Overlay Ornament Match the Pattern Using a Curved Jig on a Scroll Length Instead of 10” and Turn a Separate Saw
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
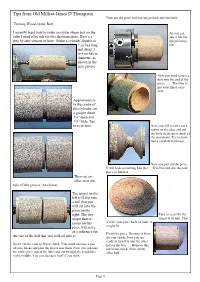
Turning Tips
Tips from Old Millrat-James D Thompson Now put the piece with the spigot back into the lathe. Turning Wood oyster Box; I recently leant how to make an oyster shape box on the As you can lathe I used silky oak for this demonstration. Here’s a see, it has the step by step version of how; Make a cylinder about 6 or spigot facing 7 inches long out. and about 3 to 4 inches in diameter. as shown in the next picture Next you need to turn a dish into the end of the piece. The time to put your finish on is now. Approximately in the centre of this cylinder cut a groove about 1/4” deep and 3/8” wide. See next picture. Next you will need to cut a radius on the edge and cut the back of the piece most of the way down. Try to main- tain a constant thickness. Now you part off the piece. It will look something like this. It will be put into the next piece to finish it. Then cut an- other near one side of this groove. As shown. The spigot on the left will slip into a bell that you will cut into the piece on the right. The tiny Turn a recess for the spigot that re- spigot to fit into. This mains on this will be your jam chuck so make it piece will serve a tight fit. as a reference for Finish the piece. Remove it from the size of the bell that you will cut into it. -

The Ward Family of Deltaville Combined 28,220 Hours of Service to the Museum Over the Course of the Last St
Fall 2012 Mission Statement contents The mission of the Chesapeake Bay Maritime Museum is to inspire an understanding of and appreciation for the rich maritime Volunteers recognized for service heritage of the Chesapeake Bay and its tidal reaches, together with the artifacts, cultures and connections between this place and its people. Vision Statement The vision of the Chesapeake Bay Maritime Museum is to be the premier maritime museum for studying, exhibiting, preserving and celebrating the important history and culture of the largest estuary in the United States, the Chesapeake Bay. Sign up for our e-Newsletter and stay up-to-date on all of the news and events at the Museum. Email [email protected] to be added to our mailing list. Keep up-to-date on Facebook. facebook.com/mymaritimemuseum Follow the Museum’s progress on historic Chesapeake boat 15 9 PHOTO BY DICK COOPER 2023 2313 restoration projects and updates on the (Pictured front row, from left) George MacMillan, Don Goodliffe, Pam White, Connie Robinson, Apprentice For a Day Program. Mary Sue Traynelis, Carol Michelson, Audrey Brown, Molly Anderson, Pat Scott, Paul Ray, Paul Chesapeakeboats.blogspot.com Carroll, Mike Corliss, Ron Lesher, Cliff Stretmater, Jane Hopkinson, Sal Simoncini, Elizabeth A general education forum Simoncini, Annabel Lesher, Irene Cancio, Jim Blakely, Edna Blakely. and valuable resource of stories, links, and information for the curious of minds. FEATURES (Second row, from left) David Robinson, Ann Sweeney, Barbara Reisert, Roger Galvin, John Stumpf, 3 CHAIRMAN’S MESSAGE 12 LIFELINES 15 Bob Petizon, Angus MacInnes, Nick Green, Bill Price, Ed Thieler, Hugh Whitaker, Jerry Friedman. -

