Handle Hardware Kit for Router Plane 05P38.10
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Catalogue of Auction Items - Greenville Woodworkers Guild Come and Join Us - Auction and Sale on Saturday October 10, 2020 - All Are Welcome
Catalogue of Auction Items - Greenville Woodworkers Guild Come and join us - Auction and Sale on Saturday October 10, 2020 - All are welcome. Doors open at 8:00 a.m. Auction bidding closes at 10:30 a.m. From center of Mauldin go West on W-Butler for about one mile. The Guild is on the right between the Greer library and Shanks' golf range Fixed priced items are sold at the price listed. Minimum priced items are bid items; the winner takes it home . Minimum priced 2871 Wheeled Plastic Waste Container $100.00 3038Gast Vacuum Pump $250.00 3111 Incra Precision Woodworking system - $200.00 3151Rikon 10" bandsaw 10-305 $125.00 315560 inch 4 drawer workbench $150.00 3156Werner folding ladder $100.00 3157 Central Machinery 6" belt, 9"disk sande $125.00 3158Ryobi 13" planer AP1301 $100.00 3159 Craftsman 10" tablesaw 137.228210 $100.00 3161Craftsman 12 Bandsaw $100.00 3166Grizzly Drum Sander $200.00 3208 Craftsman 5 drawer roller tool chest $140.00 3209Rikon 70-100 lathe $200.00 3210 Dyson Cinetic Vacuum GT5-US-GKA-15 $250.00 3225 Etalon vernier caliper and micrometer $100.00 3285Coring System $200.00 3294Craftsman 10" Table Saw $150.00 3295Shop Smith Tool $150.00 3299 Cyclone Dust Collection System Tempest Cyclone And Dual Grizzly Polar Bear Series $600.00 Dust Collectors 3300 Dixie Chopper Magnum 2750 Mower Zero Turn, 50" cut, 27HP $3,500.00 3322 Craftsman 6 1/8" Jointer 1 1/2hp $150.00 3340 Topcon Survey Transit and tripod $100.00 3344 Craftsman Arc welder with rolling stand $125.00 3345 Central Machinery 2hp Dust Collector $125.00 3346Craftsman 6" Jointer $150.00 3347 Central Machinery 12 x 36" Lathe $200.00 3359 Bostitch 3 Piece Nailer/stapler Set $100.00 3371 Black and Decker Firestorm 10" Tablesa $100.00 3372Ridgid 13" Planer R4331 $250.00 3386 Porter cable fixed/Plunge Router set M $200.00 3394Router Crafter in Box $125.00 3398 Stanley #71 Antique Router plane Made in England $125.00 3403 James Swan antique (1890) Combo Set $150.00 3430 Delta 10 in. -

Build a Plane That Cuts Smooth and Crisp Raised Panels With, Against Or Across the Grain – the Magic Is in the Spring and Skew
Fixed-width PanelBY WILLARD Raiser ANDERSON Build a plane that cuts smooth and crisp raised panels with, against or across the grain – the magic is in the spring and skew. anel-raising planes are used Mass., from 1790 to 1823 (Smith may to shape the raised panels in have apprenticed with Joseph Fuller doors, paneling and lids. The who was one of the most prolific of the profile has a fillet that defines early planemakers), and another similar Pthe field of the panel, a sloped bevel example that has no maker’s mark. to act as a frame for the field and a flat Both are single-iron planes with tongue that fits into the groove of the almost identical dimensions, profiles door or lid frame. and handles. They differ only in the I’ve studied panel-raising planes spring angles (the tilt of the plane off made circa the late 18th and early 19th vertical) and skew of the iron (which centuries, including one made by Aaron creates a slicing cut across the grain to Smith, who was active in Rehoboth, reduce tear-out). The bed angle of the Smith plane is 46º, and the iron is skewed at 32º. Combined, these improve the quality of cut without changing the tool’s cutting angle – which is what happens if you skew Gauges & guides. It’s best to make each of these gauges before you start your plane build. In the long run, they save you time and keep you on track. Shaping tools. The tools required to build this plane are few, but a couple of them – the firmer chisel and floats – are modified to fit this design. -

