The Study of Hems Based on the Mechanically Activated Intermetallic Al12mg17 Powder
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Aluminium Alloys Chemical Composition Pdf
Aluminium alloys chemical composition pdf Continue Alloy in which aluminum is the predominant lye frame of aluminum welded aluminium alloy, manufactured in 1990. Aluminum alloys (or aluminium alloys; see spelling differences) are alloys in which aluminium (Al) is the predominant metal. Typical alloy elements are copper, magnesium, manganese, silicon, tin and zinc. There are two main classifications, namely casting alloys and forged alloys, both further subdivided into heat-treatable and heat-free categories. Approximately 85% of aluminium is used for forged products, e.g. laminated plates, foils and extrusions. Aluminum cast alloys produce cost-effective products due to their low melting point, although they generally have lower tensile strength than forged alloys. The most important cast aluminium alloy system is Al–Si, where high silicon levels (4.0–13%) contributes to giving good casting features. Aluminum alloys are widely used in engineering structures and components where a low weight or corrosion resistance is required. [1] Alloys composed mostly of aluminium have been very important in aerospace production since the introduction of metal leather aircraft. Aluminum-magnesium alloys are both lighter than other aluminium alloys and much less flammable than other alloys containing a very high percentage of magnesium. [2] Aluminum alloy surfaces will develop a white layer, protective of aluminum oxide, if not protected by proper anodization and/or dyeing procedures. In a wet environment, galvanic corrosion can occur when an aluminum alloy is placed in electrical contact with other metals with a more positive corrosion potential than aluminum, and an electrolyte is present that allows the exchange of ions. -

Circular of the Bureau of Standards No. 76: Aluminum and Its Light Alloys
DEPARTMENT OF COMMERCE Circular • i op the Bureau of Standards S. W. STRATTON. Director No. 76 ALUMINUM AND ITS LIGHT ALLOYS WASHINGTON GOVERNMENT PRINTING OFFICE DEPARTMENT OF COMMERCE Circular OF THE Bureau of Standards S. W. STRATTON, Director No. 76 ALUMINUM AND ITS LIGHT ALLOYS ISSUED APRIL 21, 1919 4 PRICE, 20 CENTS Sold only by the Superintendent of Documents, Government Printing Office Washington, D. C. WASHINGTON GOVERNMENT PRINTING OFFICE 1919 PREFACE The Bureau is continually in receipt of requests for information concerning the properties, statistics, and manufacture of metals and of alloys, coming from other departments of the Government, technical or purchasing agents of manufacturing firms, or from persons engaged in special investigative work in universities and private technical institutes. Such information is rarely to be form usually the sources of found in systematic ; such information are difficult of access, and their accuracy not always certain. Often quoted information of this sort is valueless, either for the reason that the data upon which it is based are actually incorrect or that they have not been properly interpreted. There are therefore being issued from time to time in response to these demands circulars on individual metals or alloys, with the idea of grouping in these circulars all of the best information which the Bureau has as a result of its tests and investigations, together with that available in all records of published tests and investiga- tions of such material. The circulars deal primarily with the physical properties of the metal or alloy. All other features, except a few statistics of pro- duction and such as methods of manufacture, presence of impurities, etc., are discussed only in their relation to these physical proper- ties. -

Advanced Materials for Light Weight Body Design
