Steam Cracking: Chemical Engineering
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Part I: Carbonyl-Olefin Metathesis of Norbornene
Part I: Carbonyl-Olefin Metathesis of Norbornene Part II: Cyclopropenimine-Catalyzed Asymmetric Michael Reactions Zara Maxine Seibel Submitted in partial fulfillment of the requirements for the degree of Doctor of Philosophy in the Graduate School of Arts and Sciences COLUMBIA UNIVERSITY 2016 1 © 2016 Zara Maxine Seibel All Rights Reserved 2 ABSTRACT Part I: Carbonyl-Olefin Metathesis of Norbornene Part II: Cyclopropenimine-Catalyzed Asymmetric Michael Reactions Zara Maxine Seibel This thesis details progress towards the development of an organocatalytic carbonyl- olefin metathesis of norbornene. This transformation has not previously been done catalytically and has not been done in practical manner with stepwise or stoichiometric processes. Building on the previous work of the Lambert lab on the metathesis of cyclopropene and an aldehyde using a hydrazine catalyst, this work discusses efforts to expand to the less stained norbornene. Computational and experimental studies on the catalytic cycle are discussed, including detailed experimental work on how various factors affect the difficult cycloreversion step. The second portion of this thesis details the use of chiral cyclopropenimine bases as catalysts for asymmetric Michael reactions. The Lambert lab has previously developed chiral cyclopropenimine bases for glycine imine nucleophiles. The scope of these catalysts was expanded to include glycine imine derivatives in which the nitrogen atom was replaced with a carbon atom, and to include imines derived from other amino acids. i Table of Contents List of Abbreviations…………………………………………………………………………..iv Part I: Carbonyl-Olefin Metathesis…………………………………………………………… 1 Chapter 1 – Metathesis Reactions of Double Bonds………………………………………….. 1 Introduction………………………………………………………………………………. 1 Olefin Metathesis………………………………………………………………………… 2 Wittig Reaction…………………………………………………………………………... 6 Tebbe Olefination………………………………………………………………………... 9 Carbonyl-Olefin Metathesis……………………………………………………………. -
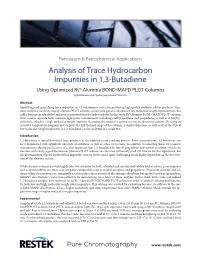
Analysis of Trace Hydrocarbon Impurities in 1,3-Butadiene Using Optimized Rt®-Alumina BOND/MAPD PLOT Columns by Rick Morehead, Jan Pijpelink, Jaap De Zeeuw, Tom Vezza
Petroleum & Petrochemical Applications Analysis of Trace Hydrocarbon Impurities in 1,3-Butadiene Using Optimized Rt®-Alumina BOND/MAPD PLOT Columns By Rick Morehead, Jan Pijpelink, Jaap de Zeeuw, Tom Vezza Abstract Identifying and quantifying trace impurities in 1,3-butadiene is critical in producing high quality synthetic rubber products. Stan- dard analytical methods employ alumina PLOT columns which yield good resolution for low molecular weight hydrocarbons, but suffer from irreproducibility and poor sensitivity for polar hydrocarbons. In this study, Rt®-Alumina BOND/MAPD PLOT columns were used to separate both common light polar contaminants, including methyl acetylene and propadiene, as well as 4-vinylcy- clohexene, which is a high molecular weight impurity that normally requires a second test on an alternative column. By using an extended temperature program that employs the full thermal range of the column, 4-vinylcyclohexene, as well as all of the typical low molecular weight impurities in 1,3-butadiene, can be analyzed in a single test. Introduction 1,3-butadiene is typically isolated from products of the naphtha steam cracking process. Prior to purification, 1,3-butadiene can be contaminated with significant amounts of isobutene as well as other C4 isomers. In addition to removing these C4 isomeric contaminants during purification, it is also important that 1,3-butadiene be free of propadiene and methyl acetylene, which can interfere with catalytic polymerization. Alumina PLOT columns are the most commonly used GC column for this application, but the determination of polar hydrocarbon impurities at trace levels can be quite challenging and is highly dependent on the deactiva- tion of the alumina surface. -

Title Crystallization of Stereospecific Olefin Copolymers (Special Issue on Physical Chemistry) Author(S) Sakaguchi, Fumio; Kita
