Inform Italia – Company Presentation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Kess-V2-Vehicle-List.Pdf (907K)
Bike Adiva Ad 250 250cc E3 Petrol N/A 2010 MARELLI IAW MIU 317 Bike Adiva Ad 250 250cc E3 Petrol N/A 2010 MARELLI IAW MIU 317 Bike Aprilia Atlantic 250 250cc E3 Petrol N/A 2007 MARELLI IAW MIU 317 Bike Aprilia Atlantic 250 250cc E3 Petrol N/A 2007 MARELLI IAW MIU 317 Bike Aprilia Atlantic 500 Sprint 460cc E2 Petrol 34 2005 MARELLI IAW MIU 317 Bike Aprilia Atlantic 500 Sprint 460cc E2 Petrol 37 2005 MARELLI IAW MIU 317 Bike Aprilia Dorsoduro 750 750cc E3 Petrol 95 2008 MARELLI IAW 5DM 315 94 Bike Aprilia Dorsoduro abs 750cc E3 Petrol 95 2009 MARELLI IAW 5DM 315 94 Bike Aprilia Mana 850 839cc E3 Petrol 76 2007 MARELLI IAW 5AM 86 Bike Aprilia Mana 850 abs 839cc E3 Petrol 76 2010 MARELLI IAW 5AM 86 Bike Aprilia Mana 850 GT abs 839cc E3 Petrol 76 2010 MARELLI IAW 5AM 86 Bike Aprilia Rsv4 Factory 996cc E3 Petrol 180 2009 MARELLI IAW 7SM 316 239 Bike Aprilia Rsv4 R 996cc E3 Petrol 180 2010 MARELLI IAW 7SM 316 239 Bike Aprilia Scarabeo 200 Light 180cc E3 Petrol 19 2007 MARELLI IAW MIU 317 Bike Aprilia Scarabeo 500 i.e. 492cc E3 Petrol 39 2006 MARELLI IAW MIU 317 Bike Aprilia Shiver 750 GT 750cc E3 Petrol 94 2009 MARELLI IAW 5DM 315 94 Bike Aprilia Shiver 750 GT abs 750cc E3 Petrol 94 2009 MARELLI IAW 5DM 315 94 Bike Aprilia Sl 750 Shiver 750cc E3 Petrol 34 2007 MARELLI IAW 5DM 315 Bike Aprilia Sl 750 Shiver 750cc E3 Petrol 95 2007 MARELLI IAW 5DM 315 Bike Aprilia Sl 750 Shiver abs 750cc E3 Petrol 34 2008 MARELLI IAW 5DM 315 Bike Aprilia Sl 750 Shiver abs 750cc E3 Petrol 95 2008 MARELLI IAW 5DM 315 Bike Bmw Motorrad Hp2 Enduro 1170cc E3 Petrol -

BACK High-Performance Sintered Metal Pads, Organic Pads & Semi-Metallic Pads Brake
catalog http://catalog.vesrah.co.jp/list/functions.asp BACK High-Performance Sintered Metal Pads, Organic Pads & Semi-Metallic Pads Prefix: SD = Semi Metallic are available. Suffix: JL = Sintered Metal Pad, On Road SJL = Sintered Metal Pad, Scooter NONE = Organic Pad *mark means 2 pieces use Brake Pad (VD)(SD) Vesrah No. Maker Model Year Code Name Year Categoly VD-964JL SD-964 SUZUKI UH125 K2,K3,K4,K5,K6 Burgman 02-06 R Scooter YAMAHA VP-125 X,Y,Y X-City (16P) 08-10 R Scooter YAMAHA XQ125N N,P,R Maxster 01-03 R Scooter YAMAHA YP125 N,P,R,S,T,V,W,X,Y Majesty 125 01-09 R Scooter YAMAHA YP125R V,W,X,Y,Z X-MAX (1B9) 06-10 R Scooter YAMAHA XQ150N N,P,R Maxster 01-03 R Scooter APRILIA RS50 Radial Caliper 06-10 F Street APRILIA ETV1000 Caponord 01-08 R Street APRILIA RSV Tuono R (Radial Caliper) 02-13 R Street APRILIA RSV1000 Mille 97-00 R Street APRILIA RSV1000 Mille 02-04 R Street APRILIA RSV1000 Mille SL Falco R 00-04 R Street APRILIA RSV1000 Mille SP 99 R Street APRILIA RSV1000 Tueno Fighter 03-04 R Street APRILIA RSV1000 Tueno R 03-06 R Street APRILIA RSV1000 Tuono 02-05 R Street APRILIA RSV1000 Tuono (Racing) 02-05 R Street APRILIA RSV1000R Factory 04-13 R Street APRILIA RSV1000R Mille R 01-04 R Street APRILIA RSV4 Factory 09-12 R Street APRILIA RSV4 Factory APRC SE 11-12 R Street APRILIA RSV4 R 09-12 R Street APRILIA RSV4 R APRC 11-12 R Street APRILIA SL1000 Falco 00-04 R Street APRILIA SL1000 Falco 11 R Street BENELLI 900 Tornado TRE 03-04 R Street BIMOTA DB5 Mille 06 R Street BOMBARDIER Traxter 4X4 99-00 F&R ATV BOMBARDIER Traxter 500 -