Howard Brady
Howard Brady WOOD DESIGNS Copyright © 2019 by Howard L. Brady Note: Every item shown in this album was an original, one-of-a-kind design. The design process from concept through crafting to the finished item is a source of incredible satisfaction to me, and a process that extends well beyond woodworking into music composition, and (with my brother) creation of innovative educational materials. A few years before I retired, Dave Campbell, a senior engineer and friend at Skydata where I worked, remarked that as a writer of technical communications documents for satellite communications equipment, I was an “information designer.” Those were kind works, and, I hope, accurate. This octogenarian loves designing. ii Toys for my great-grandson, Mason: The front-end loader and dump truck were my first major toy designs, built November 2017. Most solid wood is poplar, plywood parts are Baltic birch, dark wood is Indian rosewood, from a local tree destroyed in one of the 2004 hurricanes. Metal parts were aluminum (truck bed edge rails, front end loader bucket and crosspiece), brass (truck steering components) and stainless steel (all fasteners, operating levers). Lever and knob above truck cab controls steering. 1 Built March 2018: Toy box for Mason’s third birthday, May 6th: 2 November 2018: Toy flat-bed wrecker and grumpy wrecked race car for Mason’s Christmas. One of Mason’s parent’s close friends is Tim Daugherty, who races his #88 car (so far NOT wrecked) in figure-8 races at the Antelope Valley Fairgrounds in Southern California. I hope he didn’t mind my version. -

Inlay Cutter Head 05P38.45
Inlay Cutter Head 05P38.45 The Veritas® Inlay Cutter Head is used with the Post Veritas® Router Plane Blade to score both sides of a Carrier shallow groove that will accept purfl ing, banding or Blade stringing. The inlay cutter head includes an assortment of steel and plastic shims Fillister- so that the two spring steel Head blades can score grooves Plastic Shims Screws Steel Shims from 1/16" or 1mm to just Stylus 15 32 under / " or 12mm wide. Fence The router plane/inlay Figure 1: Components of the inlay cutter head. cutter assembly can be used (Router plane not included.) free hand in the middle of a workpiece, but it is more common to guide the cutter with a fence. When used with the optional fence, the router plane/inlay cutter assembly can score both sides of a shallow groove parallel to a straight edge. For following curved edges with a constant offset, the brass stylus that is included with the inlay cutter head can be threaded into the fence rod. Shim Stack Set-Up Caution: Be aware that the blades are sharp; careless handling can result in serious injury. Table 1: Blades and Shims Included Item Thickness (in) Thickness (mm) Quantity Blade 0.020 0.5 2 Orange Plastic 0.002 0.05 5 Purple Plastic 0.005 0.13 5 Blue Plastic 0.010 0.25 5 Black Plastic 0.020 0.5 5 1mm Steel 0.040 1 1 2mm Steel 0.080 2 1 3mm Steel 0.120 3 1 To score a shallow groove of a specifi c width, you will need to determine which shims are needed between the blades. -

Making Moldings from Hollows and Rounds Planes —By Bruce Bogust Volume 21 October 2014 in the Back
Making Moldings from Hollows and Rounds Planes —By Bruce Bogust Volume 21 October 2014 in the back. This number generally refers to how many 1/16” across the hollow or round is. So a #2 would be 1/8”. Memberships This is generally true until you get to 7/8”, then the number 110 starts counting 1/8”. So a #8 would be 8/16”. There are other manufacturers numbering Raffle Prizes methods so don’t always trust November the number stamped on the end. $25 Woodcraft Gift Card One pair of matching hollow - Tony Proferra At our November meeting, Bruce and round can make up to 41 Ryobi 5” ROS Bogust completed his two part different profiles! As a result a presentation on making moldings carpenter could carry around a - Rob Andrews with hand tools. The first part was small selection of hollows and Irwin Pinless Moisture Meter a presentation on molding plans. rounds and make all kinds of - Greg Smith different profiles. While not as easy Irwin 10: 40T Blade as using a specific molding plane, it - Anwar Sinno was a whole lot more economical. Reciprocating Saw Blades —Connie Barnes Other planes used in molding that help make additional profiles The CWA raffle could benefit from your donation. include: If you have any tools (old Slight Bill plane or new) or shop supplies you would like to donate to The second part of his presentation Makes the cut be raffled, please bring addressed making molding using a Side Round them to the meeting. few different hollows and rounds. -

