Concrete Surface Preparation for Floor Coatings
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Water Jet Solutions the Ultimate Water Jet Technology
WATER JET SOLUTIONS THE ULTIMATE WATER JET TECHNOLOGY Water Jet Solutions Top quality with flexibility BlastOne is making water work for you! FEATURES BlastOne’s involvement in water lets you use this • Captive/Vacuum Systems tremendous technology to perform a huge range of • Safety applications – making projects go faster, cleaner • Accessories and safer. 1800 190 190 www.BlastOne.com WATER - WORKING FOR YOU The BlastOne Group is a superior supplier of BlastOne’s involvement in water lets you use this blasting and painting equipment. tremendous technology to perform a huge range of applications: industrial cleaning, concrete Large enclosed halls can be designed and demolition, surface preparation – making projects engineered to provide ventilation and visibility go faster, cleaner and safer. It also helps in for both painting and grit blasting. The abrasive removing huge environmental nightmares like recycling systems and high performance dust and silicosis issues. vacuums provide work efficiency, while humidity controlled air helps prevent oxidation and flash As further research has been done, water can now rusting of the steel between the blasting and be used for more and more applications – such as coating processes. cutting steel with very small amounts of abrasive injection, removing the need of oxy cutters, plasma The configuration of the rooms can be designed cutters, being able to do projects out on a jobsite around the ship modules to be coated. Ventilation that weren’t possible before. This enables you to systems are designed for end draft or downdraft do work in hazardous locations that would have configurations. previously required a complete plant shutdown Normally, because of the size of the rooms, a and the ability to work in gaseous atmospheres separate structure is required for the booth roof where previously it wasn’t safe to go. -
Mop Bucket Vs Micromatic
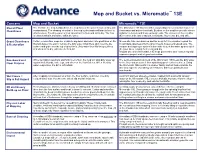
™ Mop and Bucket vs. Micromatic 13E Concern Mop and Bucket Micromatic™ 13E Overall Floor The first time the mop is dipped into the mop bucket, the water becomes dirty and The Micromatic 13E floor scrubber always dispenses a solution mixture of Cleanliness contaminated. The cleaning chemical in the mop bucket water will start to lose its clean water and active chemicals. Brushes on the scrubber provide intense effectiveness. The dirty water is then spread on the floor and left to dry. The floor agitation to loosen and break up tough soils. The vacuum on the scrubber is left wet with dirt and grime still in the water. then removes the water and dirt, leaving the floor clean, dry, and safe. Grout Cleanliness Cotton or microfiber mops are unable to dig down and reach into grout lines on tile Micromatic 13E uses brushes and the weight of the machine to push the & Restoration floors to loosen the soil or remove the dirty water. Mop fibers skim over the tile brush bristle tips deep into the grout lines to loosen embedded soils. The surface and glide over the top of grout lines. Dirty water then fills the grout lines vacuum and squeegee system is then able to suck the water up and out of and when left to dry, will leave behind dirt. the grout lines, leaving them clean and dry. Regular use of the Micromatic 13E helps prevent the time consuming and expensive project work of grout restoration. Baseboard and While swinging mops back and forth over a floor, the mop will sling dirty water up The semi-enclosed scrub deck of the Micromatic 13E keeps the dirty water Floor Fixtures against baseboards, table legs, and other on the floor fixtures. -