TABELA VALOR VENAL VE\315CULOS 2021.Xlsx
Governo do Estado da Bahia Secretaria da Fazenda Superintendência de Administração Tributária Diretoria de Arrecadação, Crédito Tributário e Controle Gerência de IPVA e Outros Tributos VALORES VENAIS DE VEÍCULOS DO EXERCÍCIO DE 2021 POR ANO DE FABRICAÇÃO Código Marca Modelo Comb 2020 2019 2018 2017 2016 2015 2014 2013 2012 2011 2010 2009 2008 2007 2006 201 AGRALE/DAKAR 30.0 G 16.798,00 13.637,00 13.596,00 10.626,00 8.168,00 425 I/LONGJIA BEE MONACO G 7.612,00 6.661,00 6.101,00 3.223,00 1106 I/LAMBRETTA V200 SPECIAL G 20.351,00 19.663,00 1502 BP/TRICICLO BP G 2.361,00 1.869,00 1.148,00 1503 I/MIZA BEE LJ50Q G 2.265,00 2.063,00 2.009,00 2001 HONDA/C100 DREAM D 4.868,00 4.751,00 4.540,00 4.148,00 3.728,00 2002 HONDA/C100 BIZ D 7.646,00 6.772,00 5.307,00 4.699,00 2002 HONDA/C100 BIZ G 4.670,00 4.290,00 3.764,00 3.074,00 2.500,00 2003 HONDA/C100 BIZ ES D 4.510,00 2003 HONDA/C100 BIZ ES G 5.956,00 5.537,00 5.367,00 5.218,00 4.534,00 4.373,00 3.788,00 2005 HONDA/BIZ 125 KS D 3.013,00 2005 HONDA/BIZ 125 KS G 4.331,00 4.191,00 3.788,00 3.586,00 3.441,00 3.120,00 3.032,00 2006 HONDA/BIZ 125 ES D 3.508,00 3.175,00 2006 HONDA/BIZ 125 ES G 6.795,00 6.287,00 5.708,00 5.119,00 4.965,00 4.611,00 4.195,00 4.133,00 3.467,00 3.151,00 2.905,00 2007 HONDA/BIZ 125 MAIS G 8.488,00 8.119,00 7.779,00 7.585,00 7.172,00 5.640,00 4.275,00 4.135,00 3.885,00 3.604,00 2.970,00 2008 HONDA/LEAD 110 G 6.323,00 5.439,00 5.305,00 5.048,00 4.458,00 4.234,00 3.772,00 3.639,00 2009 HONDA/BIZ 125 EX G 8.432,00 8.064,00 7.754,00 7.307,00 6.785,00 6.296,00 5.475,00 5.012,00 4.800,00 -

Motos Código Marca/Modelo Tc 2014 2013 2012 2011
TABELA DE VALORES VENAIS PARA VEÍCULOS AUTOMOTORES TERRESTRES USADOS REFERNTE AO EXERCÍCIO DE 2015 NOTAS: TC = Tipo de combustível; G = Gasolina; D = Diesel Valores expressos em reais (R$) MOTOS CÓDIGO MARCA/MODELO TC ANO DE FABRICAÇÃO 2014 2013 2012 2011 2010 2009 2008 2007 2006 2005 2004 2003 2002 2001 2000 423 I/BMW G 650 XCHALLENGE G 20.220 2002 HONDA/C100 BIZ G 4.162 3.372 2.495 2.363 2.258 2.141 2.030 1.912 2003 HONDA/C100 BIZ ES G 2.808 2.618 2.570 2.377 2.216 2.082 2004 HONDA/C100 BIZ MAIS G 3.070 2.836 2.535 2.459 2.222 2005 HONDA/BIZ 125 KS G 4.886 4.774 4.343 4.010 3.797 3.498 3.337 2.739 2.343 2006 HONDA/BIZ 125 ES G 6.225 5.717 5.415 5.099 4.560 4.490 3.737 3.529 3.162 3.026 2007 HONDA/BIZ 125 MAIS G 4.577 4.393 3.979 3.698 3.290 2.948 2008 HONDA/LEAD 110 G 6.008 5.572 4.926 4.687 4.146 4.105 2009 HONDA/BIZ 125 EX G 6.887 6.472 6.314 5.837 5.287 5.022 2010 HONDA/BIZ 100 ES G 5.075 4.660 4.253 2011 HONDA/BIZ 100 KS G 4.520 