August 2001 Popular Woodworking
6 SECRETS TO SILKY SMOOTH FINISHES IT’S TRUE –YOU NEED ONLY 5 TURNING TOOLS August 2001 #123 Super Stow-away Assembly Bench The most versatile mobile workbench you can build SPECIAL REPORT: 10 Benchtop Mortisers Forget what you’ve heard. Slow-speed machines don’t cut it Plus • $15 Shop-made Router Plane • Country Dry Sink • Fighting Rooster Whirligig www.popwood.com $4.99US $6.99CAN 08 Bench does double duty as tool stand, outfeed table 0 09281 01355 6 WoodworkingPopular contentsTOOLS & TECHNIQUES 12 Forstner-Fueled Dovetail Pins TRICKS OF THE TRADE Quickly clean out the waste in dovetail pins using your drill press and a Forstner bit. Also, tips on using a strip sander to sharpen; learn the basics to air-drying lumber in your back yard. By Scott Phillips 1 16 Veritas # 4 ⁄2 Smoothing Plane TOOL TEST Veritas’ new smoothing plane ain’t like your grandfather’s Stanley. Here’s the real question: Is 18 this hand plane worth the extra money you’d pay over a vintage smoother from the flea mar- ket? Also: Finally! Someone made a corded drill with a clutch. Thanks Craftsman. 18 Accuset’s Brad Nailer and Micro pinner ENDURANCE TEST Senco’s Accuset tools are the sleekest nailers you’ll ever hold. What’s better, they hold up under years of heavy use. We’ve abused Accuset’s 2" brad nailer and 23-gauge Micro pinner for more than two years and share the results with you. 19 Make Your Own Router Plane and Beader INGENIOUS JIGS A router plane will cut a hinge mortise in the same time it takes to plug in your router and chuck up a straight bit. -