Floor Cleaning Manual
FLOOR CLEANING MANUAL TILED AREAS AQUATIC CENTRES ENVIROFLUID ENVIRONMENTAL FLUID SYSTEMS GPO Box PO1080, BOX Melbourne 1280 VIC 3001 Warrnambool1800 777 580Vic 3280 [email protected] 777 580 www.efsgroup.com.au [email protected] www.envirofluid.com Environmental FluidEnvirofluid Systems 2 Aquatic Centre Floor Cleaning with ActiveEco System Restoring Tiled Areas in Aquatic Centres Equipment required: 1. ActiveEco Restore 2. ActiveEco Rejuvenate 3. ActiveEco Floor Pad 4. Blue floor cleaning pad 5. Variable speed floor scrubber 6. Measuring Jugs 7. Mop and Bucket 8. Suction system eg. Wet Vac or Autoscrubber 9. Hose Deep clean Step 1 (acid step) Equipment: Rotary Scrubber + Blue FM pad Mop bucket, Measuring Jugs Chemical: ActiveEco Restore Method: 1. Prepare area by removing any loose soiling. Only clean an area of a size which can be managed within 30 – 40 minutes. About 50 m2. 2. Prepare a 1:5 Solution of ActiveEco Restore in mop bucket (8 litres water + 2 litres ActiveEco Restore). Apply this solution to the floor area with a mop. Ensure that the entire area is thoroughly wetted. 3. Do not scrub. Allow 15 minutes dwell time. Ensure that the floor does not dry out during this time. 4. Scrub the area using the rotary scrubber fitted with a blue FM pad. Use the slower speed setting if available (aprox 150rpm) 5. Extract the resultant slurry using an autoscrubber, wet vacuum or if possible hose down drain. 6. Thoroughly rinse the area with clean water before proceeding to Step 2. Note: Where deep grout lines and sloping flooring exists, the technician must ensure that the floor area stays wet with solution during the dwell time and when scrubbing. -

Lead Exposure Control
OSHA standard (29 CFR 1926.62) for lead exposure Notes Lead Exposure Control Preparation 1. Read Applicable Background information and related Company Policy Chapter. 2. Make _____ Copies of this Lesson Plan for Personnel 3. Make Transparency, procure transparency pens, etc. 4. Coffee, tea, snacks Material 1. Personal Protective Equipment the emloyee is expected to wear (see page 11) 2. Blasting Equipment the emloyee is expected to use Objective By the end of this session, personnel shall be able to discuss: 1. and Define “Engineering Controls” 2. and give examples of the following Engineering Controls: · Substitution · Isolation · Ventilation 3. Work Practice Controls to include: · Housekeeping · Personal Hygiene Practices · Washing and Eating Facilities 4. The Importance of Periodic Inspection and Maintenance 5. Employee Training Requirements 6. Lead Removal Operation Procedures Background Until the Company performs an employee-exposure assessment and determines the magnitude of the exposures actually occurring during the lead-related activity, the Company must assume that employees performing that task are exposed lead concentrations and the Company is required to provide respiratory protection appropriate to the task's presumed exposure level, protective work clothing and equipment, change areas, hand-washing facilities, training, and the initial medical surveillance prescribed by the OSHA Standard. Lesson Notes Engineering Controls Engineering controls, such as ventilation, and good work practices are the preferred methods of minimizing exposures to airborne lead at the worksite. The engineering control methods that can be used to reduce or eliminate lead exposures can be grouped into three main categories: (1) substitution, (2) isolation, and (3) ventilation. Engineering controls are the first line of defense in protecting workers from hazardous exposures. -

