Epilog's Fiber Laser Guidebook to Industrial Etching & Marking Table of Contents
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Solid State Laser
SOLID STATE LASER Edited by Amin H. Al-Khursan Solid State Laser Edited by Amin H. Al-Khursan Published by InTech Janeza Trdine 9, 51000 Rijeka, Croatia Copyright © 2012 InTech All chapters are Open Access distributed under the Creative Commons Attribution 3.0 license, which allows users to download, copy and build upon published articles even for commercial purposes, as long as the author and publisher are properly credited, which ensures maximum dissemination and a wider impact of our publications. After this work has been published by InTech, authors have the right to republish it, in whole or part, in any publication of which they are the author, and to make other personal use of the work. Any republication, referencing or personal use of the work must explicitly identify the original source. As for readers, this license allows users to download, copy and build upon published chapters even for commercial purposes, as long as the author and publisher are properly credited, which ensures maximum dissemination and a wider impact of our publications. Notice Statements and opinions expressed in the chapters are these of the individual contributors and not necessarily those of the editors or publisher. No responsibility is accepted for the accuracy of information contained in the published chapters. The publisher assumes no responsibility for any damage or injury to persons or property arising out of the use of any materials, instructions, methods or ideas contained in the book. Publishing Process Manager Iva Simcic Technical Editor Teodora Smiljanic Cover Designer InTech Design Team First published February, 2012 Printed in Croatia A free online edition of this book is available at www.intechopen.com Additional hard copies can be obtained from [email protected] Solid State Laser, Edited by Amin H. -

Main Types of Lasers Used for Manufacturing- Key Properties and Key Applications
Main Types of Lasers Used for Manufacturing- Key Properties and Key Applications Tom Kugler Fiber Systems Mgr. Laser Mechanisms, Inc. www.lasermech.com LME 2011 Topics • Laser Output Wavelengths • Laser Average Power • Laser Output Waveforms (Pulsing) • Laser Peak Power • Laser Beam Quality (Focusability) • Key Properties • Key Applications • Beam Delivery Styles 2 Tom Kugler- Laser Mechanisms Compared to standard light sources… • Laser Light is Collimated- the light rays are parallel to and diverge very slowly- they stay concentrated over long distances- that is a “laser beam” • Laser Light has high Power Density- parallel laser light has a power density in watts/cm2 that is over 1000 times that of ordinary incandescent light • Laser Light is Monochromatic- one color (wavelength) so optics are simplified and perform better • Laser light is highly Focusable- low divergence, small diameter beams, and monochromatic light mean the laser can be focused to a small focal point producing power densities at focus 1,000,000,000 times more than ordinary light. 3 Tom Kugler- Laser Mechanisms Laser Light • 100W of laser light focused to a diameter of 100um produces a power density of 1,270,000 Watts per square centimeter! 4 Tom Kugler- Laser Mechanisms Examples of Laser Types • Gas Lasers: Electrical Discharge in a Gas Mixture Excites Laser Action: – Carbon Dioxide (CO2) – Excimer (XeCl, KrF, ArF, XeF) • Light Pumped Solid State Lasers: Light from Lamps or Diodes Excites Ions in a Host Crystal or Glass: – Nd:YAG (Neodymium doped Yttrium Aluminum -