ISSN (Online): 2319-8753 ISSN (Print) : 2347-6710 International Journal of Innovative Research in Science, Engineering and Technology (A High Impact Factor, Monthly, Peer Reviewed Journal) Visit: www.ijirset.com Vol. 7, Issue 1, January 2018 Advanced Materials for Light Weight Body Design Tejas Pawar1, Atul Ekad2, Nitish Yeole3, Aditya Kulkarni4, Ajinkya Taksale5 BE-Mech. (2016), Dept. of Mechanical Engineering, VIIT, Pune, India.1 BE-Mech. (2016), Dept. of Mechanical Engineering, NBN Sinhgad School of Engineering, Pune, India.2 BE-Mech. (2016), Dept. of Mechanical Engineering, NBN Sinhgad School of Engineering, Pune, India.3 BE-Mech. (2017), Dept. of Mechanical Engineering, RMD Sinhgad School of Engineering, Pune, India.4 BE-Mech. (2016), Dept. of Mechanical Engineering, VPK Bajaj Inst. of Engg. & Technology, Baramati, India.5 ABSTRACT: With the emergent industrial development and dependence on fossil fuels, Green House Gas (GHG) emission has become most important problem. However, car manufacturers have to remain in competition with peers and design their products innovatively that fulfil the new regulations too. Nevertheless of various different approaches to improve fuel economy such as enhancing fuel quality, development of high performance engines and fuel injection system, weight reduction is one of the encouraging approaches. With 10% weight reduction in passenger cars, the fuel economy improves by as much as 6–8%. KEYWORDS: Carbon Fibre, Magnesium, Aluminium, Titanium, light-weight body materials, poly-acrylonitrile I. INTRODUCTION Car body design in view of structural performance and weight reduction is a challenging task due to the various performance objectives that must be satisfied such as vehicle safety, fuel efficiency, endurance and ride quality. -

Silver and Gold Coating
Copyright © Tarek Kakhia. All rights reserved. http://tarek.kakhia.org Gold & Silver Coatings By A . T . Kakhia 1 Copyright © Tarek Kakhia. All rights reserved. http://tarek.kakhia.org 2 Copyright © Tarek Kakhia. All rights reserved. http://tarek.kakhia.org Part One General Knowledge 3 Copyright © Tarek Kakhia. All rights reserved. http://tarek.kakhia.org 4 Copyright © Tarek Kakhia. All rights reserved. http://tarek.kakhia.org Aqua Regia ( Royal Acid ) Freshly prepared aqua regia is colorless, Freshly prepared aqua but it turns orange within seconds. Here, regia to remove metal fresh aqua regia has been added to these salt deposits. NMR tubes to remove all traces of organic material. Contents 1 Introduction 2 Applications 3 Chemistry 3.1 Dissolving gold 3.2 Dissolving platinum 3.3 Reaction with tin 3.4 Decomposition of aqua regia 4 History 1 - Introduction Aqua regia ( Latin and Ancient Italian , lit. "royal water"), aqua regis ( Latin, lit. "king's water") , or nitro – hydro chloric acid is a highly corrosive mixture of acids, a fuming yellow or red solution. The mixture is formed by freshly mixing concentrated nitric acid and hydro chloric acid , optimally in a volume ratio of 1:3. It was named 5 Copyright © Tarek Kakhia. All rights reserved. http://tarek.kakhia.org so because it can dissolve the so - called royal or noble metals, gold and platinum. However, titanium, iridium, ruthenium, tantalum, osmium, rhodium and a few other metals are capable of with standing its corrosive properties. IUPAC name Nitric acid hydro chloride Other names aqua regia , Nitro hydrochloric acid Molecular formula HNO3 + 3 H Cl Red , yellow or gold Appearance fuming liquid 3 Density 1.01–1.21 g / cm Melting point − 42 °C Boiling point 108 °C Solubility in water miscible in water Vapor pressure 21 mbar 2 – Applications Aqua regia is primarily used to produce chloro auric acid, the electrolyte in the Wohl will process. -

MDF/W/61 TARIFFS and TRADE 11 April 1986 Special Distribution
RESTRICTED GENERAL AGREEMENT ON MDF/W/61 TARIFFS AND TRADE 11 April 1986 Special Distribution PROBLEMS OF TRADE IN CERTAIN NATURAL RESOURCE PRODUCTS Background Study on Aluminium and Aluminium Products Prepared by the Secretariat Table of Contents Page INTRODUCTION 6 SECTION I: Main features of the aluminium industry 6 Properties of aluminium 6 World bauxite reserves 7 Processing 7 Bauxite processing 7 Alumina refining 9 Aluminium smelting 10 Re-cycling il Industrial applications of aluminium and alumina 12 Substitution 15 Structure of the industry 15 SECTION II: Production, consumption and prices 19 Bauxite production 20 Alumina production 26 Primarv aluminium production 27 Secondary aluminium production 30 World production of semi-manufactures and castings 30 Consumption of primary aluminium 