Evaluation of Wet Blast Cleaning Units
Evaluation of Wet Blast Cleaning Units by Itis universally acknowledged that dry blasting cannot remove tight millscale, tight ~~~~~~d R. Appleman abrasive blasting is the most efficient and rust, and paint, and while some power tools are Senior Editor economical technique for cleaning structural available for the removal of tight residues, they and steel for painting in industrial applications. The are less eficient than blast cleaning. Other new Joseph A. Bruno, Jr. abrasive blasting unit delivers to the surface a techniques have been described, but have not Technical Editor high velocity stream of hard, angular abrasive, yet proven practical for large scale production which has the ability to rapidly remove existing cleaning of steel. paints, rust, and millscale to roughen the base Wet abrasive blasting offers the potential metal for improved adhesion. The equipment to reduce or eliminate many of the problems and techniques for dry blasting have become associated with dry blasting and at the same fairly well standardized and provide a high time offers relatively high production rates degree of reliability. and cleaning efficiency. Dry blasting has been restricted in recent There are several generic types of wet years because of health hazards from silica dust blasting equipment with large variabilities in inhalation; air quality concerns with visibility, operating parameters, reliability, cleaning rates suspended particulates, and fugitive or nuisance and effectiveness, cost, safety, and user satis- dust; and dust contamination of machinery or faction. This article describes the results of equipment. There has also been concern about field evaluations of several different types and the disposition of the spent abrasive, which may manufacturers of equipment for wet blasting. -
ACHIEVING EFFICIENCY in ABRASIVE BLAST CLEANING a JPCL Ebook Jpclpaintsquare.COM I
ACHIEVING EFFICIENCY IN ABRASIVE BLAST CLEANING A JPCL eBook jpclPAINTSQUARE.COM i Achieving Efficiency in Abrasive Blast Cleaning A JPCL eBook Copyright 2012 by Technology Publishing Company 2100 Wharton Street, Suite 310 Pittsburgh, PA 15203 All Rights Reserved This eBook may not be copied or redistributed without the written permission of the publisher. SPONSORED BY Contents ii Contents iv Introduction Improving Blasting Productivity by Optimizing Operation Parameters 1 by Han-Jin Bae et al. Maintenance Tips: Abrasive Blasting: Achieving Efficiency and Profitability 9 by Patti Roman Applicator Training Bulletin: Controlling Quality During Abrasive Blasting 13 by Sara Kennedy Equipment Maintenance: Taking Care of Abrasive Blasting Equipment 17 by Patti Roman Problem Solving Forum: On the Cleanliness of Compressed Air for 21Abrasive Blasting by Patti Roman Equipment Maintenance: The Importance of Air Compressor Maintenance 23 by John Placke Maintenance Tips: Fishing for the Best Abrasive 27 by David Dorrow Maintenance Tips: Abrasive Selection Requires Evaluation of Needs, 29 Cost, and Productivity by Lori Huffman Peak Performance from Abrasives 32 by Hugh Roper, Ray Weaver, and Joe Brandon Problem Solving Forum: Checking Abrasives in the Field 40 by multiple authors Cover photo courtesy of CDC/NIOSH Introduction iv Introduction This eBook consists of articles from the Journal of Protective Coatings & Linings (JPCL) on abrasive blasting, and is designed to provide general guidance on the efficiency of abrasive blasting and maintenance of the associated equipment. iStockphoto Blasting Productivity 1 By Han-Jin Bae, Jae-Jin Baek, Chae- Suk Lee, Chil-Seok Shin, Byung-Hun Lee, Sang-Ryong Shin, Kwang-KI Baek, Hyundai lndustrlal Research Institute, and Ki-Soo Kim, Block Painting Dept., Improving Blasting Productivity Hyundal Heavy Industries Co. -

Abrasive Blasting Environmental Requirements
NASSCO Environmental Instruction #1: Environmental Requirements for Abrasive Blasting Abrasive blasting operations are very closely regulated by the San Diego Air Pollution Control District. Since these operations are subject to strict local and federal laws, all abrasive blasting activities conducted at NASSCO are required to be carefully controlled at all times to ensure compliance. For questions about these or any other NASSCO environmental requirements, call 619-544-7506. Before You Begin NASSCO Approval Your company may not perform abrasive blasting at any NASSCO facility without first applying for and obtaining approval from the Environmental Engineering Department to conduct this activity. Separate approval must be obtained for each abrasive blasting job conducted (one per ship or location). To apply for approval, a completed and signed copy of “NASSCO Environmental Form #1: Request for Authorization to Perform Abrasive Blasting at NASSCO Facility” to the NASSCO Environmental Engineering Department at [email protected] or fax to 619-744-1088. You may not begin abrasive blasting until approval has been received from the Environmental Engineering Department. Permits Most abrasive blasting operations require an air pollution control permit. The San Diego Air Pollution Control District (SDAPCD) is the permitting agency for stationary and portable abrasive blasting operations operated solely within San Diego County. Alternatively, portable abrasive blasting operations can be registered with the California Air Resource Control Board (CARB) portable equipment registration program, which authorizes statewide operation of the equipment. Your company is responsible for obtaining and maintaining the appropriate permit or registration for your abrasive blasting, as required. For more information about San Diego County’s permitting program, contact SDAPCD at 858-586-2600, or visit www.sdapcd.org. -

