UHT Vs ESL Beverages: Advantages, Disadvantages and a Unified Testing Platform
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Pasteurization and Its Discontents: Raw Milk, Risk, and the Reshaping of the Dairy Industry Andrea M
University of Vermont ScholarWorks @ UVM Graduate College Dissertations and Theses Dissertations and Theses 2015 Pasteurization and its discontents: Raw milk, risk, and the reshaping of the dairy industry Andrea M. Suozzo University of Vermont Follow this and additional works at: https://scholarworks.uvm.edu/graddis Part of the Agriculture Commons, Communication Commons, and the Food Science Commons Recommended Citation Suozzo, Andrea M., "Pasteurization and its discontents: Raw milk, risk, and the reshaping of the dairy industry" (2015). Graduate College Dissertations and Theses. 320. https://scholarworks.uvm.edu/graddis/320 This Thesis is brought to you for free and open access by the Dissertations and Theses at ScholarWorks @ UVM. It has been accepted for inclusion in Graduate College Dissertations and Theses by an authorized administrator of ScholarWorks @ UVM. For more information, please contact [email protected]. PASTEURIZATION AND ITS DISCONTENTS: RAW MILK, RISK AND THE RESHAPING OF THE DAIRY INDUSTRY A Thesis Presented By Andrea Suozzo To The Faculty of the Graduate College Of The University of Vermont In Partial Fulfillment of the Requirements for the Degree of Master of Science Specializing in Food Systems January 2015 Defense Date: August 28, 2014 Thesis Examination Committee: Amy Trubek, Ph.D., Advisor Sarah N. Heiss, Ph.D., Advisor David Conner, Ph.D., Chair Cynthia J. Forehand, Ph.D., Dean of the Graduate College ABSTRACT Milk is something many Americans consume every day, whether over cereal, in coffee or in a cup; as yogurt, cream, cheese or butter. The vast majority of that milk is pasteurized, or heated to the point where much of the bacteria in the milk dies. -

Pasteurization Effects on Yield and Physicochemical Parameters Of
a ISSN 0101-2061 (Print) ISSN 1678-457X (Online) Food Science and Technology DOI: https://doi.org/10.1590/fst.13119 Pasteurization effects on yield and physicochemical parameters of cheese in cow and goat milk Dahmane TADJINE1, Sofiane BOUDALIA2,3* , Aissam BOUSBIA2,3, Rassim KHELIFA4, Lamia MEBIROUK BOUDECHICHE1, Aicha TADJINE5, Mabrouk CHEMMAM2,3 Abstract Cheese production is one of the most common forms of valorization of dairy production, adding value and preserving milk. Various types of cheese produced from raw and pasteurized milk are known worldwide. In the present work, we are interested in studying the effect of the type of milk (raw and pasteurized) of two species (cow and goat) on the yield and physicochemical characteristics of the fresh cheese. In the northeastern Algeria, on 5 cow farms and 3 goat farms; 5 raw and 5 pasteurized milk cheese manufacturing trials were conducted. The analysis of the results of the 80 samples of milk and cheese of both cow and goat species showed that the latter contained significantly more fat and protein than cow’s milk and that pasteurized milk contained more protein than raw milk. As a result, actual cheese yield of goat cheese was higher than that of cows in pasteurized and raw milk. For higher yield, our result supported the use of pasteurized milk as a raw material in the manufacture of farmhouse cheese. Keywords: cheese yield; manufacturing; pasteurized; raw milk; livestock. Practical Application: For cheese-making under small scale using milk from cow or goat: pasteurization can increase actual cheese yield. 1 Introduction In Algeria, as in all regions of the world, consumption of have been attributed to several indigenous microbiota, such dairy products like cheeses is an old tradition linked to livestock as Lactococcus spp., Lactobacillus spp., Leuconostoc spp., and farming, since dairy products are made using ancient artisanal Enterococcus spp. -

Microbiological Safety of Cheese Made from Heat-Treated Milk, Part I