High Power Ultrafast Yb:Fiber Laser a Thesis Presented by Xinlong Li To
High Power Ultrafast Yb:fiber Laser A Thesis presented by Xinlong Li to The Graduate School in Partial Fulfillment of the Requirements for the Degree of Master of Science in Instrumentation (Physics) Stony Brook University August 2015 Stony Brook University The Graduate School Xinlong Li We, the thesis committe for the above candidate for the Master of Science degree, hereby recommend acceptance of this thesis Thomas K.Allison - Thesis Advisor Assistant Professor, Department of Physics and Astronomy, Department of Chemistry Eden Figueroa - Committee Member Assistant Professor, Department of Physics and Astronomy Matthew Dawber - Committee Member Associate Professor, Department of Physics and Astronomy Meigan C. Aronson - Committee Member Professor, Department of Physics and Astronomy This thesis is accepted by the Graduate School Charles Taber Dean of the Graduate School ii Abstract of the Thesis High Power Ultrafast Yb:fiber Laser by Xinlong Li Master of Science in Instrumentation (Physics) Stony Brook University 2015 High power ultrafast laser pulses have broad applications in many fields such as mi- cromachining, real time imaging of ultrafast process, and frequency-comb-based precision spectroscopy, enabling large numbers of breakthroughs in science and technology. They even open the door to the attosecond (10−18 s) world via high harmonic generation thus gaining the insight into a wide range of electron dynamics. In this thesis, I present a linearly amplified Yb:fiber laser with 55 W average output power and 150 fs pulse duration. This laser is used for cavity-enhanced high harmonic generation to produce high-repetition-rate (78 MHz) extreme ultraviolet (XUV) femtosecond pulses. iii Contents List of Figures v List of Tables viii Acknowledgement ix 1 Introduction 1 1.1 Mode-Locking . -

Tutorial: Fiber-Coupled Laser Diode Basics
Tutorial: fiber-coupled laser diode basics Fiber coupled laser diodes: this tutorial provides an overview of the technical properties of fiber- coupled laser diodes. The various laser diode families such as DFB laser diodes or multi-emitter high power laser diodes will be described in this tutorial. I. Introduction Laser diodes are everywhere today. They are the simplest element to convert electrical power into laser power. Laser diodes are based on several semiconductor assembled materials (GaAs, InP or other more complex structures like GaN). Singlemode laser diodes are low power laser diodes (typically <1W) whereas multimode laser diodes are much higher power devices (typically >10 W up to several kW). II. Optical fibers: Two types of active fibers are commonly used to couple the light coming in from a laser diode: • Single mode fibers have a core of typically a few µm (for example ~6 µm around a wavelength of 1 µm, and 9 µm around a wavelength of 1.5 µm) • Multimode fibers are larger diameter fibers that can handle a much higher level of optical power. Standard versions have typically 62, 100, 200, 400, 800, or even > 1000 µm core diameter. For example, the smaller the diameter, the easier it is to focus to a small spot the light coming from the fiber with a lens or a microscope objective. Figure 1: Principle of a single mode or multi-mode fiber. The fiber core is much larger when considering a multimode fiber. • Polarization Maintaining fibers: Singlemode laser diode can be either standard (SMF) or Polarization maintaining (PM). In the latter, the optical fiber has a special clad structure which allows the maintenance of the polarization of light all along the fiber length. -

Ixblue Presentation at Advanced Fiber Laser
Advanced – State of the Art – Fiber solutions and LiNbO3 Modulators and pulse generators for Fiber Lasers Dr Shuo ZHANG iXblue Photonics [email protected] High-Technology Independent Company 750+ employees 80% export 140+ M€ turnover Founded in 2000 iXblue in France Lannion Saint-Germain-en-Laye 8 industrial Specialty Fibers Navigation sites Navigation Headquarters Besançon 100% of R&D Integrated optics Brest Bonneuil- and production Underwater Acoustic sur-Marne Positioning Motion Systems as well as Acoustic Labcom 90% of suppliers located in France St Etienne Bordeaux Hardened optical fibers Labcom Cold Atoms Labcom Joint Research Laboratories La Ciotat Sonars Sea Operations Shipyard 1- AFL Topic 1: Fiber and Fiber based devices - Fiber and Fiber based devices offer for the laser world - Key Electro-optic modulation solutions for the laser world 2- AFL Topic 2: High power fiber laser - The laser seeder for the high Energy Industrial Lasers - Pump seeder source for Petawatt lasers based on OPCPA - The laser seeder for scientific High Energy Density Lasers TABLE OF - The diagnosis fibers for scientific High Energy Density Lasers 3- AFL Topic 3: Ultrafast fiber laser and nonlinear fiber optics CONTENT - Femtoscond Fiber Lasers and fibers solutions 4- AFL Topic 5: Beam combination of fiber lasers - The right electro-optical modulator for Coherent Beam Combining (CBC) lasers - The electro-optical modulators offer for Spectral Beam Combining (SBC) lasers 4- AFL Topic 6: Fiber laser application - 2 µm Fibre lasers for medical and defense -

