Carrier Oils Chart
Essential Wholesale & Labs Carrier Oils Chart This chart is based off of the virgin, unrefined versions of each carrier where applicable, depending on our website catalog. The information provided may vary depending on the carrier's source and processing and is meant for educational purposes only. Viscosity Absorbtion Comparible Subsitutions Carrier Oil/Butter Color (at room Odor Details/Attributes Rate (Based on Viscosity & Absorbotion Rate) temperature) Description: Stable vegetable butter with a neutral odor. High content of monounsaturated oleic acid and relatively high content of natural antioxidants. Offers good oxidative stability, excellent Almond Butter White to pale yellow Soft Solid Fat Neutral Odor Average cold weather stability, contains occlusive properties, and can act as a moistening agent. Aloe Butter, Illipe Butter Fatty Acid Compositon: Palmitic, Stearic, Oleic, and Linoleic Description: Made from Aloe Vera and Coconut Oil. Can be used as an emollient and contains antioxidant properties. It's high fluidiy gives it good spreadability, and it can quickly hydrate while Aloe Butter White Soft Semi-Solid Fat Neutral Odor Average being both cooling and soothing. Fatty Acid Almond Butter, Illipe Butter Compostion: Linoleic, Oleic, Palmitic, Stearic Description: Made from by combinging Aloe Vera Powder with quality soybean oil to create a Apricot Kernel Oil, Broccoli Seed Oil, Camellia Seed Oil, Evening Aloe Vera Oil Clear, off-white to yellow Free Flowing Liquid Oil Mild musky odor Fast soothing and nourishing carrier oil. Fatty Acid Primrose Oil, Grapeseed Oil, Meadowfoam Seed Oil, Safflower Compostion: Linoleic, Oleic, Palmitic, Stearic Oil, Strawberry Seed Oil Description: This oil is similar in weight to human sebum, making it extremely nouirshing to the skin. -

Castor Oil Plant (Ricinus Communis)
Invasive plant Castor oil plant Ricinus communis Castor oil plant Ricinus communis Castor oil plant spreads over sandy soil areas, creek banks Also, small amounts of the plant will induce an immunity and gullies. This can lead to a significant loss of prime to poisoning. grazing land. The seeds of castor oil contain ricin, a poison that is Legal requirements extremely toxic to livestock and humans. Leaves have a Castor oil is not a prohibited or restricted invasive lesser amount of toxin. Symptoms of poisoning in animals plant under the Biosecurity Act 2014. However, by law, usually do not appear for a few hours or several days. everyone has a general biosecurity obligation (GBO) to take reasonable and practical steps to minimise the Seeds cause gastrointestinal disorders and leaves tend risks associated with invasive plants under their control. to cause neuromuscular disorders. Poisoning in livestock is rarely reported though, as castor oil plant is seldom grazed by stock when other pasture plants are available. Local governments must have a biosecurity plan that covers lobes; and has small, smooth fruits found in clusters in the invasive plants in their area. This plan may include actions upper parts of the plant. to be taken on certain species. Some of these actions may be required under local laws. Contact your local government Habitat and distribution for more information. Castor oil plant is native to Africa and Asia, and is now Description naturalised throughout Australia. It is often abundant along watercourses and floodplains, disturbed or waste land, and Castor oil plant is a tall, branching perennial shrub that roadsides. -
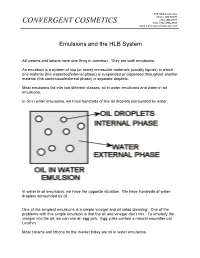
Emulsions and the HLB System
2393 Blaine Avenue Orono, MN 55391 (952) 906-0771 CONVERGENT COSMETICS FAX: (952) 906-9781 www.ConvergentCosmetics.com Emulsions and the HLB System All creams and lotions have one thing in common. They are both emulsions. An emulsion is a system of two (or more) immiscible materials (usually liquids) in which one material (the dispersed/internal phase) is suspended or dispersed throughout another material (the continuous/external phase) in separate droplets. Most emulsions fall into two different classes, oil in water emulsions and water in oil emulsions. In oil in water emulsions, we have hundreds of tiny oil droplets surrounded by water. In water in oil emulsions, we have the opposite situation. We have hundreds of water droplets surrounded by oil. One of the simplest emulsions is a simple vinegar and oil salad dressing. One of the problems with this simple emulsion is that the oil and vinegar don’t mix. To emulsify the vinegar into the oil, we can use an egg yolk. Egg yolks contain a natural emulsifier call Lecithin. Most creams and lotions on the market today are oil in water emulsions. 2393 Blaine Avenue Orono, MN 55391 (952) 906-0771 CONVERGENT COSMETICS FAX: (952) 906-9781 www.ConvergentCosmetics.com In 1949, William C. (Bill) Griffin developed the Hydrophile-Lipophile Balance System or HLB System when he was a chemist at the Atlas Powder Company, which eventually became ICI Surfactants and is part of Uniqema today. All emulsifier have two parts; like a bar magnet. A bar magnet has a north pole and a south pole. Nonionic emulsifiers also have two poles or parts. -