441 Journal of Food Protection, Vol. 53, No. 5, Pages 441-452 (May 1990) Copyright© International Association of Milk, Food and Environmental Sanitarians Microbiological Safety of Cheese Made from Heat-Treated Milk, Part I. Executive Summary, Introduction and History ERIC A. JOHNSON1, JOHN H. NELSON1*, and MARK JOHNSON2 Food Research Institute and the Walter V. Price Cheese Research Institute, University of Wisconsin, Madison, Wisconsin 53706 Downloaded from http://meridian.allenpress.com/jfp/article-pdf/53/5/441/1660707/0362-028x-53_5_441.pdf by guest on 30 September 2021 (Received for publication August 2, 1989) ABSTRACT four decades, the United States cheese industry produced over 100 billion pounds of natural cheese (not including Research on pasteurization of milk for cheesemaking was cottage and related varieties). The most frequent causative begun in the late 1800's. Early equipment was crude and control factor in U.S. and Canadian cheese-related outbreaks was devices non-existent. Consequently, early pasteurization proc post-pasteurization contamination. Faulty pasteurization esses were not well verified. Commercial application was slow, equipment or procedures were implicated in one outbreak except in New Zealand, where almost the entire cheese industry converted to pasteurization in the 1920's. In the United States, each in the U.S. and Canada. Use of raw milk was a factor debate on the merits of pasteurization continued for years. Demand in one outbreak in each country. Inadequate time-tempera for cheese during World War II and foodborne disease outbreaks ture combinations used for milk heat treatment were not caused by cheese stimulated promulgation of government stan implicated. -

For Several Commercial Pasteurization and Sterilization Processes: Overview, Uses, and Restrictions
R&D AND PRODUCTION RETORTS SPECIALISTS (33 to 175 L) www.terrafoodtech.com Heat Process Values F (2nd Ed.) for several Commercial Pasteurization and Sterilization Processes: Overview, Uses, and Restrictions Janwillem Rouweler - [email protected]; June 12, 2015 Which heat process value F should a particular food receive to make it safe and shelf stable? 10 * Section 1 lists reported sterilization values F0 = F 121.1 (= F zero) for commercial food preservation processes of all types of food products, for several package sizes and types. * Section2 contains reported pasteurization values F, or P, of a great variety of foods. The required storage conditions of the pasteurized foods, either at ambient temperature, or refrigerated (4-7 °C), are indicated. * Section 3 shows a decision scheme: should a particular food be pasteurized or sterilized? This depends on the intended storage temperature (refrigerated or ambient) after heating, the required shelf life (7 days to 4 years), the food pH (high acid, acid, or low acid), the food - water activity aW, and on the presence of preservatives such as nitrite NO2 (E250) miXed with salt NaCl, or nisin. * In Section 4, two worked eXamples are presented on how to use an F value when calculating the actual sterilization time Pt: - C.R. Stumbo’s (1973) calculation method has been manually applied, verified by computer program STUMBO.eXe, to find the sterilization time and the thiamine retention of bottled liquid milk in a rotating steam retort; - O.T. Pham’s (1987; 1990) formula method, incorporated in EXcel program “Heat Process calculations according to Pham.xls”, has been used to find the sterilization time and the nutrient retention of canned carrot purée in a still steam retort. -

Federal Regulation of Raw Milk Cheese
FEDERAL REGULATION OF RAW MILK CHEESE Obianuju Nsofor PhD Dairy and Egg Branch Office of Food Safety Food and Drug Administration Background ¡ Safety of raw milk cheeses is a public health concern. ¡ The presence of pathogens in dairy products is an indicator of poor sanitation, temperature abuse, inadequate pasteurization, fermentation failure, or obtaining milk from sick animals. ¡ Raw milk has been shown to be a major source of foodborne pathogens from prevalence studies. Background cont. ¡ Consumption of contaminated raw milk products has led to several foodborne outbreaks including brucellosis, salmonellosis, listeriosis, HUS associated with E. coli 0157:H7, staph. enterotoxin poisoning etc. ¡ Between 1941 to 1944, there were outbreaks of illnesses due to the consumption of cheeses made from raw milk. ¡ By 1946, there were scientific reports indicating the survival of pathogenic bacteria in raw milk cheeses. Background cont. ¡ FDA in 1949 promulgated standards for cheese as a response to numerous foodborne outbreaks due to consumption of improperly heat treated or raw milk cheeses. ¡ In the 1960’s more challenge studies were carried out to investigate the survival of pathogens after the 60-day aging period. Regulation /Policy ¡ In 1987, FDA prohibited interstate sale or distribution of non-pasteurized dairy products to consumers. ¡ Current Federal Regulations (21 CFR 1240.61) require: l “mandatory pasteurization for all milk and milk products in final package form intended for direct human consumption” Regulation /Policy cont. Exception: ¡ Cheeses identified by standards at 21 CFR 133 et seq. may be made from raw milk. They typically have to be aged for a defined time period in order to control microbial pathogens. -

