AJV8 Engine Overview
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

127 Emissions
EMISSIONS 127 Heater Hose Fitting, Carburetor A.I.R. Pipe and EGR Tube Stud Kits and Pipe Plugs 1980-96 F100 F150 F250 Bronco These often overlooked items are always a good idea to have on hand when working on intake, carburetors, engine plumbing, or vacuum 1 accessories. High quality Aluminum Heater Hose Fittings are available in clear or black anodized finish with straight or 90 degree bends. The threaded NPT (National Pipe Thread) fitting 3 ensures a leak free seal and the single barbed outlet allows proper hose connection. PART DESCRIPTION APPLICATION PRICE 55-3750-F STRAIGHT FITTING-CLEAR 1/2"NPT 5/8" BARB $10.95 55-3751-F STRAIGHT FITTING-BLACK 1/2"NPT 5/8" BARB $10.95 55-3754-F 90 DEGREE FITTING-CLEAR 1/2"NPT 5/8" BARB $20.95 2 55-3755-F 90 DEGREE FITTING-BLACK 1/2"NPT 5/8" BARB $20.95 5 6 Carburetor Stud Kits feature 5/16" black bullet nosed 4 studs complete with nuts and washers in 1-1/2" to 2" lengths for added depth when using carburetor spacers or adapters. High strength Grade 8 steel W/EFI = With Electronic Fuel Injection studs allow the use of an engine lift plate for engine W/O CA = Without California Emissions removal and installation. PART ILL# DESCRIPTION APPLICATION REQD PRICE PART DESCRIPTION APPLICATION PRICE 42-6030 (1) A.I.R.MANIFOLD TUBE 4.9L 80-86 (1) $94.95 55-3760-F CARBURETOR STUD KIT 5/16" X 1-1/2" $10.95 42-6031 A.I.R.MANIFOLD TUBE 4.9L 87-96 (1) $59.95 55-3761-F CARBURETOR STUD KIT 5/16" X 2" $10.95 42-6051 (2) A.I.R.CROSSOVER PIPE-RR (1) $62.95 W/EFI 5.0L 85-96 Steel Pipe Plug Fitting Sets are available in clear zinc or black finish featuring recessed Allen head fittings 42-6036 A.I.R.CROSSOVER PIPE 5.8L 80-11/84 (1) $84.95 in 8 convenient sizes. -

Webasto Product – North America Idle Reduction Technology
Webasto Product – North America Idle Reduction Technology Webasto History - 108 Years of Excellence 1901 Wilhelm Baier, Sr. founded the company in Esslingen, Germany WilhElm BAier in STOckdorf WEBASTO Webasto World Wide Locations Aserbeitschan Australia Austria Belgium Belarus Bulgaria China Czech Republic Denmark Estonia France Finland Region Convertible Global Comfort Georgia Roof & Body Solution Germany Great Britain CRB GCS Greece Hungary Iceland Europe India Italy Japan America Korea Latvia Lithuania Asia Netherlands Norway Poland Russia Sweden Switzerland Slovakia Slovenia Spain South Africa Turkey Ukraine USA Webasto Worldwide Global . Sales $2.1 Billion . 6,300 Colleagues North America . Sales $540 Million . 1,650 Colleagues . Locations: Fenton, Rochester Hills and Livonia - Michigan Santa Fe Springs - California Lexington - Kentucky Webasto – North America Is idle reduction the right business decision for you? © Webasto, 2007 Enhancing Your Bottom Line with Idle Reduction Ready to go means delivery schedules are realized and business is running at the highest levels of efficiency. Webasto has a solution for……. Defense Vehicles Sleepers Day Cabs Vocational Fire & Rescue School Bus Core Principles of a Webasto Solution Mission Readiness Return on Investment Safety Core Principles of a Webasto Solution Mission Readiness Mission Readiness Provide heat where you need it, when you need it! Webasto has a heating solutions that will ensure a vehicle is ready to go. • A Webasto heater can: • Pre-warm the vehicle’s engine • Keep -

Review of Advancement in Variable Valve Actuation of Internal Combustion Engines