4.052 3.784 3.084 2393 KAWASAKI/NINJA ZX-10R G 53.660 51.877 47.432 44.627 2602 HONDA/CB600F HORNET G 30.395 29.384 26.520 25.919 24.474 22.834 21.830 18.410 17.334 16.970 16.151 2709 HONDA/CB500 G 20.981 15.556 14.475 13.109 12.651 12.040 11.410 2710 HONDA/CB 300R G 11.494 10.557 9.159 8.635 7.735 7.605 7.408 7.188 7.108 6.979 6.909 6.710 6.651 6.373 6.108 2714 HONDA/CB 650F G 25.302 2772 I/HONDA DN-01 NSA700A G 45.313 2773 HONDA/CB 500F G 20.385 18.721 2774 HONDA/CB 500X G 20.806 2775 HONDA/CB 300R LIMITED G 12.304 2801 HONDA/CG 125 CARGO G 5.184 4.794 3.726 3.286 2.469 2.413 2.246 2.114 1.992 1.857 2803 -

Z-Fi INSTALLATION INSTRUCTIONS P/N’S F142, F144, F146
2008-2010 Ducati 848 / 2009-2011 Ducati 1198 & 1198S & 1198 SP / 2011-2012 Ducati 848 EVO Z-Fi INSTALLATION INSTRUCTIONS P/N’s F142, F144, F146 WARNING! USE ONLY IN RACE OR OTHER CLOSED COURSE APPLICATIONS AND NEVER ON PUBLIC ROADS Z-Fi products do not meet California CARB highway requirements Z-Fi CONTROL UNIT FUEL HARNESS DOWNLOAD Z-FI MAPPER SOFTWARE & ITS INSTRUCTIONS FROM WEBSITE USB CABLE SCOTCHLOK SWINGARM STICKERS * O2 ELIMINATORS (2) * (2008 848 models only use (1) O2 eliminator so the 2nd O2 eliminator will go un-used in this instance) 4 5 1 (1) MAP SELECT (2) ZAFM CONNECTOR 3 (3) SWITCHED POWER (RED TAG) (4) FRONT CYLINDER 9 INJECTOR CONNECTORS 10 (YELLOW TAG IS CYL 1) 8 (5) REAR CYLINDER 2 INJECTOR CONNECTORS (6) GEAR POSITION SENSOR (7) THROTTLE POSTION SENSOR 6 (8) CRANK POSITION SENSOR 7 (9) GROUND LUG (10) NEUTRAL DETECT Read through all instructions before beginning installation. This is not a replacement for the ECU. This document is intended for use by qualified technicians. For more specific stock component identification and location information refer to a factory service manual. 15330 Fairfield Ranch Rd, Unit E, Chino Hills, CA 91709 (909)597-8300 Fax (909)597-5580 www.Bazzaz.net WE STRONGLY SUGGEST THAT AN EXPERIENCED TECHNICIAN INSTALL THIS BAZZAZ PRODUCT 1. Remove following components: Rider and passenger seats, tank side panels and fuel tank. (Photo 1) Rear Front Cylinder Cylinder Injector Injector Throttle Note: Position Photo #1 serves as a reference for the general location of Sensor component connectors that are required to be accessed throughout the installation. -

Guida All'evento Event Guide
Guida all’evento Event guide Indice Index Pista 2 Track 2 Eventi da non perdere - Giovedì 21 giugno 4 Special Events - Thursday 21st June 4 Beach Barbeque & Rock Party 6 Beach Barbeque & Rock Party 6 Eventi da non perdere - Venerdì 22 giugno 8 Special Events - Friday 22nd June 8 Misano Speed Show 10 Misano Speed Show 10 Eventi da non perdere - Sabato 23 giugno 12 Special Events - Saturday 23rd June 12 La Notte dei Campioni & Ducati All Stars Live Concert 14 La Notte dei Campioni & Ducati All Stars Live Concert 14 Eventi da non perdere - Domenica 24 giugno 16 Special Events - Sunday 24th June 16 Bike Art Galaxy 18 Bike Art Galaxy 18 Attività