Crystallization of Stereospecific Olefin Copolymers (Special Title Issue on Physical Chemistry) Author(s) Sakaguchi, Fumio; Kitamaru, Ryozo; Tsuji, Waichiro Bulletin of the Institute for Chemical Research, Kyoto Citation University (1966), 44(4): 295-315 Issue Date 1966-10-31 URL http://hdl.handle.net/2433/76134 Right Type Departmental Bulletin Paper Textversion publisher Kyoto University Crystallization of Stereospecifie Olefin Copolymers Fumio SAKAGUCHI,Ryozo KITAMARU and Waichiro TSUJI* (Tsuji Laboratory) Received August 13, 1966 The stereoregularity of isotactic poly(4-methyl-1-pentene) was characterized and isomorphism phenomena were examined for the copolymeric systems of 4-methyl-1-pentene with several olefins in order to study the crystallization phenomena in these olefin copoly- mers polymerized with stereospecific catalysts. The structural heterogeneity or the fine crystalline structure of poly(4-methyl-1-pentene) could be correlated with its molecular structure by viewing this stereoregular homopolymer as if it were a copolymer. Cocrystallization or isomorphism phenomenon was recognized for the copolymeric systems of 4-methyl-1-pentene with butene-1, pentene-1, decene-1 and 3-methyl-1-butene, while no evidence of the phenomenon was obtained for the copolymeric systems with styrene and propylene. The degree of the isomorphism of those copolymers was discussed with the informations on the crystalline phases obtained from the X-ray study, on the constitution of the copolymeric chains in the amorphous phases obtained from the viscoelastic studies and on the other thermodynamical properties of these systems. INTRODUCTION Many works have been made with regard to the homopolymerization of olefins with stereospecific catalysts, i. e. complex catalysts composed of the combination of organometallic compound and transitional metallic compound. -

Naphtha Catalytic Cracking Process Economics Program Report 29K
` IHS CHEMICAL Naphtha Catalytic Cracking Process Economics Program Report 29K December 2017 ihs.com PEP Report 29K Naphtha Catalytic Cracking Michael Arne Research Director, Emerging Technologies IHS Chemical | PEP Report 29K Naphtha Catalytic Cracking PEP Report 29K Naphtha Catalytic Cracking Michael Arne, Research Director, Emerging Technologies Abstract Ethylene is the world’s most important petrochemical, and steam cracking is by far the dominant method of production. In recent years, several economic trends have arisen that have motivated producers to examine alternative means for the cracking of hydrocarbons. Propylene demand is growing faster than ethylene demand, a trend that is expected to continue for the foreseeable future. Hydraulic fracturing in the United States has led to an oversupply of liquefied petroleum gas (LPG) which, in turn, has led to low ethane prices and a shift in olefin feedstock from naphtha to ethane. This shift to ethane has led to a relative reduction in the production of propylene. Conventional steam cracking of naphtha is limited by the kinetic behavior of the pyrolysis reactions to a propylene-to-ethylene ratio of 0.6–0.7. These trends have led producers to search for alternative ways to produce propylene. Several of these— propane dehydrogenation and metathesis, for example—have seen large numbers of newly constructed plants in recent years. Another avenue producers have examined is fluid catalytic cracking (FCC). FCC is the world’s second largest source of propylene. This propylene is essentially a byproduct of refinery gasoline production. However, in recent years, an effort has been made to increase ethylene and propylene yields to the point that these light olefins become the primary products. -
Next Generation PLOT Alumina Technology for Accurate Measurement of Trace Polar Hydrocarbons in Hydrocarbon Streams
Next generation PLOT alumina technology for accurate measurement of trace polar hydrocarbons in hydrocarbon streams Jaap de Zeeuw, Tom Vezza, Bill Bromps, Rick Morehead and Gary Stidsen Restek Corporation, Bellefonte, USA 1 Next generation PLOT alumina technology for accurate measurement of trace polar hydrocarbons in hydrocarbon streams Jaap de Zeeuw, Tom Vezza, Bill Bromps, Rick More head and Gary Stidsen Restek Corporation Summary In light hydrocarbon analysis, the separation and detection of traces of polar hydrocarbons like acetylene, propadiene and methyl acetylene is very important. Using commercial alumina columns with KCl or Na2SO4 deactivation, often results in low response of polar hydrocarbons. Additionally, challenges are observed in response-in time stability. Solutions have been proposed to maximize response for components like methyl acetylene and propadiene, using