Supporting Information for Adv
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Integration of Conductive Materials with Textile Structures, an Overview
sensors Review Integration of Conductive Materials with Textile Structures, an Overview Granch Berhe Tseghai 1,2,3,* , Benny Malengier 1 , Kinde Anlay Fante 2 , Abreha Bayrau Nigusse 1,3 and Lieva Van Langenhove 1 1 Department of Materials, Textiles and Chemical Engineering, Ghent University, 9000 Gent, Belgium; [email protected] (B.M.); [email protected] (A.B.N.); [email protected] (L.V.L.) 2 Jimma Institute of Technology, Jimma University, P.O. Box 378 Jimma, Ethiopia; [email protected] 3 Ethiopian Institute of Textile and Fashion Technology, Bahir Dar University, 6000 Bahir Dar, Ethiopia * Correspondence: [email protected]; Tel.: +32-465570635 Received: 5 November 2020; Accepted: 1 December 2020; Published: 3 December 2020 Abstract: In the last three decades, the development of new kinds of textiles, so-called smart and interactive textiles, has continued unabated. Smart textile materials and their applications are set to drastically boom as the demand for these textiles has been increasing by the emergence of new fibers, new fabrics, and innovative processing technologies. Moreover, people are eagerly demanding washable, flexible, lightweight, and robust e-textiles. These features depend on the properties of the starting material, the post-treatment, and the integration techniques. In this work, a comprehensive review has been conducted on the integration techniques of conductive materials in and onto a textile structure. The review showed that an e-textile can be developed by applying a conductive component on the surface of a textile substrate via plating, printing, coating, and other surface techniques, or by producing a textile substrate from metals and inherently conductive polymers via the creation of fibers and construction of yarns and fabrics with these. -

First Review - Professional Peers - ITAA Members
DESIGN EXHIBITION COMMITTEE First Review - Professional Peers - ITAA Members Mounted Gallery Co-Chairs: Melinda Adams, University of the Incarnate Word Laura Kane, Framingham State University Su Koung An, Central Michigan University Ashley Rougeaux-Barnes, Texas Tech University Laurie Apple, University of Arkansas Lynn Blake, Lasell College Lynn Boorady, Buffalo State College Design Awards Committee: Melanie Carrico, University of North Carolina, Greensboro Review Chair: Belinda Orzado, University of Delaware Chanjuan Chen, Kent State University Kelly Cobb, University of Delaware Catalog: Sheri L. Dragoo, Texas Woman’s University Sheri Dragoo, Texas Woman’s University V.P. for Scholarship: Youn Kyung Kim, University of Tennessee Rachel Eike, Baylor University Andrea Eklund, Central Washington University Jennifer Harmon, University of Wyoming First Review Erin Irick, University of Wyoming A total of 107 pieces were accepted through the peer review Ashley Kim, SUNY Oneonta process for display in the 2017 ITAA Design Exhibition with Eundeok Kim, Florida State University a 37% acceptance rate. All jurying employed a double blind Helen Koo, Konkuk University process so the jurors had no indication of whose work they Ashley Kubley, University of Cincinnati were judging. A double-blind jury of textile and apparel peers Jung Eun Lee, Virginia Tech reviewed each submission including design statement and YoungJoo Lee, Georgia Southern University images. Further, a panel of Industry experts reviewed submissions Diane Limbaugh, Oklahoma State University -

PRINTING CONDUCTIVE INK TRACKS on TEXTILE MATERIALS TAN SIUN CHENG a Project Report Submitted in Partial Fulfillment of the Requ
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by UTHM Institutional Repository i PRINTING CONDUCTIVE INK TRACKS ON TEXTILE MATERIALS TAN SIUN CHENG A project report submitted in partial fulfillment of the requirement for the award of the Degree of Master of Mechanical Engineering Faculty of Mechanical and Manufacturing Engineering Universiti Tun Hussein Onn Malaysia July 2015 v ABSTRACT Textile materials with integrated electrical features are capable of creating intelligent articles with wide range of applications such as sports, work wear, health care, safety and others. Traditionally the techniques used to create conductive textiles are conductive fibers, treated conductive fibers, conductive woven fabrics and conductive ink. The technologies to print conductive ink on textile materials are still under progress of development thus this study is to investigate the feasibility of printing conductive ink using manual, silk screen printing and on-shelf modified ink jet printer. In this study, the two points probe resistance test (IV Resistance Test) is employed to measure the resistance for all substrates. The surface finish and the thickness of the conductive inks track were measured using the optical microscope. The functionality of the electronics structure printed was tested by introducing strain via bending test to determine its performance in changing resistance when bent. It was found that the resistance obtained from manual method and single layer conductive ink track by silkscreen process were as expected. But this is a different case for the double layer conductive ink tracks by silkscreen where the resistance acquired shows a satisfactory result as expected. -