gionaliere 20 Daily Activities 20 Heritage Galaxy 28 Heritage Galaxy 28 Attività giornaliere 30 Daily Activities 30 New Frontiers Galaxy 32 New Frontiers Galaxy 32 Attività gionaliere 34 Daily Activities 34 Galaxy of Adrenalin 40 Galaxy of Adrenalin 40 Attività giornaliere 42 Daily Activities 42 Attività fuori dal circuito 44 Off-circuit activities 44 Informazioni 46 Informations 46 1 Pista / Track Giovedì / Thursday 21 Venerdì / Friday 22 Sabato / Saturday 23 Domenica / Sunday 24 09:00 - 09:20 DDC - 848 STK FP1 Prove Libere Moto / 09:00 - 09:45 09:00 - 10:00 SBK Tests Free Practice Session Prove Libere Moto / 09:00 - 09:45 09:25 - 09:45 DDC - OPEN FP1 Free Practice Session 09:50 - 10:10 Test Ride 1199 Panigale 10:00 - 10:20 DRE 09:50 - 10:10 DDC - 848 STK FP2 Troy Bayliss Biposto / 10:15 - 10:30 Troy Bayliss Two-seater Prove Libere 10:25 - 10:45 SBK Tests 10:15 - 10:35 DDC - OPEN FP2 Hypermotard / -

Aa Technical Regulations Road Racing
AARR Technical Regulation 2012 Page 1 19.12.2011 2012 TECHNICAL REGULATIONS ROAD RACING AARR 0 GENERAL ................................................................................................... 2 AARR 0.1 PROTECTIVE CLOTHING AND HELMETS .............................................. 2 AARR 1 Class 125cc SPORT PRODUCTION ........................................................ 2 AARR 2 Class 125cc GRAND PRIX ...................................................................... 7 AARR 3 Class Moto3 .............................................................................................. 10 AARR 4 Class SUPERSPORT ................................................................................ 11 AARR 5 Class Moto2 ............................................................................................ 12 AARR 6 Class SUPERSTOCK 600 and 1000 ....................................................... 12 AARR 7 Class SUPERBIKE .................................................................................. 19 Each modification is prohibited, if it is not allowed expressively Everything printed in BOLD is new or changed for 2012 Page 1 AARR Technical Regulation 2012 Page 2 19.12.2011 AA RR 0 GENERAL If during the practice sessions or the race itself a Technical Steward states a fault in a motorcycle that could represent a danger for the other riders, he must immediately inform the Clerk of the Course. Random technical controls may be carried out during practices and the end of practices in the technical control area. The rider -

The Race in Bocca Al Lupo