Dept Y-01 Dairy Cattle; Heifers
DEPT Y-01 DAIRY CATTLE; HEIFERS ENTRIES MEMBERS NAME CLUB Top Dairy Educational Exhibit Morgan Howard Holy Cross Registered Holstein Jr. Champion Nick Hoffmann Lakeview Registered Holstein Jr. Reserve Champion Luke Hamm Holy Cross Registered Holstein Jr. Honorable Mention Kayla Burger Town & Country Registered Holstein Sr. Champion Caryn Hamm Holy Cross Registered Holstein Reserve Sr. Champion Kayla Hamm Holy Cross Registered Holstein Sr. Honorable Mention Josie Robinson Holy Cross Registered Holstein Grand Champion Caryn Hamm Holy Cross Registered Holstein Reserve Grand Champion Kayla Hamm Holy Cross Grade Holstein Jr Champion Elizabeth Holmes Knellsville Grade Holstein Reserve Jr. Champion Scarlett Wielbeski Town & Country Grade Holstein Jr. Honorable Mention Molly Fyhrlund Knellsville Grade Holstein Sr. Champion Kayla Hamm Holy Cross Grade Holstein Reserve Sr. Champion Logan Bell Knellsville Grade Holstein Sr. Honorable Mention Payton Rychtik Knellsville Reserve Champion Brown Swiss Paige Kurlinski Lakeview Grand Champion Brown Swiss Briana Heinen Knellsville Sr. Dairy Showmanship Payton Rychtik Knellsville Int. Dairy Showmanship Zach Rusch Town & Country Jr. Dairy Showmanship Audrey Hosseini Covered Bridge Sr. Best Fitted By Exhibitor Kayla Hamm Holy Cross Jr. Best Fitted By Exhibitor Elizabeth Holmes Knellsville Int. Best Fitted by Exhibitor Nick Hoffmann Lakeview Large Club Herd Holy Cross Small Club Herd Lindenwood Jr. Supreme Champion Elizabeth Holmes Knellsville Jr. Supreme Reserve Champion Amanda Fix Town & Country Grade Holstein Grand Champion Kayla Hamm Holy Cross Grade Holstein Reserve Grand Champion Logan Bell Knellsville Senior Supreme Champion Caryn Hamm Holy Cross Senior Supreme Reserve Champion Kayla Hamm Holy Cross Large Club Herdsmanship-1st Pl. Holy Cross Large Club Cloverleaf / Little Kohler / Herdsmanship-2nd Pl. -

Winter 1989 Gems & Gemology
WINTER 1989 Volume 25 No. 4 TABLE OF CONTENTS EDITORIAL Reflections on the 1980s Richard T Liddicoat FEATURE Emerald and Gold Treasures of the Spanish Galleon ARTICLES Nuestra Seiiora de Atocha Robert E. IZane, Robert C. IZammerling, Rhyna Moldes, John I. Koivula, Shane E McClure, and Christopher P. Smith Zircon from the Harts Range, Northern Territory, Australia Maxwell J Faulkner and lames E. Shigley Blue Pectolite from the Dominican Republic Robert E. Woodr~lf/and Emmanuel Fritsch NOTES Reflectance Infrared Spectroscopy in Gemology AND NEW E Martin, H. Merigoux, and P. Zecchini TECHNIQUES Mildly Radioactive Rhinestones and Synthetic Spinel-and-Glass Triplets Knit Nassau and Edward A, Lewand REGULAR Gem Trade Lab Notes FEATURES Gem News Book Reviews Gemological Abstracts Annual Index ABOUT THE COVER: During the 1600s the Spanish conquerors of the New Worldshipped tons of gold, silver, and copper back to their mother country. They also sent back thousands of carats of rough and jewel-set emeralds. This rosary was one of the many emerald treasurers b~oughtup from the sunken Nuestra Senora de Atocha during the past decade. It had been in its underwater tomb for over 350 years. Staff at the GIA Gem Trade Laboratory and their colleagues have examined several of the emerald and gold treasures recovered from the shipwreck; they report their gemological discoveries and observations on the goldwork in this issue. Photo by Shane i? McClure, CIA Gem Trade Laboratory, Santa Monica, CA. Typesetting for Gems & Gemology is by Scientific Composition, Los Angeles, CA. Color separations are by Effective Graphics, Compton, CA. Printing is by Waverly Press, Easton, MD. -