Pasteurization of Market Milk in the Glass Enameled Tank and in the Bottle T.H
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Public Research Access Institutional Repository and Information Exchange South Dakota State University Open PRAIRIE: Open Public Research Access Institutional Repository and Information Exchange South Dakota State University Agricultural Bulletins Experiment Station 6-1-1923 Pasteurization of Market Milk in the Glass Enameled Tank and in the Bottle T.H. Wright Follow this and additional works at: http://openprairie.sdstate.edu/agexperimentsta_bulletins Recommended Citation Wright, T.H., "Pasteurization of Market Milk in the Glass Enameled Tank and in the Bottle" (1923). Bulletins. Paper 203. http://openprairie.sdstate.edu/agexperimentsta_bulletins/203 This Bulletin is brought to you for free and open access by the South Dakota State University Agricultural Experiment Station at Open PRAIRIE: Open Public Research Access Institutional Repository and Information Exchange. It has been accepted for inclusion in Bulletins by an authorized administrator of Open PRAIRIE: Open Public Research Access Institutional Repository and Information Exchange. For more information, please contact [email protected]. Bulletin No. 203 June, 1923 PASTEURIZATIO N OF MARKET MILK IN THE GLASS ENAMELED TANK AND IN-THE-BOTTLE Dairy Husbandry Department AGRICULTURAL EXPERIMENT STATION SOUTH DAKOTA STATE COLLEGE OF AGRICULTURE AND MECHANIC ARTS Brookings, South Dakota GOVERNING BOARD Honorable T. W. D'Yight, president ..............Sioux Falls Honorable_ August Frieberg, vice-president ........Beresford Honorable J. 0. Johnson .......................Watertown Honorable Robert Dailey ............·............ Flandreau Honorable Alvin Waggoner ......................' ...Philip STATION STAFF Robert Dailey ............................Regent Member T. W. Dwight ............................Regent Member Willis E. Johnson ..·.................. President of College . C. Larsen ............................Dean of Agriculture James W. -
Vacuum Pasteurization of Cream for Butter
STATION BULLETIN 368 JANUARY 1940 Vacuum Pasteurization of Cream for Butter By G. H. WILSTER II Oregon State System of Higher Education Agricultural Experiment Station Oregon State College Corvallis TABLE OF CONTENTS Page Summary 6 Vactnim Pasteurization of Cream for Butter 9 History of Pasteurization 10 Effect of Pasteurization on the Number of Bacteria, Yeasts, Molds and Enzymes in Cream 11 History and Development of Pasteurization and Vacreation in New Zealand13 Feed and Weed Flavors in Milk, Cream, and Butter 14 Introduction of Vacreation in the United States 16 The Treatment of Cream by Vacreation 16 Method of Conducting the Investigational Work 18 Results Obtained from the Investigational Work 20 Scores of the Fresh Butter (Weekly Scorings) 21 Scores by the Federal Butter Grader at Portland 24 Scores of the Butter after Holding it for One Month 27 Scores of the Butter after Storing it for Four Months 29 Influence of Pasteurization on the Bacteria, Yeasts, and Molds 32 Vacreation of Premium and First Grade Cream 34 The Influence of Vacreation of Cream Tainted with Weed Flavor on the Quality of Butter 37 Vacreated Cream Butter Obtained from New Zealand 39 Discussion of the Results Obtained Additional Investigational Projects Involving Vacreation now in Prog- ress at the Oregon Agricultural Experiment Station 47 Bibliography 47 FOREWORD of the several functions of the Oregon Agricultural Experi- ONEment Station is to improve through research and investigation the market quality of the agricultural products of the state. The object of the particular investigation reported herein was to determine whether or not a newer method of pasteurization would improve the marketability of butter by removing certain undesirable flavors and improving the body, texture, and keeping quality. -

A Summary of Water Pasteurization Techniques