€5/£5 THE RACE IN BOCCA AL LUPO Prima Edizione - Numero 1 Settembre 2016 INTRODUCTION THE RACE e are delighted to welcome you to our customisations. Supermodel Jodie Kidd will be behind its inaugural Best of Italy Festival. It has been a Sparco steering wheel this weekend. On Saturday afternoon we will unveil a special factory paWrticipants as they race their supercars, motorbikes and car in the paddock area, before enjoying the Miss bicycles through the Apennines, in this unique celebration of Italian manufacturing. Blonde Ambition on the decks and in the evening, local We would like to thank the local communes dance company Arteare will perform, while you continue this stunning route for our driving pleasure, and hosting Look out for Romeo Ferraris who will return in his locals have turned out in force to provide our guests with Castell’Arquato-Vernasca hill climb 50 years ago. Sandro the best of Emilia Romagna’s famous cuisine. In our VIP Munari will be driving the Lancia Stratos, and world paddock area, Race Director Enzo Scalzo has brought champion Giacomo Agostini will race his MV Augusta. together a world-class display of Italian cars to be enjoyed Artist Guy Portelli has created our stunning award for Best throughout the weekend. and Fastest 200m Drag. Good luck! Italy is rightly celebrated for its outstanding bicycles ground the Best of Italy team has worked tirelessly to promote the Race in the UK and in Italy. cycling event as riders battle to be crowned King of the Finally, thank you to all our programme contributors production has given us the opportunity to collaborate including artist-in-residence John Springs, and Michele with the Best of Italy, from its OZ wheels to its Skorpion Di Mauro for his translations and expert advice. -

Veículos Automotores
ESTADO DE GOIÁS SECRETARIA DE ESTADO DA ECONOMIA DE GOIÁS INSTRUÇÃO NORMATIVA Nº 184/20-SRE ANEXO II BASE DE CÁLCULO DO IPVA EXERCÍCIO DE 2021 - Valores em R$ sem centavos VEÍCULOS AUTOMOTORES Cod Descrição Comb 2020 2019 2018 2017 2016 2015 2014 2013 2012 2011 2010 2009 2008 2007 Denatran 1 IMP/BPS D 1.745 1.588 1.459 1.374 1.308 1.207 1 IMP/BPS G 2.824 2.445 2.343 2.024 1.836 1.696 1.588 1.459 1.400 1.288 1.211 1.100 991 2IMP/CZEPEL D 12.60111.642 2IMP/CZEPEL G 15.28512.601 10.440 8.929 4IMP/NEGRINI D 2.7482.637 4IMP/NEGRINI G 2.904 2.637 2.500 2.312 5 IMP/TRIUMPH THUNDERB. 900 G 35.052 31.971 27.068 25.546 5 IMP/TRIUMPH THUNDERB. 900 D 29.476 25.810 9 IMP/HONDA SCOOTER HE LIX G 16.552 13.586 10 IMP/KAWASAKI KDX 200 G 25.998 21.359 19.620 18.453 16.562 11IMP/SUZUKI VS 800 GL D 21.445 12IMP/SUZUKI K-100 G 4.482 12 IMP/SUZUKI K-100 D 7.937 20H/HONDA CB125 S G 4.249 4.045 3.630 20H/HONDA CB125 S D 4.255 3.907 200 AGRALE/CICLOMOTOR G 4.894 201 AGRALE/DAKAR 30.0 G 16.921 13.737 13.696 10.704 8.228 401I/MONIKA L5-650 SPG 3 G 1.796 404 I/SUNRA HAWK G 9.374 423I/BMW G 650 XCHALLENGE G 16.488 424I/LONGJIA LJ125T A B88 G 1.944 425 I/LONGJIA BEE MONACO G 7.668 6.710 6.146 3.246 999 AME/CHOPPER D 9.190 8.808 8.629 8.378 999AME/CHOPPER G 6.516 6.404 5.864 1001 I/ARIEL D 29.916 23.714 13.874 9.924 6.830 6.151 1001I/ARIEL G 40.476 1002 I/HONDA CB 350 D 17.658 14.154 12.053 11.342 9.472 1007I/VYRUS 987 C3 4V G 47.606 1008I/CPI MOTOR CO ARAGON JR G 1.251 1106 I/LAMBRETA V200 SPECIAL G 20.500 19.808 1404BP/TORK 3 D 4.384 1404BP/TORK 3 G 4.761 1502BP/TRICICLO -
You Must Not Miss This!