Castor Oil Induces Laxation and Uterus Contraction Via Ricinoleic Acid Activating Prostaglandin EP3 Receptors Sorin Tunarua, Till F
Castor oil induces laxation and uterus contraction via ricinoleic acid activating prostaglandin EP3 receptors Sorin Tunarua, Till F. Althoffa, Rolf M. Nüsingb, Martin Dienerc, and Stefan Offermannsa,d,1 aDepartment of Pharmacology, Max-Planck-Institute for Heart and Lung Research, 61231 Bad Nauheim, Germany; dMedical Faculty, bInstitute for Clinical Pharmacology, J. W. Goethe University Frankfurt, 60590 Frankfurt, Germany; and cInstitute for Veterinary Physiology, Justus Liebig University, 35392 Giessen, Germany Edited by John H. Exton, Vanderbilt University School of Medicine, Nashville, TN, and approved April 25, 2012 (received for review January 30, 2012) Castor oil is one of the oldest drugs. When given orally, it has by the enteric nervous system or are direct effects on intestinal a laxative effect and induces labor in pregnant females. The smooth muscle remained unclear. effects of castor oil are mediated by ricinoleic acid, a hydroxylated The present study was undertaken to elucidate the molecular fatty acid released from castor oil by intestinal lipases. Despite the mechanism underlying the biological effect of castor oil-derived wide-spread use of castor oil in conventional and folk medicine, ricinoleic acid. Based on cellular signaling studies and an siRNA the molecular mechanism by which ricinoleic acid acts remains screening approach, we identified prostaglandin E2 receptors as unknown. Here we show that the EP3 prostanoid receptor is spe- targets of ricinoleic acid and show that the EP3 receptor medi- cifically activated by ricinoleic acid and that it mediates the phar- ates the effects of castor oil on the motility of the uterus and macological effects of castor oil. In mice lacking EP3 receptors, the the intestine. -

Formation and Stability of Oil-In-Water Nanoemulsions Containing Rice Bran
Bernardi et al. Journal of Nanobiotechnology 2011, 9:44 http://www.jnanobiotechnology.com/content/9/1/44 RESEARCH Open Access Formation and stability of oil-in-water nanoemulsions containing rice bran oil: in vitro and in vivo assessments Daniela S Bernardi1*, Tatiana A Pereira1, Naira R Maciel1, Josiane Bortoloto1,2, Gisely S Viera1, Gustavo C Oliveira1 and Pedro A Rocha-Filho1 Abstract Background: Nanoemulsions have practical application in a multitude of commercial areas, such as the chemical, pharmaceutical and cosmetic industries. Cosmetic industries use rice bran oil in sunscreen formulations, anti ageing products and in treatments for skin diseases. The aim of this study was to create rice bran oil nanoemulsions using low energy emulsification methods and to evaluate their physical stability, irritation potential and moisturising activity on volunteers with normal and diseased skin types. Results: The nanoemulsion developed by this phase diagram method was composed of 10% rice bran oil, 10% surfactants sorbitan oleate/PEG-30 castor oil, 0.05% antioxidant and 0.50% preservatives formulated in distilled water. The nanoemulsion was stable over the time course of this study. In vitro assays showed that this formulation has a low irritation potential, and when applied to human skin during in vivo studies, the nanoemulsion improved the skin’s moisture and maintained normal skin pH values. Conclusion: The results of irritation potential studies and in vivo assessments indicate that this nanoemulsion has potential to be a useful tool to treat skin diseases, such as atopic dermatitis and psoriasis. dr3n Dc∞γ M Background ω = = k (1) Nanoemulsions are obtained when the size of an emulsion dt ρ2RT globule reaches approximately 20-500 nm. -