Diode-Pumped Solid-State Q-Switched Laser with Rhenium Diselenide As Saturable Absorber
applied sciences Article Diode-Pumped Solid-State Q-Switched Laser with Rhenium Diselenide as Saturable Absorber Chun Li 1,2,3 , Yuxin Leng 2,* and Jinjin Huo 4 1 School of Physics Science and Engineering, Tongji University, Shanghai 200092, China; [email protected] 2 State Key Laboratory of High Field Laser Physics, Shanghai Institute of Optics and Fine Mechanics, Chinese Academy of Sciences, Shanghai 201800, China 3 University of Chinese Academy of Sciences, Beijing 100049, China 4 Jingjiang Photoelectric Technology Co. Ltd., Jinan 250000, China; [email protected] * Correspondence: [email protected] Received: 7 August 2018; Accepted: 20 September 2018; Published: 28 September 2018 Abstract: We report a solid-state passively Q-switched Nd:YVO4 laser adopting rhenium diselenide (ReSe2) as saturable absorber (SA) materials. ReSe2 belongs to a type of transition metal dichalcogenides (TMDs) materials and it has the weak-layered dependent feature beneficial for the preparation of few-layer materials. The few-layer ReSe2 was prepared by ultrasonic exfoliation method. Using a power-dependent transmission experiment, its modulation depth and saturation intensity were measured to be 1.89% and 2 6.37 MW/cm . Pumped by diode laser and based on few-layer ReSe2 SA, the Q-switched Nd:YVO4 laser obtained the shortest Q-switched pulse width of 682 ns with the highest repetition rate of 84.16 kHz. The maximum average output power was 125 mW with the slope efficiency of 17.27%. Our experiment, to the best of our knowledge, is the first demonstration that used ReSe2 as SA materials in an all-solid-state laser. -

Introduction to IPG Photonics
INVESTOR GUIDEBOOK James Hillier Vice President of Investor Relations © 2019 IPG Photonics TABLE OF CONTENTS Mission and Strategy 4 Company Overview 7 Laser 101 11 IPG Fiber Laser Technology and its Advantages 15 Vertical Integration Strategy 22 Applications and Products 28 Markets Served 31 Metal Cutting 33 Metal Joining (Welding and Brazing) 35 Laser Systems 38 Additive 39 New Markets (Ultrafast, Green, Ultraviolet, Cinema, Medical) 40 Communications 42 Global Presence 43 Key Financial Metrics 33 Customers 49 Company History 50 ESG (Environmental, Social and Governance) 53 Management Team and Board of Directors 59 © 2019 IPG Photonics 2 Safe Harbor Statement The statements in this guidebook that relate to future plans, market forecasts, events or performance are forward- looking statements. These statements involve risks and uncertainties, including, risks associated with the strength or weakness of the business conditions in industries and geographic markets that IPG serves, particularly the effect of downturns in the markets IPG serves; uncertainties and adverse changes in the general economic conditions of markets; IPG's ability to penetrate new applications for fiber lasers and increase market share; the rate of acceptance and penetration of IPG's products; inability to manage risks associated with international customers and operations; foreign currency fluctuations; high levels of fixed costs from IPG's vertical integration; the appropriateness of IPG's manufacturing capacity for the level of demand; competitive factors, including declining average selling prices; the effect of acquisitions and investments; inventory write-downs; intellectual property infringement claims and litigation; interruption in supply of key components; manufacturing risks; government regulations and trade sanctions; and other risks identified in the Company's SEC filings. -