Download the Veritas 2016 Catalogue
Distributors of fine hand tools and machinery TOOLS& MACHINERY For your nearest stockist call 03332 406 967 or visit brimarc.com CONTENTS Page Page Page Joinery Cutting Sharpening 2 Drilling 9 16 Guides Power Tool Marking 4 Vices 11 17 Accessories Measuring 5 Saws 12 Scraping 17 Workbench Carving 8 13 Spokeshaves 18 Accessories Other Dowelling 8 14 Chisels 19 Accessories Clamping 9 Plans 16 Planes 20 SHARPENING Lapping Powder (4oz) • 90 grit suitable for most lapping BUY applications HERE Glass Lapping Plate • 4oz containers Code Ex.vat Inc.vat • Safety glass BUY Steel Honing Plate Powder 90 Grit 113g(4oz) 477323 £2.93 £3.52 • Guaranteed flat HERE • Precision ground to a flatness tolerance of 0.127mm (0.005”) • 215 x 355 x 6.3mm (8-1/2” x 14” x 1/4”) • An excellent substrate for diamond paste (available separately) Code Ex.vat Inc.vat • Dimensionally stable, stays flat over a lifetime of ordinary use Glass Lapping Plate 476783 £6.45 £7.74 • Slight surface texture captures diamond grit • Size 204 x 76 x 9.5mm, weighs 1.1kg Lapping Plate • Made in Canada Code Ex.vat Inc.vat Steel Honing Plate 502403 £11.55 £13.86 BUY HERE BUY HERE • A substantial lapping plate 300mm x 104mm x 28mm & BUY Lapping Powder (2oz) 6.3kg in weight HERE • A range of grits available 90, 180, 280, 400 & 600 • Top ground flat to within 0.025mm(0.001”) over the entire • 2oz containers surface Lapping Code Ex.vat Inc.vat • Unique channel design, optimized for a figure-eight lapping Powder 90 Grit 56g(2oz) 477631 £2.19 £2.63 pattern Kit of 5 Powder 180 Grit 56g(2oz) 210531 -
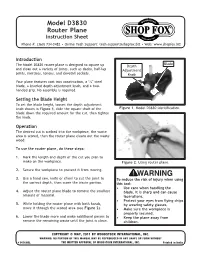
Model D3830 Router Plane Instruction Sheet Phone #: (360) 734-3482 • Online Tech Support: [email protected] • Web
Model D3830 Router Plane Instruction Sheet Phone #: (360) 734-3482 • Online Tech Support: [email protected] • Web: www.shopfox.biz Introduction Blade The Model D3830 router plane is designed to square up Depth and clean out a variety of joints, such as dados, half-lap Adjustment joints, mortises, tenons, and dovetail sockets. Knob 1 Your plane features cast iron construction, a ⁄4" steel blade, a knurled depth-adjustment knob, and a two- handed grip. No assembly is required. Setting the Blade Height To set the blade height, loosen the depth adjustment knob shown in Figure 1, slide the square shaft of the Figure 1. Model D3830 identification. blade down the required amount for the cut, then tighten the knob. Operation The desired cut is scribed into the workpiece, the waste area is scored, then the router plane cleans out the waste wood. To use the router plane, do these steps: 1. Mark the length and depth of the cut you plan to make on the workpiece. Figure 2. Using router plane. 2. Secure the workpiece to prevent it from moving. 3. Use a hand saw, knife or chisel to cut the joint to To reduce the risk of injury when using the correct depth, then score the waste portion. this tool: • Use care when handling the 4. Adjust the router plane blade to remove the smallest blade. It is sharp and can cause amount of material. lacerations. • Protect your eyes from flying chips 5. While holding the router plane with both hands, by wearing safety glasses. move it through the scored area (see Figure 2). -

Router Planes the Best Way to Remove the Waste Is a Challenge
$ Router 5If you can’t afford a vintage or new one, build your own using a block of wood, an Allen wrench and a thumbscrew. ere is a real-life shop problem: The proj- save money I chose to build mine using a common, ect calls for a shallow slot, or dado, in the historical wood shape. If you prefer to purchase one Hmiddle of a board. Defining the edges instead, E.C. Emmerich (E.C.E.), the same fi rm that using a wide chisel is a fi rst step. But determining makes the line of Primus planes, sells router planes the best way to remove the waste is a challenge. with a wood body. The 20-S comes with three cutters The chisel could do it, although gauging the depth (call 800-724-7758 or visit ecemmerich.com). accurately would take patience. Using my electric One colloquial name for this tool is “Granny router would solve that problem, yet experience tells Tooth” plane. It is not at all hard to use. Adjust it me that freehand use of this power tool can lead to to depth and use it in a series of short, choppy push stray excursions into surrounding margins. So fence strokes. Just as with power routers, your applica- guides would need to be set. tion may call for more than one setting to achieve This situation calls for a router plane. An uncom- the desired depth. In any event, defi ne the edges mon plane that looks different, it most often elicits of the dado with a wide chisel. -

01/05 12/8 Front/Jump
Chamber Friday, December 8, 2006 THE NORTON TELEGRAM Page 5 Op-Ed brightens up Christmas (Continued from Page 1) It’s a matter of living and Glenda Maurer, Lamont Shirt, DDS. There are still 12 more $50 win- in just the right place ners to be picked from now until Dec. 20 and another 10 lucky people who will win $200 in Santa ucky for Smith County we The Christmas story told in lights. These lighted figures can be found on the front lawn of moved over here and bucks each on Dec. 21. Back Enfield’s Funeral Home, 215 W. Main. — Telegram photo by Carolyn Plotts Lpushed them over the limit. Remember to shop locally and It is now the “oldest” county in visit the 47 participating busi- Kansas! Just kidding, those fig- Home nesses. ures are from the 2000 census, it Nancy They are Almena State Bank; Norton graduate earns Washington intern spot had nothing to do with us! Bella Solé; Country Side Sales and (Continued from Page 1) Washburn University to continue ing high school and have a real Not only is Smith County the Hagman Service; Decor and More; sored by Rural Telephone in her education. interest in world affairs.” oldest county in Kansas, it is num- e11even skin essentials; Engel’s Lenora which paid for her one- “I plan to major in political sci- As an intern, Miss Ninemire will ber four in the nation. Maybe our Sales and Service; First Security week trip to the nation’s capital. ence and then attend law school,” have the opportunity to meet move was lucky for us, are we now bacon. -