The Power of Prep Surface
22 D+D DECEMBER 2014 Q+ Got a concrete problem? Concrete A Ask the experts: [email protected]. By Fred Goodwin, FICRI, FACI, BASF Construction Chemicals he success or failure of any concrete coating or repair application is likely to be determined before the first drop of product ever touches the The Power of Prep surface. Surface preparation of con- Proper surface preparation on concrete means T crete is probably the most important consideration for successful coating and the difference between coating success and failure. repair material application. The Society for Protective Coatings’ ations. However, SSPC SP-13 states “An ac- scarifying, flame blasting, shotblasting, and standard SSPC SP-13/NACE No. 6 Surface ceptable prepared concrete surface should the use of surface retarders. ICRI 310.2 Preparation of Concrete defines surface be free of contaminants, laitance, loosely ad- Selecting and Specifying Concrete Surface preparation as: “The method or combina- hering concrete, and dust, and should pro- Preparation for Sealers, Coatings, Polymer tion of methods used to clean a concrete vide a sound, uniform substrate suitable for Overlays, and Concrete Repair discusses surface, remove loose and weak materials the application of protective coating or lining each method. and contaminants, repair the surface, and systems.” Whatever the method, the goal is an roughen the surface to promote adhesion.” Common concrete surface preparation acceptably prepared concrete surface. Let’s methods include abrasive blasting, acid take -

Surface Preparation Repair
Technical guideline Surface preparation Maintenance and repair Cleanliness requirements Introduction • Low salt level. High salt contamination can result in paint blisters and promote corrosion. This guideline presents a survey of key elements relevant for • No oil and grease. Oil and grease can cause delamination/ surface preparation during repair and maintenance. The flaking of the paint layer applied. guideline is not intended to give a complete description of all • Free of dust. Dust can result in loss of adhesion. surface preparation methods used in the industry. For more • Free of rust or other corrosion products. Rust gives poor detailed information, consult the actual standards behind the adhesion and can result in blistering. described methods whenever these are available. • Free of mill scale: Mill scale can cause galvanic corrosion and poor adhesion. Maintenance and repair work is characterised by the following: • The substrate has previously been painted and old paint must be removed partly or in full. Roughness profile • Often access is hampered by other on-going site activities, The purpose of the roughness profile is to secure an anchor environmental restrictions as well as restraints in relation to profile for optimal adhesion of the new paint. This requires that time and climate. the surface has an adequate roughness where previous paint has been removed and that any remaining paint has the adequate adhesion. Content The roughness profile is rated according to the Grit comparator or the Shot comparator as defined in the requirements of the The guideline covers these topics: paint specification. Please find more information on roughness in ISO 8503-2:2000. -

UHP WATERJETTING – the OLDEST - NEW METHOD for SURFACE PREPARATION Brady Deroche, Innovative Surface Prep Gray, Louisiana
UHP WATERJETTING – THE OLDEST - NEW METHOD FOR SURFACE PREPARATION Brady DeRoche, Innovative Surface Prep Gray, Louisiana ABSTRACT With the growing concerns over change in Federal regulations, and the increase in waste disposal costs, the oil and gas maintenance industry is in need of an alternative solution to fit these specifications. They are in need of an innovative tactic that is controlled, safe, predictable, and most importantly, able to provide an ultra-clean surface that meets the set industry performance standards. Little do most people know, this solution we are all looking for was created in the early 1800s, and used by coal miners as a method to remove loose debris and coal. This solution is the use of water pressure to remove contaminants and various materials. The method has evolved since the early 1800s to now use ultra-high-pressure water to effectively remove coatings and contaminants from surfaces. The process is now known as UHP Waterjetting. In 1994, the US Navy embraced this method as a means to reduce waste streams, and provide a solution to ships breaking up at sea because of corrosion. Surface preparation techniques have evolved with the acceptance of UHP waterjetting (UHP WJ). The new technique has proven to provide benefits in not only workflow, but also in the overall project’s pocketbook as well. With quality requirements rising and budgets for maintenance activities decreasing, UHP WJ has become the ideal surface preparation solution. With abrasive users still hesitant to make the change to water, this paper aims to provide you with a wealth of knowledge surrounding the topic and more details on one popular method of utilizing this solution, remote controlled robotics. -