TRANSPORTATION PROFESSIONALS THIS IS WEAR YOUR BRAND STANDS TALL with Red Kap.®
UNIFORM SOLUTIONS for TRANSPORTATION PROFESSIONALS THIS IS WEAR YOUR BRAND STANDS TALL with Red Kap.® 2 Transportation.RedKap.com BOOST YOUR PROTECT ELEVATE PRODUCTIVITY YOUR TEAM YOUR BRAND KEEP YOUR TEAM FOCUSED ON VISIBILITY SAFETY APPAREL – FOR AN FOR A LOOK THAT STANDS THE JOB. NOT THEIR UNIFORMS. EXTRA LEVEL OF ASSURANCE. THE TEST OF TIME. Pages 4-13 Pages 14-21 Pages 22-31 3 THIS IS WEAR PERFORMANCE MATTERS KEEP YOUR TEAM FOCUSED ON THE JOB. NOT THEIR UNIFORMS. Red Kap® is built to deliver job-inspired performance – giving your team unequalled flexibility and freedom of movement without sacrificing an ounce of comfort. 4 Transportation.RedKap.com PERFORMANCE Red Kap® with Specially designed FLEX PANELS increase your freedom of movement. ELEVATE YOUR BRAND AND BOOST YOUR TEAM’S PERFORMANCE Durable RIPSTOP FABRIC on work ® shirts is 75% STRONGER than UTILIZING RED KAP other poplin work fabrics. WITH MIMIX™ Your business, and your team, are always in motion. Red Kap® with MIMIX™ ensures your PREMIUM, PROFESSIONAL LOOK team is free to focus on the job at hand, not improves customer perception their clothes. Red Kap® with MIMIX™ revolutionizes and fosters employee pride. uniform apparel by providing optimum mobility and comfort for physically active workers, while providing an elevated, professional image for your ™ brand. Our patented MIMIX flex panels greatly MOISTURE WICKING FINISH increase freedom of movement and allow for on work shirts draws moisture breathability where it’s needed most. away from the body. Put it to the test today and discover the Red Kap® with MIMIX™ difference. PERFORMANCE FLEX FABRIC provides ADDITIONAL BREATHABILITY Bend, stretch, squat and reach where you need it most. -