Seed Characteristics and Fatty Acid Composition Of
Seed characteristics and fatty acid composition of castor (Ricinus communis L.) varieties in Northeast China Características y composición de ácidos grasos de la semilla en variedades de Ricinus communis L. en el Noreste de China Huang FL1,2, GL Zhu2,3, YS Chen1,2, FJ Meng4, M Peng1,4, XF Chen1,2, ZB He3, ZY Zhang3, YJ Chen1,2 Abstract. Oil content and fatty acid composition were Resumen. Se investigaron el contenido de aceite y la composición investigated on 12 castor varieties and strains by using the soxhlet de ácidos grasos en 12 variedades y cepas de Ricinus communis L. usan- extraction method and capillary gas chromatography. This was made do un método de extracción y cromatografía gaseosa capilar. Esto se to provide a reference and theoretical basis for castorbean breeding realizó con el fin de proveer una base teórica y de referencia para el with high oil content, determine variability of seed compounds for cruzamiento de Ricinus communis L. con un alto contenido de aceites, breeding purposes, and broaden chemical material choices. Results determinar la variabilidad de compuestos de semillas con propósitos revealed that crude fat percentage in seeds ranged from 18.91 to de cruzamiento, y ampliar la elección de materiales químicos. El por- 35.84% with an average of 25.91%; the absolute content of ricinoleic centaje de grasa cruda en las semillas varió de 18,91 a 35,84% con un acid varied between 171.65 g/kg and 314.03 g/kg with an average promedio de 25,91%; el contenido absoluto de ácido ricinoleico varió of 222.43 g/kg, and kernel crude fat percentage was between 24.28 entre 171,65 g/kg y 314,03g/kg, con un promedio de 222,43 g/kg. -

Rapid Discrimination of Fatty Acid Composition in Fats and Oils by Electrospray Ionization Mass Spectrometry
ANALYTICAL SCIENCES DECEMBER 2005, VOL. 21 1457 2005 © The Japan Society for Analytical Chemistry Rapid Discrimination of Fatty Acid Composition in Fats and Oils by Electrospray Ionization Mass Spectrometry Shoji KURATA,*† Kazutaka YAMAGUCHI,* and Masatoshi NAGAI** *Criminal Investigation Laboratory, Metropolitan Police Department, 2-1-1, Kasumigaseki, Chiyoda-ku, Tokyo 100–8929, Japan **Graduate School of Bio-Applications and Systems Engineering, Tokyo University of Agriculture and Technology, 2-24-16 Nakamachi, Koganei, Tokyo 184–8588, Japan Fatty acids in 42 types of saponified vegetable and animal oils were analyzed by electrospray ionization mass spectrometry (ESI-MS) for the development of their rapid discrimination. The compositions were compared with those analyzed by gas chromatography–mass spectrometry (GC-MS), a more conventional method used in the discrimination of fats and oils. Fatty acids extracted with 2-propanol were detected as deprotonated molecular ions ([M–H]–) in the ESI-MS spectra of the negative-ion mode. The composition obtained by ESI-MS corresponded to the data of the total ion chromatograms by GC-MS. The ESI-MS analysis discriminated the fats and oils within only one minute after starting the measurement. The detection limit for the analysis was approximately 10–10 g as a sample amount analyzed for one minute. This result showed that the ESI-MS analysis discriminated the fats and oils much more rapidly and sensitively than the GC-MS analysis, which requires several tens of minutes and approximately 10–9 g. Accordingly, the ESI-MS analysis was found to be suitable for a screening procedure for the discrimination of fats and oils. -