33 Prices and stocks 42 Bauxite 43 Alumina 44 Aluminium 47 Stocks 51 Demand and supply elasticities 51 SECTION III: International trade 53 Trade in bauxite 55 Trade in alumina 58 Trade in aluminium metal 59 Direction of trade 64 86-0470 MDF/W/61 Page 2 SECTION IV: Commercial policy situation Tokyo Round negotiations: tariff assessment 68 Trade in aluminium and aluminium products under different tariff treatment and according to stages of processing 7i Developed countries 7;. Individual developed-country profiles 74 Developing countries 103 Individual developing-country profiles 103 Tariff escalation and effective tariff protection 127 Non-tariff measures 128 SECTION V: Activities in other international organizations 136 The International Bauxite -

4 Non Ferrous Metals and Alloys 1
UNIT – 4 NON FERROUS METALS AND ALLOYS 1. Babbitt metal is a _____ base alloy. a) lead b) copper c) tin d) cadmium 2. _______ is not nickel-containing aluminum alloy. a) Y alloy b) duralium c) Hindalium d) magnalium 3. In corrosion resistant properties, bronzes are ______ to brasses. a) Superior b) inferior c) same d) none 4. Copper does not contain following properties ____. a) excellent corrosion resistant b) electrical insulator c) non-magnetic properties d) good machineability 5. Tin base alloys are replaced by aluminum base alloys due to ______. a) High cost b) low strength c) corrosion d) less availability 6. ________ types of bearing alloys contain powdered copper and tin. a) plain tin bronze b) Phosphorous bronze c) leaded bronze d) sintered bronze 7. Bush bearing is _____. a) Aluminum bronze b) white metal c) cartridge brass d) None 8. Yellow brass is mainly used for ______. a) rolling b) stamping c) extrusion d) all 9. Copper is used in _____ a) electrical conductors b) automobile radiators c) pressure vessels d) all 10. ________ alloys are second only to steel in use as structural metals. a) copper b) lead c) aluminum d) magnesium 11. The constituents of phosphor bronze are _______ a) Ni, Cu, Co b) Cu, Zn, Mn c) Cu, Sn, P d) Al, Cu, Ni 12. _______ is added to aluminum alloy for improving its hardness. a) nickel b) copper c) magnesium d) none 13. Relative density of aluminum is roughly _____ of steel. a) one third b) one fifth c) one tenth d) equal 14. -
Investigation & Optimization of Tig Welding Parameters And
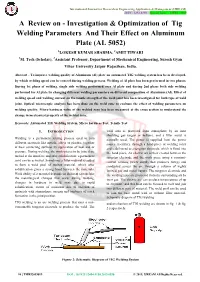
International Journal for Research in Engineering Application & Management (IJREAM) ISSN : 2454-9150 Special Issue - TMRI - 2019 A Review on - Investigation & Optimization of Tig Welding Parameters And Their Effect on Aluminum Plate (AL 5052) 1LOKESH KUMAR SHARMA, 2AMIT TIWARI 1M. Tech (Scholar), 2Assistant Professor, Department of Mechanical Engineering, Suresh Gyan Vihar University Jaipur Rajasthan, India. Abstract - To improve welding quality of Aluminum (Al) plate an automated TIG welding system has been developed, by which welding speed can be control during welding process. Welding of Al plate has been performed in two phases. During 1st phase of welding, single side welding performed over Al plate and during 2nd phase both side welding performed for Al plate by changing different welding parameters on different composition of Aluminum (Al). Effect of welding speed and welding current on the tensile strength of the weld joint has been investigated for both type of weld joint. Optical microscopic analysis has been done on the weld zone to evaluate the effect of welding parameters on welding quality. Micro-hardness value of the welded zone has been measured at the cross section to understand the change in mechanical property of the welded zone. Keywords: Automated TIG Welding System, Micro hardness Test, Tensile Test I. INTRODUCTION weld area is protected from atmosphere by an inert shielding gas (argon or helium), and a filler metal is Welding is a permanent joining process used to join normally used. The power is supplied from the power different materials like metals, alloys or plastics, together source (rectifier), through a hand-piece or welding torch at their contacting surfaces by application of heat and or and is delivered to a tungsten electrode, which is fitted into pressure. -
Circular of the Bureau of Standards No