Faraday Rotation of Dy2o3, Cef3 and Y3fe5o12 at the Mid-Infrared Wavelengths
materials Article Faraday Rotation of Dy2O3, CeF3 and Y3Fe5O12 at the Mid-Infrared Wavelengths David Vojna 1,2,* , OndˇrejSlezák 1 , Ryo Yasuhara 3 , Hiroaki Furuse 4 , Antonio Lucianetti 1 and Tomáš Mocek 1 1 HiLASE Centre, FZU–Institute of Physics of the Czech Academy of Sciences, Za Radnicí 828, 252 41 Dolní Bˇrežany, Czech Republic; [email protected] (O.S.); [email protected] (A.L.); [email protected] (T.M.) 2 Department of Physical Electronics, Faculty of Nuclear Sciences and Physical Engineering, Czech Technical University in Prague, Bˇrehová7, 115 19 Prague, Czech Republic 3 National Institute for Fusion Science, National Institutes of Natural Sciences, 322-6, Oroshi-cho, Toki, Gifu 509-5292, Japan; [email protected] 4 Kitami Institute of Technology, 165 Koen-cho, Kitami, Hokkaido 090-8507, Japan; [email protected] * Correspondence: [email protected] Received: 5 October 2020; Accepted: 23 November 2020; Published: 24 November 2020 Abstract: The relatively narrow choice of magneto-active materials that could be used to construct Faraday devices (such as rotators or isolators) for the mid-infrared wavelengths arguably represents a pressing issue that is currently limiting the development of the mid-infrared lasers. Furthermore, the knowledge of the magneto-optical properties of the yet-reported mid-infrared magneto-active materials is usually restricted to a single wavelength only. To address this issue, we have dedicated this work to a comprehensive investigation of the magneto-optical properties of both the emerging (Dy2O3 ceramics and CeF3 crystal) and established (Y3Fe5O12 crystal) mid-infrared magneto-active materials. A broadband radiation source was used in a combination with an advanced polarization-stepping method, enabling an in-depth analysis of the wavelength dependence of the investigated materials’ Faraday rotation. -
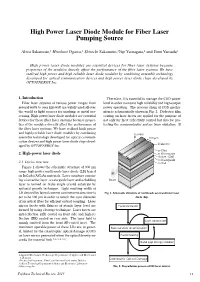
High Power Laser Diode Module for Fiber Laser Pumping Source
High Power Laser Diode Module for Fiber Laser Pumping Source Akira Sakamoto,1 Hirokuni Ogawa,2 Shinichi Sakamoto,3Yuji Yamagata,4 and Yumi Yamada4 High power laser diode modules are essential devices for fiber laser systems because properties of the modules directly affect the performance of the fiber laser systems. We have realized high power and high reliable laser diode modules by combining assemble technology developed for optical communication devices and high power laser diode chips developed by OPTOENERGY Inc. 1. Introduction Therefore, it is essential to manage the COD power Fiber laser systems of various power ranges from level in order to ensure high reliability and high output several watts to over kilo-watt are widely used all over power operation. The process chain of COD mecha- the world as light sources for marking or metal pro- nism is schematically shown in Fig. 2. Dielectric film cessing. High power laser diode modules are essential coating on laser facets are applied for the purpose of devices for these fiber laser systems because proper- not only for facet reflectivity control but also for pro- ties of the modules directly affect the performance of tecting the semiconductor surface from oxidation. If the fiber laser systems. We have realized high power and highly-reliable laser diode modules by combining Current assemble technology developed for optical communi- 100 µm cation devices and high power laser diode chips devel- Dielectric oped by OPTOENERGY Inc. p-Clad 2. High-power laser diode p-Waveguide Active (QW) n-Waveguide 2.1 Device structure n-clad Figure 1 shows the schematic structure of 900 nm range high power multi mode laser diode (LD) based on InGaAs/AlGaAs materials. -