A SUMMARY OF WATER PASTEURIZATION TECHNIQUES Dale Andreatta, Ph. D., P. E. SEA Ltd. 7349 Worthington-Galena Rd. Columbus, OH 43085 (614) 888-4160 FAX (614) 885-8014 e-mail [email protected] Last modified Feb. 6, 2007 Introduction In developing countries the burden of disease caused by contaminated water and a lack of sanitation continues to be staggering, particularly among young children. According to the United Nations Children's Fund (UNICEF) diarrhea is the most common childhood disease in developing countries. Dehydration resulting from diarrhea is the leading cause of death in children under the age of five, annually killing an estimated five million children.1 (Footnotes refer to references at the end of this document.) Contrary to what many people believe, it is not necessary to boil water to make it safe to drink. Heating water to 65° C (149° F) for 6 minutes, or to a higher temperature for a shorter time, will kill all germs, viruses, and parasites.3 This process is called pasteurization. In this document we describe several pasteurization techniques applicable to developing countries. Pasteurization is not the only technique that can be used to make water safe to drink. Chlorination, ultra- violet disinfection, and the use of a properly constructed, properly maintained well are other ways of providing clean water that may be more appropriate, particularly if a large amount of water is needed. Conversely, if a relatively small amount of water is needed, pasteurization systems have the advantage of being able to be scaled down with a corresponding decrease in cost. In other words, if you have only a little money, you can use pasteurization to get a little clean water, perhaps enough for a family but not a village. -

Human Milk from Previously COVID-19-Infected Mothers: the Effect of Pasteurization on Specific Antibodies and Neutralization Capacity
nutrients Article Human Milk from Previously COVID-19-Infected Mothers: The Effect of Pasteurization on Specific Antibodies and Neutralization Capacity Britt J. van Keulen 1,† , Michelle Romijn 1,†, Albert Bondt 2,3,† , Kelly A. Dingess 2,3,† , Eva Kontopodi 1,4,† , Karlijn van der Straten 5 , Maurits A. den Boer 2,3 , Judith A. Burger 5, Meliawati Poniman 5, Berend J. Bosch 6, Philip J. M. Brouwer 5, Christianne J. M. de Groot 7, Max Hoek 2, Wentao Li 6 , Dasja Pajkrt 1 , Rogier W. Sanders 5,8, Anne Schoonderwoerd 1, Sem Tamara 2,3, Rian A. H. Timmermans 9, Gestur Vidarsson 10 , Koert J. Stittelaar 11, Theo T. Rispens 12, Kasper A. Hettinga 4 , Marit J. van Gils 5, Albert J. R. Heck 2,3 and Johannes B. van Goudoever 1,* 1 Department of Pediatrics, Amsterdam UMC, Vrije Universiteit, University of Amsterdam Emma Children’s Hospital, 1105 AZ Amsterdam, The Netherlands; [email protected] (B.J.v.K.); [email protected] (M.R.); [email protected] (E.K.); [email protected] (D.P.); [email protected] (A.S.) 2 Biomolecular Mass Spectrometry and Proteomics, Bijvoet Center for Biomolecular Research and Utrecht Institute for Pharmaceutical Sciences, University of Utrecht, 3584 CH Utrecht, The Netherlands; [email protected] (A.B.); [email protected] (K.A.D.); [email protected] (M.A.d.B.); [email protected] (M.H.); [email protected] (S.T.); [email protected] (A.J.R.H.) 3 Netherlands Proteomics Center, Padualaan 8, 3584 CH Utrecht, The Netherlands Citation: van Keulen, B.J.; Romijn, 4 Food Quality & Design Group, Wageningen University and Research, M.; Bondt, A.; Dingess, K.A.; 6708 WG Wageningen, The Netherlands; [email protected] 5 Kontopodi, E.; van der Straten, K.; Department of Medical Microbiology, Amsterdam UMC, University of Amsterdam, den Boer, M.A.; Burger, J.A.; Poniman, 1105 AZ Amsterdam, The Netherlands; [email protected] (K.v.d.S.); [email protected] (J.A.B.); [email protected] (M.P.); M.; Bosch, B.J.; et al. -

The Study on UHT Processing of Milk: a Versatile Option for Rural Sector