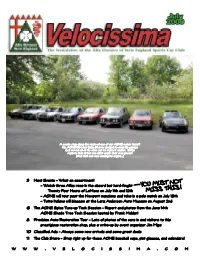
A scenic stop along the route of one of our AONE motor tours? No, AONE Director Brian Shorey decided to clean his garage and moved all of his cars out to make it easier. Brian reports that all but one did it under their own power! (And that one was missing its engine...) 3 Next Events - What an assortment! - Watch three Alfas race in the absurd but hard-fought T YOU MUST NO Twenty Four Hours of LeMons on July 11th and 12th S THIS ! - AONE will tour past the Newport mansions and take in a po l o MmaItchS on July 18th - Tutto Italiano will blossom at the Larz Anderson Auto Museum on August 2nd 6 The AONE Spica Tune-up Tech Session - Report and photos from the June 14th AONE Shade Tree Tech Session hosted by Frank Maldari 8 Precision Auto Restoration Tour - Lots of photos of the cars in and visitors to this prestigious restoration shop, plus a write-up by event organizer Jim Miga 10 Classified Ads - Always some new arrivals and some great deals 1 1 The Club Store - Step right up for those AONE baseball caps, pint glasses, and calendars! WWW.VELOCISSIMA.COM The official publication of the Alfa Owners of Director: Kevin Redden - Salem, NH - New England, Inc. (AONE, pronounced A-1), a 978-387-2416 - [email protected] non-profit organization of Alfa Romeo enthusiasts Director: Lou Shames - Medfield, MA - that is a regional chapter of the national Alfa 508-242-9944 - [email protected] Romeo Owners Club, Inc. (AROC). AONE is Director: Brian Shorey - Boxborough, MA - incorporated in the Commonwealth of Mas- 978-973-0879 - [email protected] sachusetts. -

Z-Fi INSTALLATION INSTRUCTIONS P/N’S F142, F144, F146
2008-2010 Ducati 848 / 2009-2011 Ducati 1198 & 1198S & 1198 SP / 2011-2013 Ducati 848 EVO Z-Fi INSTALLATION INSTRUCTIONS P/N’s F142, F144, F146 WARNING! USE ONLY IN RACE OR OTHER CLOSED COURSE APPLICATIONS AND NEVER ON PUBLIC ROADS Z-Fi products do not meet California CARB highway requirements Z-Fi CONTROL UNIT FUEL HARNESS DOWNLOAD Z-FI MAPPER SOFTWARE & ITS INSTRUCTIONS FROM WEBSITE USB CABLE SCOTCHLOK SWINGARM STICKERS * O2 ELIMINATORS (2) * (2008 848 models only use (1) O2 eliminator so the 2nd O2 eliminator will go un-used in this instance) 4 5 1 (1) MAP SELECT (2) ZAFM CONNECTOR 3 (3) SWITCHED POWER (RED TAG) (4) FRONT CYLINDER 9 INJECTOR CONNECTORS 10 (YELLOW TAG IS CYL 1) 8 (5) REAR CYLINDER 2 INJECTOR CONNECTORS (6) GEAR POSITION SENSOR (7) THROTTLE POSTION SENSOR 6 (8) CRANK POSITION SENSOR 7 (9) GROUND LUG (10) NEUTRAL DETECT Read through all instructions before beginning installation. This is not a replacement for the ECU. This document is intended for use by qualified technicians. For more specific stock component identification and location information refer to a factory service manual. 