Stability Analysis of Mode Locked Figure-Eight Fiber Laser
416 Progress In Electromagnetics Research Symposium 2005, Hangzhou, China, August 22-26 Stability Analysis of Mode Locked Figure-eight Fiber Laser M. K. Islam and P. L. Chu City University of Hong Kong, Hongkong Abstract Mode locked fiber laser, as a source of short pulse generation finds applications in telecommunications and optical signal processing where low noise and stable pulse train is the main requirement. It is therefore important to analyze its shot to shot pulse amplitude stability and timing jitter. By introducing a gradual twist in fiber and using a length of normal dispersion EDF to stretch and amplify the pulse, high energy and stable pulse train generated from a figure eight laser has been analyzed. Fluctuations in pulse repetition time and in pulse energy as well as jitter in pulse width occur simultaneously. All these types of noise have been characterized quantitatively by examining the higher harmonics of the RF spectrum. By optimizing the total dispersion and cavity length of the laser, it was found by measurement that a peak to peak stability of 99.2% and a timing jitter of 5.59 psec for 2.31 MHz pulse train was obtained. This is quite remarkable. However, it is observed that the variation of cavity parameters results in increased timing jitter and peak pulse instability. Introduction Generation of ultra short pulses is of great importance for applications in optical signal processing, commu- nications, high-speed electronics, and time resolved study of many physical, chemical and biological processes. However, it is desirable to be able to generate these pulses at an arbitrary repetition rate with high stability. -

The Use of Fiber Lasers for Welding Polymers
THE USE OF FIBER LASERS FOR WELDING POLYMERS Rolf Klein, GENTEX Corporation, Carbondale, PA 18407-0315, USA Anssi Jansson, VTT, Lappeenranta, Finland Saara Kouvo, Lappeenranta University of Technology, Lappeenranta, Finland Tony Hoult, SPI Lasers, Southampton, UK Abstract To allow free choices in coloration and also to be able to weld transparent or opaque plastic material with NIR- One of the recognized procedures for laser welding of lasers TWI Ltd. has, in conjunction with GENTEX thermoplastic materials is transmission laser welding, Corporation, developed the Clearweld® process. In the where the upper plastic part is transparent to the laser light Clearweld® process special organic NIR-absorbers are and the lower part is absorbing. The laser light is absorbed used as additives in coatings or polymers. first to the bottom plastic and the absorbed radiation is In the coating process, two laser transparent materials converted into heat. Heat is transferred to the upper part via will be welded by using a thin absorbing Clearweld® heat conduction, both plastics are melted and the weld is coating at the interface of both materials. The layer is formed. The use of diode- and Nd:YAG-Lasers has created by applying a coating containing the absorber dye become a well-established processing method for joining on the surface of one material. After applying the coating it thermoplastic components in industrial applications. dries rapidly to leave a very thin absorbing layer on the Recently fiber lasers have become a commercially surface. The coating has slight coloration in the visible viable alternative to diode and Nd:YAG lasers. This new range before laser exposure. -

Tutorial: Fiber Laser Basics
Tutorial: fiber laser basics Fiber lasers: this tutorial provides an overview of the technical approaches most commonly used to make a fiber laser. It explains the component choices and various architectures that are generally used for CW or pulsed fiber laser development. I. Fiber lasers principles: A fiber laser is a laser in which the amplifying media is an optical fiber. It is an active module (like an active electronic component in electronics) that needs to be powered and which uses the properties of optical amplification of Rare-Earth ions. The pumping media is generally a fiber-coupled laser diode. Two kinds of architectures can be utilized: • Laser cavity configurations where the light goes in both directions through the fiber amplifying media. • MOPA configurations: (Master Oscillator Power Amplifier) where an oscillating media generates a small “seeder” signal which is amplified through the fiber amplifying media. Figure1: Fiber laser in laser cavity configuration Figure 2: Fiber laser in a MOPA configuration (Master Oscillator Power Amplifier) – single stage version www.AeroDIODE.com II. Key components of fiber lasers: This section explains the various elements shown in Figure1 and Figure 2. It includes some examples of alternative supplier categories and choices. a) Fiber amplifying media As with any laser, a fiber laser uses the principle of stimulated emission. Most fiber lasers are made from a concatenation of fiber-coupled components. The fibers associated with the various components are called “passive fibers”. Passive fibers have no amplification properties. The fibers at the heart of the amplifying media are called “active fibers”. Active fibers are doped with rare-earth elements (like Erbium, Ytterbium or Thulium) which perform the stimulated emission by transforming the laser diode pumping power to the laser power.