applied sciences Review Review of Advancement in Variable Valve Actuation of Internal Combustion Engines Zheng Lou 1,* and Guoming Zhu 2 1 LGD Technology, LLC, 11200 Fellows Creek Drive, Plymouth, MI 48170, USA 2 Mechanical Engineering, Michigan State University, East Lansing, MI 48824, USA; [email protected] * Correspondence: [email protected] Received: 16 December 2019; Accepted: 22 January 2020; Published: 11 February 2020 Abstract: The increasing concerns of air pollution and energy usage led to the electrification of the vehicle powertrain system in recent years. On the other hand, internal combustion engines were the dominant vehicle power source for more than a century, and they will continue to be used in most vehicles for decades to come; thus, it is necessary to employ advanced technologies to replace traditional mechanical systems with mechatronic systems to meet the ever-increasing demand of continuously improving engine efficiency with reduced emissions, where engine intake and the exhaust valve system represent key subsystems that affect the engine combustion efficiency and emissions. This paper reviews variable engine valve systems, including hydraulic and electrical variable valve timing systems, hydraulic multistep lift systems, continuously variable lift and timing valve systems, lost-motion systems, and electro-magnetic, electro-hydraulic, and electro-pneumatic variable valve actuation systems. Keywords: engine valve systems; continuously variable valve systems; engine valve system control; combustion optimization 1. Introduction With growing concerns on energy security and global warming, there are global efforts to develop more efficient vehicles with lower regulated emissions, including hybrid electrical vehicles, electrical vehicles, and fuel cell vehicles. Hybrid electrical vehicles became a significant part of vehicle production because of their overall efficiency, and they still pose a significant cost penalty, resulting in a stagnant market penetration of 3.2% and 2.7% in 2013 and 2018, respectively, in the United States (US), for example [1]. -
400REZCK Standard Features Ratings Range
Model: 400REZCK 480--600 V Gas EPA-Certified for Stationary Standard Features and Non-Emergency D Kohler Co. provides one-source responsibility for the Applications generating system and accessories. D The generator set and its components are prototype-tested, Ratings Range factory-built, and production-tested. 60 Hz D A one-year or 8000 hr limited warranty covers all generator Continuous: kW 435 set systems and components. A two-year or 16,000 hr extended limited warranty is also available. D The pilot-excited, permanent magnet (PM) alternator provides superior short-circuit capability. D Baseload with the utility applications only. D Transient load steps without the utility is not authorized. Generator Set Rating Lean-Burn Natural Gas 80_CRise Continuous Rating Alternator Voltage Ph Hz kW Amps 5M4028 277/480 3 60 435 524 5M4270 347/600 3 60 430 414 RATINGS: All three-phase units are rated at 1.0 power factor without pumps or fans. Ratings are in accordance with ISO-8528-1 and ISO-3046-1. Obtain technical information bulletin (TIB-101) for ratings guidelines, complete ratings definitions, and site condition derates. The generator set manufacturer reserves the right to change the design or specifications without notice and without any obligation or liability whatsoever. G4-264 (400REZCK) 6/16 Alternator Specifications Specifications Alternator D NEMA MG1, IEEE, and ANSI standards compliance for temperature rise and motor starting. Type 4-Pole, Rotating-Field Exciter type Brushless, Permanent- D Sustained short-circuit current of up to 300% of the rated Magnet Pilot Exciter current for up to 10 seconds. Voltage regulator Solid State, Volts/Hz D Sustained short-circuit current enabling downstream circuit Insulation: NEMA MG1 breakers to trip without collapsing the alternator field. -