15330 Fairfield Ranch Rd, Unit E, Chino Hills, CA 91709 (909)597-8300 Fax (909)597-5580 www.Bazzaz.net WE STRONGLY SUGGEST THAT AN EXPERIENCED TECHNICIAN INSTALL THIS BAZZAZ PRODUCT 1. Remove following components: Rider and passenger seats, tank side panels and fuel tank. (Photo 1) Rear Front Cylinder Cylinder Injector Injector Throttle Note: Position Photo #1 serves as a reference for the general location of Sensor component connectors that are required to be accessed throughout the installation. -

Tabipva2016 Anexo I in 51 2015
ESTADO DO CEARÁ SECRETARIA DA FAZENDA COORDENADORIA DE ADMINISTRAÇÃO TRIBUTÁRIA - CATRI TABELA DE VALORES A RECOLHER REFERENTE AO IPVA EXERCÍCIO 2016 - ANO DE FABRICAÇÃO 2001 A 2015 - VALORES EXPRESSOS EM REAIS ANEXO I A QUE SE REFERE A INSTRUÇÃO NORMATIVA N.º 51, DE 18 DE DEZEMBRO DE 2015 GRUPO MARCA SUB-GRUPO DENAT DESCRIÇÃO TIPO COMB 2015 2014 2013 2012 2011 2010 2009 2008 2007 2006 2005 2004 2003 2002 2001 AUTOMÓVEL AMERICAR 160901 AMERICAR/CLASSIC XK 120 6 G 967,45 872,80 831,25 787,42 684,15 650,32 612,22 561,07 524,90 452,02 392,85 ASA 161000 ASA/CAUYPE SPORT 6 G 436,12 411,25 362,57 349,57 295,15 274,95 246,80 197,45 186,12 ASTON MARTIN 105006 I/ASTON MARTIN V8VANTAGE 6 G 13.845,08 13.137,97 11.200,57 10.120,87 AUDI 106018 IMP/AUDI A4 2.4 6 G 799,70 763,95 561,00 106020 IMP/AUDI A6 2.4 6 G 1.085,55 783,65 106025 I/AUDI A6 2.8 6 G 5.184,50 734,15 106026 I/AUDI A3 1.6 6 G 910,25 865,50 106027 I/AUDI S3 1.8T 6 G 1.128,97 971,22 817,73 106029 I/AUDI TT COUPE 225PS 6 G 2.274,32 1.910,15 1.793,87 1.715,85 1.679,96 1.369,52 106035 I/AUDI A4 1.8T 6 G 2.656,10 990,64 873,35 788,90 718,67 673,02 642,07 414,57 106038 I/AUDI A6 2.7T 6 G 1.067,92 978,72 908,62 859,85 106040 I/AUDI A4 AVANT 1.8T 6 G 1.334,82 1.294,25 1.038,30 923,12 734,75 683,00 649,20 544,67 106044 I/AUDI A6 4.2 6 G 2.115,42 1.846,42 1.710,02 1.171,65 1.018,50 811,39 106045 I/AUDI S6 4.2 6 G 1.388,20 1.118,75 106047 I/AUDI A6 ALLROAD 2.7T 6 G 1.174,87 845,87 767,40 654,97 106049 I/AUDI A4 3.0 6 G 1.237,45 1.049,12 929,47 801,60 764,67 580,92 106050 I/AUDI A4 2.0 6 G 860,35