alumina columns that were specially deactivated. Operating such columns showed still several challenges: Due to different deactivations, the retention and loadability of such alumina columns has been drastically reduced. A new Alumina deactivation technology was developed that combined the high response for polar hydrocarbon with maintaining the loadability. This allows the high response for components like methyl acetylene, acetylene and propadiene, also to be used for impurity analysis as well as TCD type applications. Such columns also showed excellent stability of response in time, which was superior then existing solutions. Additionally, it was observed that such alumina columns could be used up to 250 C, extending the Tmax by 50C. This allows higher hydrocarbon elution, faster stabilization and also widens application scope of any GC where multiple columns are used. In this poster the data is presented showing the improvements made in this important application field. -

Syntheses and Eliminations of Cyclopentyl Derivatives David John Rausch Iowa State University
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1966 Syntheses and eliminations of cyclopentyl derivatives David John Rausch Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Organic Chemistry Commons Recommended Citation Rausch, David John, "Syntheses and eliminations of cyclopentyl derivatives " (1966). Retrospective Theses and Dissertations. 2875. https://lib.dr.iastate.edu/rtd/2875 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. This dissertation has been microfilmed exactly as received 66—6996 RAUSCH, David John, 1940- SYNTHESES AND ELIMINATIONS OF CYCLOPENTYL DERIVATIVES. Iowa State University of Science and Technology Ph.D., 1966 Chemistry, organic University Microfilms, Inc., Ann Arbor, Michigan SYNTHESES AND ELIMINATIONS OF CYCLOPENTYL DERIVATIVES by David John Rausch A Dissertation Submitted to the Graduate Faculty in Partial Fulfillment of The Requirements for the Degree of DOCTOR OF PHILOSOPHY Major Subject: Organic Chemistry Approved : Signature was redacted for privacy. Signature was redacted for privacy. Head of Major Department Signature was redacted for privacy. Iowa State University Of Science and Technology Ames, Iowa 1966 ii TABLE OF CONTENTS VITA INTRODUCTION HISTORICAL Conformation of Cyclopentanes Elimination Reactions RESULTS AND DISCUSSION Synthetic Elimination Reactions EXPERIMENTAL Preparation and Purification of Materials Procedures and Data for Beta Elimination Reactions SUMMARY LITERATURE CITED ACKNOWLEDGEMENTS iii VITA The author was born in Aurora, Illinois, on October 24, 1940, to Mr. -

Burton Introduces Thermal Cracking for Refining Petroleum John Alfred Heitmann University of Dayton, [email protected]
University of Dayton eCommons History Faculty Publications Department of History 1991 Burton Introduces Thermal Cracking for Refining Petroleum John Alfred Heitmann University of Dayton, [email protected] Follow this and additional works at: https://ecommons.udayton.edu/hst_fac_pub Part of the History Commons eCommons Citation Heitmann, John Alfred, "Burton Introduces Thermal Cracking for Refining Petroleum" (1991). History Faculty Publications. 92. https://ecommons.udayton.edu/hst_fac_pub/92 This Encyclopedia Entry is brought to you for free and open access by the Department of History at eCommons. It has been accepted for inclusion in History Faculty Publications by an authorized administrator of eCommons. For more information, please contact [email protected], [email protected]. 573 BURTON INTRODUCES THERMAL CRACKING FOR REFINING PETROLEUM Category of event: Chemistry Time: January, 1913 Locale: Whiting, Indiana Employing high temperatures and pressures, Burton developed a large-scale chem ical cracking process, thus pioneering a method that met the need for more fuel Principal personages: WILLIAM MERRIAM BURTON (1865-1954), a chemist who developed a commercial method to convert high boiling petroleum fractions to gas oline by "cracking" large organic molecules into more useful and marketable smaller units ROBERT E. HUMPHREYS, a chemist who collaborated with Burton WILLIAM F. RODGERS, a chemist who collaborated with Burton EUGENE HOUDRY, an industrial scientist who developed a procedure us ing catalysts to speed the conversion process, which resulted in high octane gasoline Summary of Event In January, 1913, William Merriam Burton saw the first battery of twelve stills used in the thermal cracking of petroleum products go into operation at Standard Oil of Indiana's Whiting refinery. -