Installation Guide
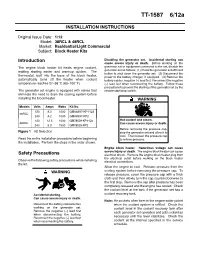
TT-1587 6/12a INSTALLATION INSTRUCTIONS Original Issue Date: 1/12 Model: 38RCL & 48RCL Market: Residential/Light Commercial Subject: Block Heater Kits Introduction Disabling the generator set. Accidental starting can cause severe injury or death. Before working on the The engine block heater kit heats engine coolant, generator set or equipment connected to the set, disable the making starting easier and warmup quicker. The generator set as follows: (1) Press the generator set off/reset button to shut down the generator set. (2) Disconnect the thermostat, built into the base of the block heater, power to the battery charger, if equipped. (3) Remove the automatically turns off the heater when coolant battery cables, negative (--) lead first. Reconnect the negative temperature reaches 27--38_C (80--100_F). (--) lead last when reconnecting the battery. Follow these precautions to prevent the starting of the generator set by the The generator set engine is equipped with valves that remote start/stop switch. eliminate the need to drain the cooling system before installing the block heater. WARNING Models Volts Amps Watts Kit No. 120 8.3 1000 GM84997-KP1-QS 38RCL 240 4.2 1000 GM84997-KP2 120 12.5 1500 GM78529-KP1-QS Hot coolant and steam. 48RCL Can cause severe injury or death. 240 6.3 1500 GM78529-KP2 Before removing the pressure cap, Figure 1 Kit Selection stop the generator set and allow it to cool. Then loosen the pressure cap Read the entire installation procedure before beginning to relieve pressure. the installation. Perform the steps in the order shown. Engine block heater. -

Chevrolet Cars and Trucks Get More with Less by Breathing Right
Chevrolet Cars and Trucks Get More With Less by Breathing Right x Continuously variable valve timing (VVT) available on most Chevrolet models x Four-, six- and eight-cylinder engines continuously adjust air flow for best economy and lowest emissions PONTIAC, Mich. – Athletes understand that proper breathing is critical to maintaining peak performance under all conditions, and so do Chevrolet powertrain engineers. Getting air in and exhaust gases out of the combustion chamber under all speeds and driving conditions are essential to providing outstanding driveability and fuel efficiency with low emissions. “Whether powered by four, six or eight cylinders, virtually every current Chevrolet car and truck – from the compact Cruze to the full-size Suburban – features continuously variable valve timing (VVT) on its engine to optimize its breathing,” said Sam Winegarden, executive director, Global Engine Engineering. With VVT, camshafts are driven by chains from the crankshaft to keep the valve opening in sync with the motion of the pistons in the cylinders. The VVT-equipped Cruze Eco, with EPA-estimated highway fuel economy of 42 mpg, is the most fuel-efficient gasoline-fueled vehicle in America. VVT also contributes to the full-size Silverado XFE’s segment-best 22 mpg highway. Chevrolet’s VVT system uses electro-hydraulic actuators between the drive sprocket and camshaft to twist the cam relative to the crankshaft position. Adjusting the cam phasing in this manner allows the valves that are actuated by that camshaft to be opened and closed earlier or later. On dual overhead cam engines such as the Ecotec inline-four and the 3.6-liter V-6, the intake and exhaust cams can be adjusted independently, allowing the valve overlap (the time that intake and exhaust valves are both open) to be varied as well. -

Variable Valve Timing Intelligent System.Pdf