DEPARTMENT OF COMMERCE Circular of THE Bureau of Standards S. W. STRATTON, DIRECTOR No. 100 NICKEL MARCH 21, 1921 PRICE, 20 CENTS Printing Office Sold only by the Superintendent of Documents, Government Washington, D. C. WASHINGTON GOVERNMENT PRINTING OFFICE 1921 DEPARTMENT OF COMMERCE Circular OF THE Bureau of Standards S. W. STRATTON, DIRECTOR No. 100 NICKEL MARCH 21, 1921 PRICE, 20 CENTS Sold only by the Superintendent of Documents, Government Printing Office Washington, D. C. WASHINGTON GOVERNMENT PRINTING OFFICE 1921 NICKEL CONTENTS Pag© Introduction 4 Part A. Nickel 5 I. Sources, metallurgy, refining 5 II. Commercial grades—uses and applications 10 III. Statistics of production 13 IV. Metallography 14 V. Chemical properties 17 VI. Physical properties 18 1. Density 18 2. Change of state 18 3. Specific heat 19 4. Thermal expansivity 20 5. Thermal conductivity 20 6. Electrical resistivity 20 7. Thermoelectromotive force 23 8. Magnetic properties 23 Electrolytic-solution potential passivity 9. ; 23 10. Optical properties 25 11. Elasticity 26 12. Hardness 27 13. Tensile properties 27 VII. Effect of impurities on the properties of nickel 28 VIII. Technology 32 1. Casting 32 2. Rolling, forging, annealing 33 3. Welding and soldering 35 4. Electrodeposition 36 Part B. Alloys of nickel 39 IX. Equilibrium of binary alloys of nickel 39 X. Commercial alloys 40 1. Monel metal: () Metallography 42 () Uses and applications 42 (c) Physical properties 44 2. Copper-nickel alloys 50 3. Copper-nickel-zinc alloys; nickel silver (nickelene) 55 4. Ferronickel alloys: (a) Nickel steels 62 ( b ) Invar and related alloys 70 5. Alloys for electrical purposes 71 6. -
Introduction to Basic Manufacturing Processes and Workshop Technology
Non-Ferrous Materials 77 impurities are oxide, silica, clay and titanium oxide. It is found in India in the states of Bihar and Madhya Pradesh. Manufacture The bauxite is purified and then dissolved in fused cryolite (double fluoride of aluminium and sodium). The aluminium is then separated from this solution by electrolysis at about 910°C. Properties Pure aluminium has silvery color and lusture. It is ductile, malleable and very good conductor of heat and electricity. It has a very high resistance to corrosion than the ordinary steel. Its specific gravity is 2.7 and melting point is 658°C. Its tensile strength varies from 95 to 157 MN/m2. In proportion to its weight it is quite strong. In its pure state the metal would be weak and soft for most purposes, but when mixed with small amounts of other alloys, it becomes hard and rigid. It may be blanked, formed, drawn, turned, cast, forged and die cast. Its good electrical conductivity is an important property and is broadly used for overhead cables. It forms useful alloys with iron, copper, zinc and other metals. Applications It is mainly used in aircraft and automobile parts where saving of weight is an advantage. The high resistance to corrosion and its non-toxicity make it a useful metal for cooking utensils under ordinary conditions. Aluminium metal of high purity has got high reflecting power in the form of sheets and is, therefore, widely used for reflectors, mirrors and telescopes. It is used in making furniture, doors and window components, rail road, trolley cars, automobile bodies and pistons, electrical cables, rivets, kitchen utensils and collapsible tubes for pastes. -

2 Manufacturing of Aluminium Composite Materials: a Review
Kamardeen O. Abdulrahman, Esther T. Akinlabi, and Rasheedat M. Mahamood 2 Manufacturing of aluminium composite materials: A review Abstract: Aluminium composite materials are becoming very popular as a result of their physical and mechanical characteristics, which are making them relevant to various applications. The addition of reinforcement materials with unique characteristics into aluminium produces aluminium composites with superior quality. Wear resistance, stiffness, strength and hardness are some of the improved properties obtained when reinforcement materials were added to the primary aluminium. This chapter presents some of the manufacturing processes of aluminium, its alloys and composites. The effects of reinforcements on aluminium composites from