Master Woodworking Artist of the Year” to a Commendable Artist Each Year in Their Field
FFoorreesstt HHeerriittaaggee CCeenntteerr 22002211 JJuurriiieedd EExxhhiiibbiiitt P.O. Box 157 - Broken Bow, Oklahoma 74728 (580) 494-6497 Fax (580) 494-6689 E-mail [email protected] Regulations and Guidelines Contest Rules & Regulations: In 2010, the Forest Heritage Center was recognized by the Senate’s Concurrent Resolution 35 as the “Wood Art Capital of Oklahoma”. This resolution authorized the Forest Heritage Center to convey the title of “Master Woodworking Artist of the Year” to a commendable artist each year in their field. A setting of lush forests, crystal clear streams and an abundance of wildlife surround the Forest Heritage Center and provide the backdrop for this exhibit. The diversity of wood and forestry products are highlighted in the skilled hands of master wood artists with techniques such as carving, turning, marquetry, and intarsia. The entries for the show represent some of the nation’s most intriguing and innovative pieces from the “best of the best” of the wood art community. This exhibit will provide an excellent opportunity for woodworking artists to present their work to the public in a museum gallery setting that features first-class wood art collections as well as other historical forestry exhibits. Eligibility / Entry Guidelines: Woodworking artist 18 years of age or older. Galleries, agents and collectors may not submit artwork on behalf of artists The Forest Heritage Center staff, jurors and judges are not eligible to participate in this exhibit Artwork must be 50% wood or wood composite Artwork must remain in the gallery for the entire exhibit Artwork must be original and completed within the last 2 years. -

Download Formats Enable Crafters with Cricut-Type Machines to Work Directly from Files
Fall Schiffer Publishing, Ltd., 4880 Lower Valley Road, Atglen, PA 19310 | Phone: (610) 593-1777; Fax: (610) 593-2002; E-mail: [email protected] PRSRT STD Winter Ordering Hours: 8:30 a.m. – 5:30 p.m. Eastern Time, Monday–Friday U.S. POSTAGE PAID www.schiffercraft.com 2021 COATESVILLE, PA 2021 PERMIT NO. 2007 Fall/Winter | Fall/Winter CRAFT | SCHIFFER PUBLISHING Other Schiffer catalogs: ART & DESIGN | POP CULTURE SCHIFFER REGIONAL AVIATION | NAVAL | GROUND DIVINATION | MEDITATION BOARD BOOKS | PICTURE BOOKS LIFESTYLE SEA GLASS PUBLISHING FORCES | AMERICAN CIVIL WAR ASTROLOGY | NUMEROLOGY MIDDLE GRADE | RED FEATHER THRUMS BOOKS MILITARIA | MODELING & PALMISTRY | PSYCHIC SKILLS POP CULTURE COLLECTIBLE FIGURES CHANNELED MATERIAL TRANSPORTATION METAPHYSICS | SPIRITUALITY HEALTH & LIFESTYLE STAY IN TOUCH! Like us on social media or sign up for our newsletter at www.schifferbooks.com. View our catalogs at schifferpublishing schifferpublishing schifferbooks schifferpublishing www.schifferbooks.com Printed in India SCHIFFERPUBLISHING Craft Helping you explore new directions in SCHIFFER PUBLISHING Let us send a free catalog to your friends 4880 Lower Valley Rd. • Atglen, PA 19310 Name _________________________________________ Phone: (610) 593-1777 • Fax: (610) 593-2002 Address _______________________________________ Order Hrs. (Eastern): 8:30 a.m. – 5:30 p.m. making. City___________________State____Zip _____________ Schiffer Craft brings you the most important currents of inspiration and knowledge, helping you find new directions BILLING INFORMATION -