(HDS) Unit for Petroleum Naphtha at 3500 Barrels Per Day
Available online at www.worldscientificnews.com WSN 9 (2015) 88-100 EISSN 2392-2192 Design Parameters for a Hydro desulfurization (HDS) Unit for Petroleum Naphtha at 3500 Barrels per Day Debajyoti Bose University of Petroleum & Energy Studies, College of Engineering Studies, P.O. Bidholi via- Prem Nagar, Dehradun 248007, India E-mail address: [email protected] ABSTRACT The present work reviews the setting up of a hydrodesulphurization unit for petroleum naphtha. Estimating all the properties of the given petroleum fraction including its density, viscosity and other parameters. The process flow sheet which gives the idea of necessary equipment to be installed, then performing all material and energy balance calculations along with chemical and mechanical design for the entire setup taking into account every instrument considered. The purpose of this review paper takes involves an industrial process, a catalytic chemical process widely used to remove sulfur (S) from naphtha. Keywords: hydro desulfurization, naphtha, petroleum, sulfur Relevance to Design Practice - The purpose of removing the sulfur is to reduce the sulfur dioxide emissions that result from using those fuels in automotive vehicles, aircraft, railroad locomotives, gas or oil burning power plants, residential and industrial furnaces, and other forms of fuel combustion. World Scientific News 9 (2015) 88-100 1. INTRODUCTION Hydrodesulphurization (HDS) is a catalytic chemical process widely used to remove sulfur (S) from natural gas and from refined petroleum products such as gasoline or petrol, jet fuel, kerosene, diesel fuel, and fuel oils. The purpose of removing the sulfur is to reduce the sulfur dioxide (SO2) emissions that result from various combustion practices. -

BENZENE Disclaimer
United States Office of Air Quality EPA-454/R-98-011 Environmental Protection Planning And Standards June 1998 Agency Research Triangle Park, NC 27711 AIR EPA LOCATING AND ESTIMATING AIR EMISSIONS FROM SOURCES OF BENZENE Disclaimer This report has been reviewed by the Office of Air Quality Planning and Standards, U.S. Environmental Protection Agency, and has been approved for publication. Mention of trade names and commercial products does not constitute endorsement or recommendation of use. EPA-454/R-98-011 ii TABLE OF CONTENTS Section Page LIST OF TABLES.....................................................x LIST OF FIGURES.................................................. xvi EXECUTIVE SUMMARY.............................................xx 1.0 PURPOSE OF DOCUMENT .......................................... 1-1 2.0 OVERVIEW OF DOCUMENT CONTENTS.............................. 2-1 3.0 BACKGROUND INFORMATION ...................................... 3-1 3.1 NATURE OF POLLUTANT..................................... 3-1 3.2 OVERVIEW OF PRODUCTION AND USE ......................... 3-4 3.3 OVERVIEW OF EMISSIONS.................................... 3-8 4.0 EMISSIONS FROM BENZENE PRODUCTION ........................... 4-1 4.1 CATALYTIC REFORMING/SEPARATION PROCESS................ 4-7 4.1.1 Process Description for Catalytic Reforming/Separation........... 4-7 4.1.2 Benzene Emissions from Catalytic Reforming/Separation .......... 4-9 4.2 TOLUENE DEALKYLATION AND TOLUENE DISPROPORTIONATION PROCESS ............................ 4-11 4.2.1 Toluene Dealkylation -
Material Safety Data Sheet
MATERIAL NAME: Heavy Straight MSDS # EPL-13 Run Naphtha MATERIAL SAFETY DATA SHEET SECTION 1 X PRODUCT AND COMPANY IDENTIFICATION FOR EMERGENCY SOURCE INFORMATION CONTACT: Explorer Pipeline Company ¾ (918) 493 - 5100 6846 South Canton ¾ CHEMTREC: (800) 424-9300 (24 hour contact) P.O. Box 2650 ¾ CANUTEC: (613) 996-6666 Tulsa, Oklahoma 74101 ¾ SETIQ: 91-800-00214 TRADE NAMES/SYNONYMS: Penex CHEMICAL FAMILY: Mixture of C - 4 EPL Code: 10 Raffinate C6, Hydrocarbons This material safety data sheet represents the composite characteristics and properties of fungible petroleum hydrocarbons and other related substances transported by explorer pipeline company. The information presented was compiled from one or more product shipper sources and is intended to provide health and safety guidance for these fungible products. Individual shipper and manufacturer MSDSs are available at Explorer Pipeline Company’s, Tulsa, Oklahoma, offices. SECTION 