existing work and research direction on the fabrication of aluminium composite materials were discussed in this chapter. Keywords: Composite materials, Functionally graded materials (FGMs), Manufacturing processes, Aluminium matrix, Powder metallurgy 2.1 Introduction Aluminium comprises about 8% of the Earth crust, which makes it the second most plentiful element on the Earth’s crust and it is never found in its pure state [1]. It is mostly available in its oxide form as micas, feldspars and clay. Aluminium is a light metal with a melting point of 658 °C, specific gravity of 2.7 and tensile strength between 90 and 150 MPa [2]. Aluminium, which was discovered in 1807, becomes widely commercialized after the invention of the Hall–Heroult production process in 1886 [3]. This history is summarized in Table 2.1. Strengthening of aluminium is usually done by alloying using elements such as copper (Cu), magnesium (Mg), manganese (Mn), nickel (Ni), silicon (Si) and zinc (Zn) [4]. -

Nano Materials
Nano Materials Nanomaterials are cornerstones of nanoscience and nanotechnology. Nanostructure science and Technology is a broad and interdisciplinary area of research and development activity that has been growing explosively worldwide in the past few years. Nano scale materials are defined as a set of substances where at least one dimension is less than approximately 100 nanometers. A nanometer is one millionth of a millimeter - approximately 100,000 times smaller than the diameter of a human hair. Nano materials are of interest because at this scale unique optical, magnetic, electrical, and other properties emerge. These emergent properties have the potential for great impacts in electronics, medicine, and other fields. Some nanomaterials occur naturally, but of particular interest are engineered nanomaterials (EN), which are designed for, and already being used in many commercial products and processes. They can be found in such things as sunscreens, cosmetics, sporting goods, stain resistant clothing, tires, electronics, as well as many other everyday items, and are used in medicine for purposes of diagnosis, imaging and drug delivery. Methods for creating nanostructures: There are many different ways of creating nanostructures: macromolecules or nanoparticles or buckyballs or nanotubes and so on can be synthesized artificially for certain specific materials. They can also be arranged by methods based on equilibrium or near equilibrium thermo dynamics such as methods of self-organization and self-assembly (sometimes also called bio-mimetic -

(A) Zinc Is Used to Cover Iron So As to Prevent Rusting of Iron
CHAPTER 7 METALLURGY EXERCISE 7D Question 1: Explain the following: (a) Zinc is used to cover iron so as to prevent rusting of iron. Why? (b) In construction work, why is the alloy of aluminium–duralumin used rather than pure aluminium? Solution 1 (a) Zinc is more electropositive metal than iron, gets oxidized and saves iron. Also zinc forms protective layer of ZnO on iron. This layer is sticky and impervious in nature and protects the iron metal underneath from rusting. (b) In construction work, the alloy of aluminium–duralumin is used rather than pure aluminium because of the following reasons: a) Duralumin is lighter and strong, but aluminium is light and not strong. b)Duralumin is unaffected by moist air, while aluminium gets affected by moist air. c) Duralumin is corrosion-resistant, while aluminium can undergo corrosion. Question 2: What is an alloy? How do properties of an alloy differ from its constituents? Solution 2 Alloy is a homogeneous mixture of two or more metals or of one or more metals with certain non-metallic elements. The properties of alloys are often greatly different from those of the components. For example: a) Gold is too soft to be used without small percentage of copper. b) A low percentage of molybdenum improves the toughness and wear resistance of steel. c) Bell metal is more sonorous than copper or tin. d) Alnico an alloy of aluminium, nickel and cobalt can lift 60 times its own mass. e) These added elements improve hardness, wear resistance, toughness and other properties. Q 3: Both Brass and bronze contain copper as major constituents.