PWM Style Book Jan 2014.Pdf
Style Book Revised: January 2014 PW Style Book Revised: Jan 2014 Numbers, Measurements • #400-grit (adj) • 30 years adze (n): a primitive tool for surfacing lumber and Callouts • #400 grit (n) • #0000 steel wool • #1,000 grit stone • 1-pound cut, 2-pound cut etc. aftermarket (n): the market for parts, accessories and repairs • 40-tooth (adj) (for shellac) • thickness x width x length of a product; also, a secondary • On anything dimensional, • $2,800 (not $2800) • 1 horsepower; 1 hp (1-hp market for a product after the use numerals and birds’ feet, router); spell out ‘horsepower’ primary market; an aftermarket • 2" scale even if it’s an approximation on first reference, then can use fence for a table saw, for example • 32" x 48" ‘hp’ abbreviation (this departs from AP style) AIA (abbreviation): American • 4' x 7' 1/4"-20 (machine screw thread; • 4/4 lumber (reads as “four- Institute of Architects • 2x4; 2x4s (Name for quarter lumber”; refers to rough- 1/4" is diameter, 20 is threads per air-conditioner (n); construction-grade lumber, cut lumber measured by quarters inch) air-conditioning (A/C) (n); usually pine, generally used for or an inch; do not set as stacked • 70°F (no space; don’t spell out air-conditioned (adj) wall studs; is not really 2" by 4", fractions) on first ref.) air-dry (v); air-dried (adj): a but an estimate of the size used • mid-1800s • 3D (departure from AP) commonly; do not include inch method of seasoning lumber •30mm, 25 cm marks) which permits the sawn wood, • model 41293 which is usually protected from • 90° -

Selection Chart & Technical Data
www.bearwood.com SELECTION CHART & TECHNICAL DATA [1] Selection end of chart [2] [3] [4] [5] # of Teeth Blade Blade per Cutting Optimal Thickness for Model Thick Width inch TRACE recommended material part # Univ. # [inch] [inch] TPI [inch] [mm | inch] HARDWOODS MEDIUM HARDWOODS SOFTWOODS PLYWOOD CORIAN - PLASTICS Alu.,Brass, Copper,… Ferrous METALS Intricate cuts turnsTight Light turns SURFACE finish UNDERSIDE finish (splitters) size [US]Drill pilot Ø Mini hole [inch] SUPER-SKIP (5"/130mm): Use the Super-Skip when you want to achieve a smooth finish from an aggressive blade. Specially designed for hard and medium-hardwoods, Super-Skip also works perfectly on Acrylics with reduced speed. The spaces between the teeth od the Super-Skip blade are wider than the normal Skip-tooth configuration. This enables the blade to cut very quickly, leaving a smooth finish. The surface sawdust is whisked away and the edge remains clean. SSB-27 2/0 0.0085 0.024 21.4 .0098 .06"- 1/4" X +++ +++ 70 .0280" SSB-28 0 0.0090 0.029 19.3 .0106 1/12"- 1/4" X +++ +++ 68 .0310" SSB-29 1 0.0100 0.030 17.2 .0114 1/10"-1/3" X +++ ++ 64 .0360" SSB-30 2 0.0118 0.031 16.1 .0130 1/8"-2/5" X +++ ++ 64 .0360" SSB-31 3 0.0125 0.033 14.8 .0138 1/6"- 2/5" X +++ ++ 60 .0400" SSB-32 4 0.0145 0.037 13.8 .0150 1/5"- 1/2" X +++ ++ 57 .0430" SSB-33 5 0.0150 0.040 12.8 .0157 1/3"- 3/5" X +++ ++ 56 .0465" SSB-34 6 0.0150 0.044 12.0 .0169 1/3" - 3/4" X +++ ++ 56 .0465" SSB-35 7 0.0160 0.049 11.3 .0177 2/5"- 4/5" X +++ ++ 54 .0550" SSB-36 8 0.0160 0.050 10.7 .0185 1/2" 4/5" X +++ + 54 .0550" SSB-37 9 0.0170 0.051 10.1 .0193 1/2"- 1" X +++ + 52 .0635" SSB-38 10 0.0180 0.054 9.6 .0205 3/5"-1 1/6" X +++ + 52 .0635" SSB-39 11 0.0190 0.057 9.2 .0220 3/4"- 1 4/7" X +++ + 47 .0785" SSB-40 12 0.0200 0.061 8.8 .0244 4/5"- 2" X +++ + 47 .0785" SKIP (5"/130mm): Universal Scroll Sawblade, very efficient in Hard and Medium-Hard woods. -