Sew Any Fabric Provides Practical, Clear Information for Novices and Inspiration for More Experienced Sewers Who Are Looking for New Ideas and Techniques
SAFBCOV.qxd 10/23/03 3:34 PM Page 1 S Fabric Basics at Your Fingertips EW A ave you ever wished you could call an expert and ask for a five-minute explanation on the particulars of a fabric you are sewing? Claire Shaeffer provides this key information for 88 of today’s most NY SEW ANY popular fabrics. In this handy, easy-to-follow reference, she guides you through all the basics while providing hints, tips, and suggestions based on her 20-plus years as a college instructor, pattern F designer, and author. ABRIC H In each concise chapter, Claire shares fabric facts, design ideas, workroom secrets, and her sewing checklist, as well as her sewability classification to advise you on the difficulty of sewing each ABRIC fabric. Color photographs offer further ideas. The succeeding sections offer sewing techniques and ForewordForeword byby advice on needles, threads, stabilizers, and interfacings. Claire’s unique fabric/fiber dictionary cross- NancyNancy ZiemanZieman references over 600 additional fabrics. An invaluable reference for anyone who F sews, Sew Any Fabric provides practical, clear information for novices and inspiration for more experienced sewers who are looking for new ideas and techniques. About the Author Shaeffer Claire Shaeffer is a well-known and well- respected designer, teacher, and author of 15 books, including Claire Shaeffer’s Fabric Sewing Guide. She has traveled the world over sharing her sewing secrets with novice, experienced, and professional sewers alike. Claire was recently awarded the prestigious Lifetime Achievement Award by the Professional Association of Custom Clothiers (PACC). Claire and her husband reside in Palm Springs, California. -
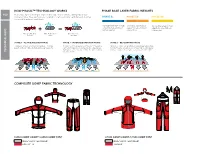
How Phasic™ Technology Works
PMS 301 PMS Process Blue PMS 110 PMS 107 PMS 301 PMS Process Blue HOW PHASIC™ TECHNOLOGY WORKS PHASE BASE LAYER FABRIC WEIGHTS 180 Phasic™ base layer technology is engineered for superior performance during stop-and-go interval activities. Phase garments are designed to retain less moisture and dry faster, keeping PHASE SL PHASE SV PHASE AR the user drier and more comfortable. PMS 301 Superlight base layer for high SeverePMS 152 base layer for high All-roundPMS 110 base layer for high PMS Process Blue output interval activities in outputPMS 136 interval activities in outputPMS 107 interval activities in warmer weather. cold weather. cold weather. Moisture Wicking 100% Hydrophobic Bi-component Phi Yarns Yarns Structure STAGE 1 - ACTIVE/WICKING PHASE STAGE 2 - INTENSE/DISPERSION PHASE STAGE 3 - REST/DRYING PHASE Entering an active phase, Phi yarns rapidly pull moisture Phi yarns work to disperse moisture across the entire Hydrophobic yarns, along with the broadly dispersed moisture away from the skin while the hydrophobic yarns stay dry. garment, helping to regulate body temperature. PMS 110 from the Phi yarns, combine to allow Phasic™ fabric to dry quickly Hydrophobic yarns stay dry and limit the fabric’s ability PMS 107 during a rest phase, keepingPMS theCool user Gray warm 8 and comfortable.PMS 152 TECHNICAL INFO to hold moisture. PMS Cool Gray 3 PMS 136 PMS 152 PMS 136 PMS Cool Gray 8 PMS Cool Gray 3 COMPOSITE GORE® FABRIC TECHNOLOGY PMS Cool Gray 8 PMS Cool Gray 3 ALPHA COMP HOODY / ALPHA COMP PANT LITHIC COMP HOODY / LITHIC COMP PANT GORE® FABRIC TECHNOLOGY GORE® FABRIC TECHNOLOGY FORTIUS™ 1.0 TRUSARO™ MAPP-MERINO ADVANCED INSULATED STORMHOOD™ ROLLTOP™ CLOSURE TECHNOLOGIES AND PERFORMANCE PROGRAM Insulated hood designed for full weather protection. -

CISTM8 President's Letter
Newsletter of the International Society of Travel Medicine 2003 January/February CISTM8 Only 4 months away! President’s Letter he International Society of Travel President’s Letter Medicine will hold its 8th regular January 2003 Tconference from May 7th to 11th, meeting in the United States for the first Dear Members, time in twelve years, and for the very first The year 2002 ended with a lot of uncertainties. The economic recession has time in New York City. Complete registra- hit many people, created great doubts about investments and reduced tion information is available on the website, www.istm.org. Participants may consumption. It has also decreased air traffic, and many airlines are facing register on-line, by fax or by mail. Hotel serious identity and economic crises, forcing some of them to restructure. reservations for the conference at the International terrorism is certainly not dead, and we are facing a possible headquarters hotel, the Marriott Marquis, war in the Middle East. in the heart of Times Square, may also be Is economic globalization to blame? Is the economy ruling the world made now. allowing no room for a sound social and political counterbalance to create The program includes not only discus- more long lasting and constructive development trends? Is our planet sions on classic travelers’ ailments such divided between good and bad nations? Can’t we find ways to increase as diarrhea, dengue, and yellow fever, but access to medicine for those who need it the most? will also look at more exotic issues. A ple- We in travel medicine know that globalization also brings good things. -