World Journal of Dairy & Food Sciences 2 (2): 49-53, 2007 ISSN 1817-308X © IDOSI Publications, 2007 The Study on UHT Processing of Milk: A Versatile Option for Rural Sector Kishor Gedam, Rajendra Prasad and V.K. Vijay Centre for Rural Development and Technology, Indian Institute of Technology, New Delhi-110016, India Abstract: India is the largest milk producing country in the world. Most of the rural poor people are involved in the milk production. India has a tropical climate; milk cannot be kept for more than three hours at ambient temperature immediately after milking. Cooling equipments are not available in many parts of the country and if available, which are not affordable to rural people. Milk preservation prior to distribution and sale is major problem in India. So it is necessary to develop a new sciencitific and efficient method to overcome such problems. If low cost and highly effective technology for preservation of milk can be implemented in rural areas, it can be beneficial to rural people. Ultra-high Temperature processing (or UHT) is the partial sterilization of food by heating it for a short time, around 1-2 seconds, at a temperature exceeding 135°C and then kept inside the aseptic package. Such a high temperature required to kill spores in milk. The high temperature also reduces the processing time, thereby reducing the spoiling of nutrients and has excellent keeping qualities and stored for long period of time at ambient temperature. Aseptic packaging machines are very expensive and UHT milk depends entirely on it. There is a need to reduce its cost so that UHT processing and packaging machine can be approachable to rural poor farmers in India. -
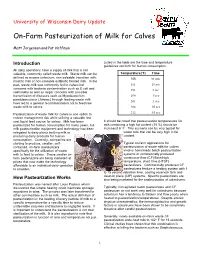
On-Farm Pasteurization of Milk for Calves
University of Wisconsin Dairy Update On-Farm Pasteurization of Milk for Calves Matt Jorgensen and Pat Hoffman Introduction Listed in the table are the time and temperature guidelines set forth for human consumption. All dairy operations have a supply of milk that is not saleable, commonly called waste milk. Waste milk can be Temperature(°F) Time defined as excess colostrum, non-saleable transition milk, 145 30 min mastitic milk or non-saleable antibiotic treated milk. In the past, waste milk was commonly fed to calves but 161 15 sec concerns with bacteria contamination such as E.coli and 191 1 sec salmonella as well as larger concerns with possible transmission of diseases such as Mycobacterium 194 .5 sec paratuberculosis (Johnes) through feeding waste milk 201 .1 sec have led to a general recommendation not to feed raw waste milk to calves. 204 .05 sec Pasteurization of waste milk for calves is one option to 212 .01 sec reduce management risk while utilizing a valuable low cost liquid feed source for calves. Milk has been It should be noted that pasteurization temperatures for pasteurized for human consumption for many years, but milk containing a high fat content (10 %) should be milk pasteurization equipment and technology has been increased 5° F. This scenario can be very typical for relegated to dairy plants bottling milk or waste milk that can be very high in fat producing dairy products for human content. consumption. Currently, companies are starting to produce, smaller, self- Typical on-farm applications for contained, on-farm pasteurizers pasteurization of waste milk for calves specifically for the utilization of waste involve homemade batch pasteurization milk to feed to calves. -
Legal Pasteurization Systems
Legal Pasteurization Systems What is pasteurization anyway? Pasteurizing, in reference to milk and milk products, is a heat-treatment designed to kill pathogens that cause disease, which may be present in raw milk. It is important to understand that pasteurized products are not completely free of pathogens, but are generally considered safer to consume. By definition: Pasteurization shall mean the process of heating every particle of milk or milk product, in properly designed and operated equipment, to a specified temperature and held continuously at or above that temperature for at least the corresponding specified time. If I do not remember anything else about pasteurization… Our typical customer who produces milk or milk products will use an HTST system. HTST stands for High Temperature / Short Time. The acronym HTST helps recall the two keys of pasteurization. High Temperature: 161°F (72°C) Short Time: at least 15 Seconds Because the goal is to render the milk safe for consumption without curdling it or altering the flavor profile too much, it is important to note that these metrics are CRITICAL. Is 161°F and 15 seconds the only acceptable combination? The short answer is no. The following table can be used: Temperature__ Time_____ *145°F (63°C) 30 minutes *161°F (72°C) 15 seconds (Most Common) 191°F (89°C) 1 second 194°F (90°C) 0.5 seconds 201°F (94°C) 0.1 seconds 204°F (96°C) .05 seconds 212°F (100°C) .01 seconds *If the fat content of the milk product is 10% or more, or if it contains added sweeteners, the specified temperature shall be increased by 5°F (3°C).