Woodworking – Adult Division Dept
2019 Dept. V-10 – Woodworking – Adult Division Dept. VP-61 – Woodworking – Junior Division Prize Money Offered: Dept. V-10 $588.00 Entry Fee: $1 per entry Dept. VP-61 $588.00 Superintendent: Chuck Ingram (630) 687-0984 a. Exhibitors may enter TWO entries per class and must comply with Agricultural Sciences/Home Economics/Arts General Rules and Regulations. b. ALL EXHIBITS MUST HAVE BEEN COMPLETED DURING THE CURRENT YEAR, EXCEPT IF SHOWN IN THE PREVIOUS YEAR’S 4-H FAIR SHOW, AND NEVER SHOWN IN DUPAGE COUNTY FAIR OPEN CLASS COMPETITION BEFORE. c. Woodworking exhibit judging will be based on technique, details, finish and overall workmanship. d. Champion awards in individual departments will be made to the EXHIBITOR WINNING THE MOST POINTS ON THE FOLLOWING POINT SCALE, WITH A MINIMUM OF 24 POINTS: 1st-8 points 2nd-4 points 3rd-2 points Prize Money Offered: 1st 2nd 3rd $8 $7 $6 WOODWORKING Class Number Class Description Junior Adult 6741 8741 New Furniture – Small (up to 36" high) 6742 8742 New Furniture – Large (over 36" high) 6743 8743 Small Project (candleholder, bookends, sconce, box, etc.) 6744 8744 Toy 6745 8745 Router Project 6746 8746 Outdoor Project (birdhouse, lawn furniture, figures, etc.) 6747 8747 3-D Carving 6748 8748 Relief Carving 6749 8749 Chip Carving 6750 8750 Model-making (car, ship, train, carriage, plane, etc.) 6751 8751 Scroll Saw Project 6752 8752 Clock – Large (over 18" tall) 6753 8753 Clock – Small (under 18" tall) 6754 8754 Religious Item 6755 8755 Intarsia Project * (see definition below) 6756 8756 Holiday Item -

Kunstkammer London
Kunstkammer London Georg Laue, Kunstkammer Ltd. at Stuart Lochhead Sculpture Special exhibition: “The Studiolo: From Renaissance to Modern” London Art Week 3-10 July 2020 On the occasion of London Art Week, Georg Laue, Kunstkammer Ltd., and Stuart Lochhead Sculpture will show from July 3 to 10 the exhibition “The Studiolo: From Renaissance to Modern”. This exhibition will feature outstanding artworks from the 16th to 20th century selected by Georg Laue and Stuart Lochhead in order to exemplify the spirit and diversity of the Renaissance studiolo. Next to a collector’s cabinet specially arranged for London Art Week with artworks from the 16th-17th c. (Fig. 1), Georg Laue, Kunstkammer Ltd., will present a masterpiece of North European Renaissance bronze work, an octagonal mortar by the celebrated bronze founder from Cleves, Albrecht Hachmann (Figs. 4-5). Furthermore, the modern studiolo created by Stuart Lochhead and Georg Laue will feature stunning objets d’art made of turned bone (Figs. 6-8, 11-12), first-rate scientifica, exceptional Memento Mori objects (Fig. 3) and exquisite collector’s pieces of Kunstkammer furniture (Figs. 9-10, 13). In the Renaissance collectors used to gather and display their most precious possessions in their studiolo, a room dedicated to contemplation, reading, studying and relaxing. The studiolo was an intimate space found since the 15th century in the houses of wealthy collectors, the castles of the nobility and in princely residences in the capitals of Northern and Southern Europe. There, the cultivated collector would sit and meditate, surrounded by his or her favourite books, exotic natural curiosities, scientific instruments and most precious artistic treasures. -