Ladies 100% Silk Blouse This Information Is Intended to Serve As a Guide- Line for Embroiderers
Front LADIES 100% SI L K BL OUSE RH20 Back A smooth, elegant silhouette is achieved by the finest fabric and details. • 100% silk 3.3 oz Care Instructions: • Chest darts Dry clean only. • Cuffed short-sleeve hems Cool iron reverse side as needed. • Slightly curved hem Finished Measurements in Inches Colors Size XS S M L XL XXL Plus 1X Plus 2X Black Chest 18.5 19.5 21 22.5 24.75 25.75 26.75 29.75 Bright Blue Body 23.25 23.87 24.25 25.12 25.75 26.5 27 27.75 Citron Sleeve 6.75 7.25 7.75 8 8.37 8.75 9 9.25 Jade Shoulder 15 15.5 16 17 18 18.75 19.5 22 Papaya Sweep 19.5 20.5 22 23.5 25.75 26.75 27.75 30.75 Winter White Chest measured 1” under arm hole. Body length measured from center back neck seam to hem. Please Note: Colors shown are approximate Sleeve measured from shoulder seam to hem. Shoulder width measured from arm hole to arm hole. and for reference only. For closest match see Sweep measured side seam to side seam. PMS colors, or for exact match, returnable samples and grommeted samples are available. Color Chart Colors Black Bright Blue Citron Jade Papaya Winter White Textile PMS Process Black 659C 7403C 656C 170C No Match General PMS 19-1102TC 16-4032TC 12-0825TC 15-5812TC 15-1435TC 11-0104TC Madeira Classic 1007 1143 1066 1047 1152 1003 Red House Embroidery Recommendations Provided by the Embroidery Trade Association RH19/RH20 – 100% Silk Herringbone Campshirt & Ladies 100% Silk Blouse This information is intended to serve as a guide- line for embroiderers. -

Intelligent-Textiles-And-Clothing.Pdf
240x159x24Pantone648C&722C 32mm WOODHEAD PUBLISHING IN TEXTILES WOODHEAD PUBLISHING IN TEXTILES WheOODHEAD use of intelligent textiles PUBLISHING in clothing is an exciting IN new field TEXTILES with wide-ranging Intelligenttextilesandclothing WOODHEAD PUBLISHING IN TEXTILES Tapplications. Intelligent textiles and clothing summarises some of main types of intelligenttextilesandtheiruses. Part I of the book reviews phase change materials (PCMs), their role in thermal regulationandwaystheycanbeintegratedintooutdoorandothertypesofclothing.The secondpartdiscussesshapememorymaterials(SMMs)andtheirapplicationsinmedical textiles, clothing and composite materials. Part III deals with chromic (colour change) andconductivematerialsandtheiruseassensorswithinclothing.Thefinalpartlooksat currentandpotentialapplications,includingworkwearandmedicalapplications. Withitsdistinguishededitorandinternationalteamofcontributors,Intelligenttextiles andclothingwillbeanessentialguidefortextilemanufacturersinsuchareasasspecialist clothing(forexampleprotective,sportsandoutdoorclothing)aswellasmedicaltextiles. DrHeikkiMattilaisProfessorofTextileandClothingTechnologyatTampereUniversity ofTechnology,Finland. Intelligenttextiles andclothing WoodheadPublishingLtd CRCPressLLC Mattila AbingtonHall 6000BrokenSoundParkway,NW Abington Suite300,BocaRaton CambridgeCB16AH FL33487 England USA www.woodheadpublishing.com CRCordernumberWP9099 EditedbyH.Mattila WoodheadPublishing CRCPress ii Related titles: Smart fibres, fabrics and clothing (ISBN-13: 978-1-85573-546-0; ISBN-10: 1-85573-546-6) This important book provides a guide to the fundamentals and latest developments in smart technology for textiles and clothing. -