Vegetable Oil Hybrid Films Cross-Linked at the Air-Water Interface: Formation Kinetics and Physical Characterization
1 Vegetable oil hybrid films cross-linked at the air-water interface: Formation kinetics and physical characterization Antigoni Theodoratou, *† Laurent Bonnet,‡ Philippe Dieudonné,‡ Gladys Massiera,‡ Pascal Etienne,‡ Jean-Jacques Robin,† Vincent Lapinte,† Joël Chopineau,† Julian Oberdisse,‡ Anne Aubert-Pouëssel† †Institut Charles Gerhardt Montpellier (ICGM), UMR5253 CNRS-UM-ENSCM, place Eugène Bataillon, 34090 Montpellier, France. ‡Laboratoire Charles Coulomb (L2C), UMR5221 CNRS-UM F34095, Montpellier, France Keywords: castor oil, hybrid films, nano-indentation, sol-gel reaction, cross-linked triglycerides Abstract Vegetable oil based hybrid films were developed thanks to a novel solvent- and heating- free method at the air-water interface using silylated castor oil cross-linked via a sol-gel reaction. To understand the mechanism of the hybrid film formation, the reaction kinetics was studied in detail by using complementary techniques: rheology, thermogravimetric analysis, and infrared spectroscopy. The mechanical properties of the final films were investigated by nano- indentation, whereas their structure was studied using a combination of wide-angle X-ray scattering, electron diffraction, and atomic force microscopy. We found that solid and transparent films form in 24 hours and, by changing the silica precursor to castor oil ratio, their mechanical properties are tunable in the MPa-range by about a factor of twenty. In addition to that, a possible optimization of the cross-linking reaction with different catalysts was explored and finally, cytotoxicity tests were performed on fibroblasts proving the absence of film toxicity. The results of this work pave the way to a straightforward synthesis of castor- oil films with tunable mechanical properties: hybrid films cross-linked at the air-water interface combine an easy and cheap spreading protocol with the features of their thermal history optimized for possible future micro/nano drug loading, thus representing excellent candidates for the replacement of non-environment friendly petroleum-based materials. -
Physicochemical Characterization and Evaluation of Castor Oil (R
American Journal of Applied Chemistry 2019; 7(4): 110-115 http://www.sciencepublishinggroup.com/j/ajac doi: 10.11648/j.ajac.20190704.11 ISSN: 2330-8753 (Print); ISSN: 2330-8745 (Online) Physicochemical Characterization and Evaluation of Castor Oil (R. communis ) for Hair Biocosmetics Solomon Sime Tessema Department of Chemistry, Arba Minch University, Arba Minch, Ethiopia Email address: To cite this article: Solomon Sime Tessema. Physicochemical Characterization and Evaluation of Castor Oil (R. communis ) for Hair Biocosmetics. American Journal of Applied Chemistry. Vol. 7, No. 4, 2019, pp. 110-115. doi: 10.11648/j.ajac.20190704.11 Received : January 26, 2019; Accepted : July 17, 2019; Published : July 30, 2019 Abstract: This study reports the characterization of oil from Castor (Ricinus Communius L) seed oil. The biocosmetic potential of the castor oil was evaluated for hair through physico-chemical characterization. The various physicochemical parameters (iodine value, pH value, specific gravity, refractive index, peroxide value, etc) were tested in accordance with American standard testing method specifications and compared with argan oil. Accordingly, the parameters tested comply with some journals dealing with cosmetics. Biocosmetic has high potential as a raw material for synthetic cosmetics or blend stock substitution for cosmetics without any modification. The advantage of castor oil over other oils (sunflower, olive, soy bean, corn) would lie in the oil price. Keywords: Caster Oil, Castor Beans, Biocosmetic, Nonedible Oil, Soxhlet Extractor, Argan Oil During the last century, synthetic substitutes have become 1. Introduction available and have been used to replace natural seed oils. History tells us that, a long time ago, plants and plant Due to toxic effects of synthetic oils, there is a growing trend products have been used as the primary source of food, to replace them and revert to the use of natural oils in the shelter and transport materials, clothing, fragrances, flavors cosmetic and pharmaceutical industries [6]. -