Spring2019salesguidenoprices.Pdfa
Spring 2019 Sales Guide Spring2019SalesGuideNoPrices 0355 Men's Hosiery Machine Washable Delivery: 1 Golf ball and T sock. St. Croix intarsia on top of toe. 85% Cotton Hand looped toe. Slack length. Imported 12% Nylon 3% Elastic One Size 5000 Black A 0420 Men's Hosiery Machine Washable Delivery: 1 The Classic cotton rib sock. St. Croix intarsia on top of 85% Cotton toe. Hand looped toe. Slack length. Imported 12% Nylon 3% Elastic One Size 1000 Navy A 1805 Horizon Blue A 3100 Red A 4660 Tan Marl A 5000 Black A 9/12/2018 rptSalesGuide Page 1 of 155 Spring 2019 Sales Guide Spring2019SalesGuideNoPrices 0488 Men's Hosiery Machine Washable Delivery: 1 Martini happy hour sock. St. Croix intarsia on top of 85% Cotton toe. Hand looped toe. Slack length. Imported 12% Nylon 3% Elastic One Size 4660 Tan Marl A 5000 Black A 5351 Dark Grey Marl A 0550 Men's Hosiery Machine Washable Delivery: 1 Skull head and crossbones sock. St. Croix intarsia on 85% Cotton top of toe. Hand looped toe. Slack length. Imported 12% Nylon 3% Elastic One Size 1675 Navy Marl A 5000 Black A 9/12/2018 rptSalesGuide Page 2 of 155 Spring 2019 Sales Guide Spring2019SalesGuideNoPrices 0557 Men's Hosiery Machine Washable Delivery: 1 The polka dot sock. St. Croix intarsia on top of toe. 85% Cotton Hand looped toe. Slack length. Imported 12% Nylon 3% Elastic One Size 1205 Coastal Blue A 1574 Bright Blue/Black A 2000 Maize A 4660 Tan Marl A 5000 Black A 7070 Nectarine A 0594 Men's Hosiery Machine Washable Delivery: 1 Ombre dots and stripes sock. -

Decorative Painting
DIY DESIGN STUDIO DEADLINE FEES AWARDS Entry forms must be received by Entry Fees are • Ribbons will be awarded to 1st, 2nd and 3rd place winners. Tuesday, May 16, 2017 $2.00 Unless otherwise stated • Best of Show Rosette and $165.00 All entry forms are needed prior to dropping $5.00 Christmas Tree Decorating Contest off your entry, no exceptions. premium awarded to one winner (No Entry Fee for Make A Child Smile) chosen from all first place winners A $25.00 penalty will be assessed for in each division, except Photography, returned checks. Costumer’s Guild West Authentic Cos- DELIVERY tume and Help a Child Smile. See Deliver your items to DIY Design Studio specific competition information for those divisions. at the LA County Fair on PICK UP • These awards are granted at the dis- Saturday, June 3, 2017 Pick up will be at the same location as cretion of the judges. from 8:00am - 5:00pm drop off, and must be picked up on Enter through Gate 1. No entries will be accepted after 5pm. Wed., September 27, 2017 from 8:00am - 7:00pm JU DGING OR If entries are not picked up they will be donated If you are mailing your entries via UPS, to charity. The Danish System of Judging is used in they must be received by the DIY Design Studio unless otherwise stated. The judging process is based Thurs., June 1, 2017 upon established standards of quality by 4:00pm DISPLAY for each type of product. In this sys- Please include a duplicate copy of your entry tem, each exhibit is judged according form with your shipment.