VARIABLE VALVE TIMING INTELLIGENT SYSTEM deepaksubudhi456@ gmail.com WHAT IS VVT ? • Variable Valve Timing (VVT) ,is a generic term for an automobile piston engine technology • VVT allows the lift or duration or timing (some or all) of the intake or exhaust valves (or both) to be changed while the engine is in operation • Two stroke engines use a power valve system to get similar results to VVT. HISTORY • The earliest variable valve timing systems came into existence in the nineteenth century on steam engines. Stephenson valve gear, as used on early steam locomotives supported variable cutoff, that is, changes to the time at which the admission of steam to the cylinders is cut off during the power stroke. Early approaches to variable cutoff coupled variations in admission cutoff with variations in exhaust cutoff. Admission and exhaust cutoff were decoupled with the development of the Corliss valve. These were widely used in constant speed variable load stationary engines, with admission cutoff, and therefore torque, mechanically controlled by a centrifugal governor. As poppet valves came into use, simplified valve gear using a camshaft came into use. With such engines, variable cutoff could be achieved with variable profile cams that were shifted along the camshaft by the governor. • The earliest Variable valve timing systems on internal combustion engines were on the Lycoming R-7755 hyper engine, which had cam profiles that were selectable by the pilot. This allowed the pilot to choose full take off and pursuit power or economical cruising speed, depending on what was needed. WHAT IS VVT-i • The VVT-i system is designed to control the intake camshaft with in a range of 50°(of Crankshaft Angle ) to provide valve timing i.e. -
2018 Application Guide
DC18 566 Weatherly Index A PRE-HEATED ENGINE.. MANUFACTURERS OF QUALITY SAVES FUEL COSTS ENGINE HEATERS SINCE 1947 STARTS QUICKER RUNS SMOOTHER WARMS CAB QUICKER AIDS DEFROSTING 2018 SAVE ENGINE WEAR APPLICATION GUIDE AND TEAR ENGINE BLOCK HEATER • LOWER RADIATOR HOSE HEATER DIESEL HEATER • EXTERNAL TANK HEATER MAGNETIC HEATER • FLEXIBLE HOT PAD • DIP STICK HEATER BATTERY PAD HEATER • BATTERY BLANKETS AUXILIARY INTERIOR HEATER • CORD SETS • DEFROST FANS Manufactured by FIVE STAR MANUFACTURING GROUP, INC. TEL: 1-888-872-7278 FAX: 1-800-793-4806 www.fivestarmanufacturing.com Kats 2018 cover.qxp_Kats 2010 cover.qxd 6/25/18 7:43 AM Page CII ELEMENT MUST FACE IN THIS DIRECTION TO AVOID RECOMMENDED LOWER CONTACT WITH ENGINE WALL RADIATOR HOSE HEATER HEATERS MANUFACTURED TO RECOMMENDED EXTERNAL REPLACE FROST PLUG IN THE HOW TO USE THIS TANK HEATER BLOCK OF AN ENGINE APPLICATION GUIDE FREEZE PLUG HEATER DIRECTION LOWER RAD EXTERNAL 12010 PERMANENT REMOVABLE LOCATION WATTS HEATER HEATER K9 WIRE LEADS ARE WATTAGE OF PERMANENTLY ATTACHED WIRING WITH SILICONE END RECOMMENDED HEATER TO HEATING ELEMENT IS PLUGGED INTO HEATER FROST PLUG HOLE THAT AFTER INSTALLATION IS EASIEST TO INSTALL LOCATION OF BLOCK HEATER INSTALLATION POINTS TRANSVERSE ENGINES CONVENTIONAL ENGINES CODE: FRONT FRONT FACE CODE: fi LS LEFT SIDE LS FL 2nd LF FC 2nd RF FR fi RS LS LFF RFF RS LF LEFT FRONT fi fi fi fi fi fi fi fi RS RIGHT SIDE fi fi LC LEFT CENTER FL FRONT LEFT fi LR LEFT REAR FC FRONT CENTER fi LF RF RF RIGHT FRONT FR FRONT RIGHT LFfi RFF fi RC RIGHT CENTER RL REAR LEFT RR RIGHT REAR RC REAR CENTER 2nd LFfi LFF LEFT FRONT FACE fi fi fi fi RR REAR RIGHT fi RFF RIGHT FRONT FACE RL 2nd LR RC 2nd RR RR fi LFF LEFT FRONT FACE LC RC LS LEFT SIDE RFF RIGHT FRONT FACE REAR fi RS RIGHT SIDE 2nd RF 2nd RIGHT FRONT DRIVER’S SEAT fi 2nd LF 2nd LEFT FRONT LR RR 2nd LR 2nd LEFT REAR fi 2nd RR 2nd RIGHT REAR fi REAR FACE DRIVER’S SEAT IF REQUIRED VIN CODE IS 8TH CHARACTER IN VEHICLE IDENTIFICATION NUMBER. -