Castor Oil Purge How to Make Ghee
Dr. Lad's Simple Kitchari Recipe 1 cup basmati rice 1 cup yellow split mung dal 1 small handful cilantro leaves, chopped 6 cups water Wash the rice and mung dal twice, using plenty of water. If you have time, let the mung dal soak for a few hours before cooking, to help with digestibility. Add rice, dal, and cilantro to the water. Bring to a boil, and Let the butter simmer until the boil 5 minutes uncovered, How to Make Ghee stirring occasionally. crackling sounds slow down. You will have to keep an eye on it and 1 lb of unsalted butter Turn down heat to low, and make sure the heat on your stove 1 heavy bottomed sauce cover, leaving the lid slightly is not too high. ajar. Cook until tender, about 25 pan to 30 minutes. 1 clean glass canning jar Cool down slightly and strain the cheesecloth or fine ghee through a piece of * Kitchari cleansing is ideal for strainer cheesecloth, kitchen towel or a folks who want a deep but fine strainer to remove all the gentle cleanse. It is also most suitable for people who are Place your butter in the pot. Bring foam. Place the ghee in jars and transitioning to a whole foods the butter to a boil, then reduce store. Ghee can be stored at the heat to a slow, steady simmer. diet , those who are recovering room temperature for about one from exhaustion or long illness, The butter will begin to produce month, or in the refrigerator for up foam. -

The Best Products for Natural Hair by SHAYNATURAL · DECEMBER 17, 2018
The Best Products for Natural Hair BY SHAYNATURAL · DECEMBER 17, 2018 I know I throw a lot of products at you with our Top 5 Friday’s Series, but I think it’s time for me to share with you my favorite, holy grail, ride or die products. Today is the day. These are the best products for natural hair. Grab some wine, coffee, water, or your beverage of choice and a snack and let’s have a chat about some products. My all time favorite topic! I love trying new products and I would consider myself to be a product junkie. I have tried tons of products over my 4 years of being natural, but these products I will be telling you about today have stuck with me throughout my journey and will continue to live in my stash. If I could live with only these products, I would be satisfied and my hair would be healthy, thriving and looking bomb. As I have gotten to know my natural hair over the years, I know what ingredients to look for in my products because of the similar ingredients of my holy grail products. Keep reading to see the similarities. Side note: I think this would be a good exercise for you to do. Go through your stash or think about products you have used that you seem to keep going back to. Take a look at the ingredients list of the products and see if you see any similar ingredients. If you do, then you know to look for products that contain that or those ingredients. -

THE MEDICINAL USE of LARD, OLIVE OIL, and CASTOR OIL. The
369 neutralised seconds castor oil, now recognised by the THE MEDICINAL USE OF LARD, OLIVE Pharmacopoeia and readily obtainable, affords a satisfactory substitute for the first quality oil hitherto used. (b) One OIL, AND CASTOR OIL. preparation containing castor oil has been withdrawn-viz., liq. cresol saponatus. For the preparations containing castor oil remaining official—i.e., collodium flexile, lin. sinapis, and MEASURES have now been taken to meet as far as possibleliq. epispasticus, the neutralised seconds oil will be used by methods the shortage of lard, olive oil, and castor oil, havingthe manufacturer or chemist in place of the oil previously been devised for their discontinuance for medicinal purposes official. The Committee the in certain circumstances. appointed by The of the Home Office Committee will be very to deal with of suggestions Home Office in August, 1914,1 questions welcome to medical practitioners. The Codex Addendum in the use of the war are now economy drugs during notify- was fully dealt with in our columns last week (THE LANCET, the medical as to the for medicinal ing profession supply, Sept. 7th, p. 336). purposes, of these substances, and certain similar vegetable oils, inviting their cooperation in effecting economies while submitting the pertinent suggestions which appear below. URBAN VITAL STATISTICS. The prior claims of food-supply and munition production have (Week ended August 31st, 1918.) for some months compelled restriction or even discontinuance l English and Welsh Towns.-In the 96 English and Welsh towns, of the use of the substances above named for medicinal pur- an aggregate civil population estimated at 16,500,000 persons, the withannual rate of was 10’4 and in poses, the that lard is no mortality 11’2, against 10’8 per 1000 the present position being (1) longer two weeks.