2 ; HAZARDS IDENTIFICATION )))))))))))))))))EMERGENCY OVERVIEW))))))))))))))))) Flammable Liquid!! ¾ Clear liquid with petroleum odor; ¾ Harmful or fatal if swallowed, inhaled or absorbed through skin. ¾ May cause CNS depression. ¾ Can produce skin irritation upon prolonged or repeated contact. ¾ Keep away from heat, sparks and open flame; ¾ Wash thoroughly after handling; ¾ Contains petroleum distillates! If swallowed, do not induce vomiting since aspiration into the lungs will cause chemical pneumonia; ¾ Avoid breathing vapors or mist; ¾ Use only with adequate ventilation; and ¾ Obtain prompt medical attention. Keep Out of Reach of Children! )))))))))))))))))))))))))))))))))))))))))))))) SECTION 3 W COMPOSITION/INFORMATION OF INGREDIENTS INGREDIENT CAS NUMBER PERCENTAGE (%) Mixture of C4-C6 hydrocarbons 64741-70-4 100% ACUTE SUMMARY OF ACUTE HAZARDS: Harmful or fatal if swallowed, inhaled or absorbed through the skin. May cause CNS depression. -

Optimization of Refining Alkylation Process Unit Using Response
Optimization of Refining Alkylation Process Unit using Response Surface Methods By Jose Bird, Darryl Seillier, Michael Teders, and Grant Jacobson - Valero Energy Corporation Abstract This paper illustrates a methodology to optimize the operations of an alkylation unit based on response surface methods. Trial based process optimization requires the unit to be operated across a wide range of conditions. This approach tends to be opposed by refinery operations as it can disrupt the normal operations of a process unit. Using the methods presented in this paper, the general direction of process improvement is first identified using a first order profit response surface built from available operating data. The performance of the unit is then evaluated at the refinery by making systematic changes to the key factors in the projected direction of process improvement. The operating results are then used to build a localized second order profit response surface to generate a revised set of optimum targets. Multiple linear regression models are used to predict alkylate yield, alkylate octane and Iso-stripper or De-Isobutanizer reboiler duty as a function of key process variables. These models are then used to generate a profit response surface for selection of an optimum target region for step testing at the refinery prior to implementation of the unit targets. 1. Introduction An alkylation unit takes a feed stream with a high olefin content, typically originating from a fluid catalytic cracking (FCC) unit, and adds isobutane (IC4) which reacts with the olefins to produce a high octane alkylate product. Either hydrofluoric or sulfuric acid is used as a catalyst for the alkylation reaction. -

Platinum Catalysts in Petroleum Refining
Platinum Catalysts in Petroleum Refining By S. W. Curry, B.s., M.B.A. Universal Oil Products Company, Des Plnines, Illinois Rejbriiiirig processes using platinunz catalysts have beconie oj- major importance in petroleum rejining during the past seven years. The?. enable the octane rating of naphthas to be greatly increased, am1 cue more economicnl than any other rejiningyrocess for the production of high octane gasoline. In this article the general nature of the processes is described and the Platforniing process is considwed iti iiiore rletnil. Platinum in any form was virtually unused years. The end is by no means in sight, in the petroleum industry until 1949. Then since the trend in octane number requirement, Universal Oil Products Company introduced particularly for automobiles, has continued it on an unprecedented scale as the active to creep upward year by year. catalytic agent in its Platforming process for To have advocated the use of 400 ounces catalytically upgrading low octane petroleum of a noble metal, selling at about $70 per naphthas to high quality products. ounce at that time, in a catalyst charge for a Prior to the installation of the first UOP single small commercial refinery unit, would Platforming unit, platinum was found chiefly doubtless have been branded prior to 1949 in laboratories in the oil industry. In sharp as the impractical idea of a dreamer. UOP's contrast with 1949, platinum today may be announcement surprised many in the oil regarded as a most essential item in the pro- industry for that matter. duction of high octane gasoline for automo- Even after the first Platformer had been biles and piston-engine aircraft.