Software Controlled Stepping Valve System for a Modern Car Engine
Available online at www.sciencedirect.com ScienceDirect Procedia Manufacturing 8 ( 2017 ) 525 – 532 14th Global Conference on Sustainable Manufacturing, GCSM 3-5 October 2016, Stellenbosch, South Africa Software Controlled Stepping Valve System for a Modern Car Engine I. Zibania, R. Marumob, J. Chumac and I. Ngebanid.* a,b,dUniversity of Botswana, P/Bag 0022, Gaborone, Botswana cBotswana International University of Science and Technology, P/Bag 16, Palapye, Botswana Abstract To address the problem of a piston-valve collision associated with poppet valve engines, we replaced the conventional poppet valve with a solenoid operated stepping valve whose motion is perpendicular to that of the piston. The valve events are software controlled, giving rise to precise intake/exhaust cycles and improved engine efficiency. Other rotary engine models like the Coates engine suffer from sealing problems and possible valve seizure resulting from excessive frictional forces between valve and seat. The proposed valve on the other hand, is located within the combustion chamber so that the cylinder pressure help seal the valve. To minimize friction, the valve clears its seat before stepping into its next position. The proposed system was successfully simulated using ALTERA’s QUARTUS II Development System. A successful prototype was built using a single piston engine. This is an ongoing project to eventually produce a 4-cylinder engine. ©© 2017 201 6Published The Authors. by Elsevier Published B.V. Thisby Elsevier is an open B.V. access article under the CC BY-NC-ND license (Peerhttp://creativecommons.org/licenses/by-nc-nd/4.0/-review under responsibility of the organizing). committee of the 14th Global Conference on Sustainable Manufacturing. -
1300REZCK Standard Features Ratings Range Generator Set Rating
Model: 1300REZCK 480--4160 V Gas Standard Features D Kohler Co. provides one-source responsibility for the generating system and accessories. D The generator set and its components are prototype-tested, Ratings Range factory-built, and production-tested. 60 Hz D A one-year or 8000 hr limited warranty covers all generator Continuous: kW 1310 set systems and components. A two-year or 16,000 hr extended limited warranty is also available. D The pilot-excited, permanent magnet (PM) alternator provides superior short-circuit capability. D Baseload with the utility applications only. D Transient load steps without the utility is not authorized. D High efficiency Miller cycle for low fuel consumption. D Dual bearing alternator for exceptional life. Generator Set Rating Lean-Burn Natural Gas 80_CRise Continuous Rating Alternator Voltage Ph Hz kW Amps 7M4052 277/480 3 60 1310 1576 7M4290 347/600 3 60 1310 1261 7M4370 2400/4160 3 60 1300 181 RATINGS: All three-phase units are rated at 1.0 power factor without pumps or fans. Ratings are in accordance with ISO-8528-1 and ISO-3046-1. Obtain technical information bulletin (TIB-101) for ratings guidelines, complete ratings definitions, and site condition derates. The generator set manufacturer reserves the right to change the design or specifications without notice and without any obligation or liability whatsoever. G4-260 (1300REZCK) 6/16 Alternator Specifications Specifications Alternator D NEMA MG1, IEEE, and ANSI standards compliance for temperature rise and motor starting. Type 4-Pole, Rotating-Field Exciter type Brushless, Permanent- D Sustained short-circuit current of up to 300% of the rated Magnet Pilot Exciter current for up to 10 seconds. -