CAMO BPA2 Spec23jan2014
SPECIFICATION Title: Printing of Experimental Pattern on 50/50 Nylon/Cotton Ripstop and 500 Denier Textured Nylon (Cordura), Rayon/Para-Aramid/Nylon Ripstop (Defender M) 1. Background and Discussion: Natick Soldier Systems Center requires rapid printed fabrics for field/lab testing of camouflage patterns for use in woodland, transitional and arid environments that conform to visual, NIR and SWIR requirements. Standards will be established once optimization phase is completed from production trails. 2. Objective: To provide all necessary materials, equipment, and personnel to ink jet print camouflage printed fabric at a minimum of 5 linear yards up 100 linear yards, sixty-inch width, of a Woodland, Transitional and Arid pattern with NIR and SWIR properties. Patterns shall be camouflage printed on 50/50 Nylon/Cotton Ripstop fabric conforming to the physical properties detailed in specification MIL-DTL-44436A. To provide all necessary materials, equipment, and personnel to ink jet print camouflage printed fabric at a minimum of 5 linear yards up 100 linear yards, sixty-inch width, of a Woodland, a Transitional and an Arid pattern with NIR and SWIR properties. Patterns shall be printed on 500 denier Textured Nylon conforming to the physical properties detailed in specification MIL-DTL- 32439. To provide all necessary materials, equipment, and personnel to ink jet print camouflage printed fabric at a minimum of 5 linear yards up 100 linear yards, sixty-inch width, of a Woodland, a Transitional and an Arid pattern with NIR and SWIR properties. Patterns shall be printed on rayon/para-aramid/nylon ripstop fabric conforming to the physical properties detailed in GL- PD-07-12. -

Polypyrrole Coated Nylon Lycra Fabric As Stretchable Electrode for Supercapacitor Applications Binbin Yue University of Wollongong
University of Wollongong Research Online Australian Institute for Innovative Materials - Papers Australian Institute for Innovative Materials 2012 Polypyrrole coated nylon lycra fabric as stretchable electrode for supercapacitor applications Binbin Yue University of Wollongong Caiyun Wang University of Wollongong, [email protected] Xin Ding Donghua University, China Gordon G. Wallace University of Wollongong, [email protected] Publication Details Yue, B, Wang, C, Ding, X & Wallace, GG (2012), Polypyrrole coated nylon lycra fabric as stretchable electrode for supercapacitor applications, Electrochimica Acta, 68, pp. 18-24. Research Online is the open access institutional repository for the University of Wollongong. For further information contact the UOW Library: [email protected] Polypyrrole coated nylon lycra fabric as stretchable electrode for supercapacitor applications Abstract Wearable electronics offer the combined advantages of both electronics and fabrics. Being an indispensable part of these electronics, lightweight, stretchable and wearable power sources are strongly demanded. Here we describe a daily-used nylon lycra fabric coated with polypyrrole as electrode for stretchable supercapacitors. Polypyrrole was synthesized on the fabric via a simple chemical polymerization process with ammonium persulfate (APS) as an oxidant and naphthalene-2,6-disulfonic acid disodium salt (Na2NDS) as a dopant. This material was characterized with FESEM, FTIR, tensile stress, and studied as a supercapacitor electrode in 1.0 M NaCl. This -
The Application Wearable Thermal Textile Technology in Thermal-Protection Applications
Latest Trends in Textile and L UPINE PUBLISHERS Fashion Designing Open Access DOI: 10.32474/LTTFD.2018.01.000106 ISSN: 2637-4595 Research Article The Application Wearable Thermal Textile Technology in Thermal-Protection Applications Yang Chenxiao and Li Li* The Hong Kong Polytechnic University, Hong Kong Received: January 03, 2018; Published: January 20, 2018 *Corresponding author: Li Li, The Hong Kong Polytechnic University, The institute of Textiles and Clothing, Hong Kong Abstract The needs for better thermal protection exist in various fields of our life, like the better thermal treatment, outside chill sports field and developed.freezing working This article condition reviews etc. However,the relevant the wearable traditional thermal passive textile thermal technology insulated by clothing utilizing is theinsufficient, latest conductive too blocky textile and heavymaterials to constrain in three the movement of wearers and uncomforted to wear. Thus, an innovative light, flexible and active wearable thermal protection needs to be developing levels: the fiber level, the yarn level and the fabric level, to provide more possibilities for new products development in various fields,Keywords: which Wearable will facilitate technology; the transfer Thermal from protection; research achievement Conductive textile;into mass Silver-coated production yarn to realize its commercial benefits. Introduction With the capability of the human to survive in various extreme structure constrains the free movement of human beings, especially environments is growing stronger and stronger, the desire to act protection is insufficient. Further, this bulky and massive multilayer when human doing exercises and conducting works in chill winter and move freely in chill condition is growing as well.