· Arrett Hack
· �ARRETT HACK Photographs by John.S. Sheldon The HANDPLANE Book The HANDPLANE Book GARRETT HACK Photographs by John S. Sheldon TheTauntonrn Press TauntonBOOKS & VIDEOS forfellow enthusiasts © 1999 by The Taunton Press, Inc. All rights reserved. Printed in the United States of America 10 9 8 7 6 5 4 3 2 1 The Handplane Book was originally published in hardcover © 1997 by The Taunton Press, Inc. The Taunton Press, Inc., 63 South Main Street, PO Box 5506, Newtown, CT 06470-5506 e-mail: [email protected] Distributed by Publishers Group West. Library of Congress Cataloging-in-Publication Data Hack, Garrett. The handplane book / Garrett Hack. p. cm. "A Fine woodworking book" - T.p. verso. Includes bibliographical references and index. ISBN 1-56158-155-0 hardcover ISBN 1-56158-317-0 softcover 1. Planes (Hand tools). 2. Woodwork. I. Title. TT186.H33 1997 684'.082 - dc21 97-7943 CIP About Your Safety Working wood is inherently dangerous. Using hand or power tools improperly or ignoring standard safety practices can lead to permanent injury or even death. Don't try to perform operations you learn about here (or elsewhere) unless you're certain they are safe for you. If something about an operation doesn't feel right, don't do it. Look for another way. We want you to enjoy the craft, so please keep safety foremost in your mind whenever you're in the shop. To Helen and Vinny who saw the possibilities, Ned who encouraged me, and Hope who has kept me tuned and planing true ACKNOWLEDGMENTS No one can hope to bring together a book Helen Albert, for her insights and Noel Perrin, for his insights about all like this without help. -
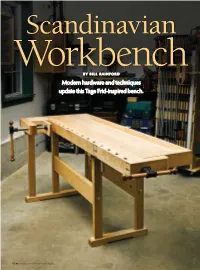
Modern Hardware and Techniques Update This Tage Frid-Inspired Bench
Scandinavian Workbench BY BILL RAINFORD Modern hardware and techniques update this Tage Frid-inspired bench. 02 ■ POPULAR WOODWORKING MAGAZINE 30_1702_PWM_FridBench.indd 30 11/29/16 9:59 AM candinavian- or Continental- “Take a piece of wood – plane, it’s well-suited for workbench building style workbenches are the vinyl sand, and oil it, and you will fi nd it and relatively plentiful in New England, SLP records of the woodworking a beautiful thing. The more you do where I live. Buy your wood well in world. These iconic benches have never to it from then on, the more chance advance so that you can bring it into left the scene. A few are classics and oth- that you will make it worse.” your shop, sticker it and allow it to ac- ers are the fl avor of the month. Some Tage Frid (1915-2004), climate to your shop for at least a week. benches in this style are masterworks Danish-born woodworking teacher, While the wood acclimates, gather and some are poor approximations of furniture maker and author all your hardware and vises, and note an archetypical form. The trick is fi nd- any changes you need to make to your ing the workbench that hits all the right joiner y or de sign to fi t your hardware. notes for how you work so you can go I was inspired by Frid’s bench – but I Once the wood is acclimated, plane, rip on to create your own opus. also listened to the criticisms. Some and buck the pieces close to their fi nal folks complained about the relatively sizes – but leave them a bit oversized What’s Old is New Again short length, which was designed for and again sticker them for a couple of Much as how Roubo and Nicholson a modest cabinetmaker in a classroom days.