T380AMR Deployment Process and Training Report
Tennant Deployment and Training Checklist Tennant Autonomous T380AMR 1. Client/site name and store number: Click or tap here to enter text. 2. Dates of installation and training: Click or tap to enter a date. 3. Site location: Click or tap here to enter text. 4. Point of contact email and phone (Store Manager, 3rd shift Asst. Mgr., Maintenance Supervisor): Receive Weekly Name Title Email Phone Summary Y/N 5. Tennant Deployment Team: Click or tap here to enter text. Click or tap here to enter text. 6. Machine Serial Number: Click or tap here to enter text. Unpacking -Confirm shipment of scrubber, off-board charger, and packet of home markers. Verify storage location -Verify charging and storage location has adequate ventilation and power outlet -Confirm or determine permanent home location(s) with site supervisors 1 Rev. 8/2020 ©2020 The Tennant Company. All rights reserved. Robot Operator Training Process This document outlines the proper deployment and training for each operator of a T380AMR scrubber. A Tennant trainer will instruct trainers and operators regarding the subject matter of each point below. After completing each of the listed points, the manager/supervisor will check off the box, confirming that the operator has received that instruction. The operator will then review the document in its entirety and only sign after confirming its truth and accuracy. The Tennant trainer will then sign confirming the completion of the form as described. Installation, setup, and inspection of machine components -Attach squeegees, pads or brushes, add water for ec-H20 Nanoclean or cleaning solution -Inspect hoses for blockages -Test connectivity (ROC Icon is illuminated) -Test small section of floor space in manual mode -Go over site preparation techniques to perform prior to scrubbing (pre-sweep, check for obstacles) 7. -

Model: MC32036QP MC32036CE 320 Floor Scrubber Traction Driven
320 Model: MC32036QP Floor Scrubber MC32036CE Traction Driven OPERATION SERVICE PARTS CARE Revised 9/05 TABLE OF CONTENTS Page Safety Instructions 1 Electrical Requirements 2 Control Panel Identification 3 Squeegee Adjustments 4 Operating Instructions 5 Maintenance of Machine 6 & 7 Main Polyethylene Components 8 & 9 Recovery Tank 10 Solution Tank 11 Drive Assemblies 12 &13 Main Frame 14 & 15 Console Assembly 16 & 17 Scrubhead Assembly 18 Squeegee Mechanism Assembly 19 Squeegee Assembly Complete 20 Wiring Diagram Standard Model 21 Wiring Diagram CE Model 22 IMPORTANT SAFETY INSTRUCTIONS CAUTION Operators must read and understand this manual before operating or maintaining this equipment. • Keep hands and feet clear of moving parts while machine is in operation. • All switches must be in the “OFF” position when charging batteries. • Electrical motors and components can cause an explosion when operated near explosive materials or vapors. Do not operate this machine near flammable materials such as solvents, thinners, fuels, grain dusts, etc. • Make sure all switches are turned “OFF” and battery connections are removed before performing any maintenance procedures. • Store or park this machine on a level surface only. • These machines are designed for level floor operation only. DO NOT OPERATE on ramps or inclines. • Battery acid can cause burns. When working on or around batteries, wear protective clothing and safety glasses. Remove metal jewelry. Do not lay tools or metal objects on top of batteries. • This machine is not suitable for picking up hazardous dust. • Charging batteries generates explosive gases. DO NOT CHARGE BATTERIES WHEN OPEN FLAMES OR SPARKS ARE PRESENT. DO NOT SMOKE. Make sure the charger is turned off before disconnecting it from the batteries.