Variable Valve Timing (VVT) Solenoids and Sprockets
Variable Valve Timing (VVT) Solenoids and Sprockets Comprehensive coverage and premium quality for high-tech VVT systems Comprehensive Coverage for Variable Valve Timing Variable Valve Timing (VVT) systems are designed to reduce emissions and maximize engine performance and fuel economy. The electro-mechanical system depends on the circulation of engine oil. Lack of oil circulation can cause VVT components to fail prematurely. Providing a premium quality replacement for this high-tech, high-failure category, Standard® and Intermotor® are proud to introduce a line of variable valve timing (VVT) solenoids and sprockets. With more than 200 SKUs in the line, Standard® and Intermotor® provide comprehensive coverage for the aftermarket. 200 HIGH TECH Standard® and Irregular oil change Variable Valve Timing Standard and Intermotor’s Intermotor® offer more service is one of is an extremely high VVT line undergoes than 200 SKUs, which the leading causes tech category, which extensive design and is comprehensive of Variable Valve is why premium testing to ensure aftermarket coverage Timing failure quality is a must performance and longevity Designed and Tested for Real-World Conditions In addition to providing comprehensive coverage, Standard® and Intermotor® are committed to supplying professional technicians with the premium quality that’s critical for this high-tech category. That’s why Standard® and Intermotor® V VT solenoids and sprockets undergo an in-depth design process. Our continued commitment to high-quality design and testing standards ensures that each Standard® and Intermotor® V VT component will endure real-world conditions. V VT Solutions for High-Failure Applications Every Variable Valve Timing (VVT) system is slightly different, but there are three general rules to follow to ensure proper performance. -

HOTSTART IMC-800 Standard Product Catalog
IMC-800 PRODUCT CATALOG ENGINE HEATERS OIL HEATERS CONTROLS ACCESSORIES TABLE OF CONTENTS HOTflow® ONLINE PAGES 4 - 6 ® TECHNICIAN • HOTflow Engine Heaters 1 CTM, CKM, CSM Models CERTIFICATION TRAINING PAGES 8 - 15 • Thermosiphon Engine Heaters • Page 7 Weathertight Design TPS, CB, CL, SB, SL, WL, OEM Replacement Models HEATER INSTALLATION PAGES 16 - 17 • Thermosiphon Engine Heaters • Page 18 (Thermosiphon) Hazardous Location • Page 47 (In-block) EE Models PAGES 20 - 25 • Lube Oil Heaters (AC and DC) HOW TO SPECIFY AN 2 • Industrial Immersion Heaters ENGINE HEATER Thread-in and Threadless Models • Page 50 PAGES 27 - 32 • Remote Thermostats for Lube Oil Heaters 3 • Temperature Controls for Thermosiphon Engine Heaters CONVERSION CHARTS • Complete Control Systems • Page 50 PAGES 34 - 36 • Battery Warming Pads & Accessories 4 • Blanket Style Battery Warmers - UL Recognized • Silicone Hot Pads CUSTOM PRODUCTS PAGES 38 - 49 • In-block Heaters Call for information on: 5 • Electrical Cords for In-block Heaters • Thermocords and TwinStatTM • Wiring Harnesses • Flush Mount Kits and Accessories • APUs • Forced Circulation Heating Systems • Other Specialty Products SECTION 1 HOTflow® and THERMOSIPHON ENGINE HEATERS Engine ® Power Supply HOTflow Displacement kW Amps Model Number Volts Ø Hz Engine Heaters CID/Liter CTM w/8’ (2.4 m) cord and NEMA plug* CTM Model 0 – 500 CID 120 1 60 1 8.8 CTM10110-N00 Single Phase 0-8 L 240 1 50/60 1 4.4 CTM10210-N00 500 – 750 CID 120 1 60 1.5 13.0 CTM15110-N00 1000–2500 Watts 8 - 12 L 240 1 50/60 1.5 6.5 CTM15210-N00 750 – 1200 CID 120 1 60 2.5 21.3 CTM25110-N00 12 – 20 L 240 1 50/60 2.5 10.7 CTM25210-N00 Meets requirements for CTM w/9.8’ (3 m) cord, without plug installation on any UL 2200 listed generator.