Aqua Ammonia Customer Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Chapter 5 Measures of Humidity Phases of Water
Chapter 5 Atmospheric Moisture Measures of Humidity 1. Absolute humidity 2. Specific humidity 3. Actual vapor pressure 4. Saturation vapor pressure 5. Relative humidity 6. Dew point Phases of Water Water Vapor n o su ti b ra li o n m p io d a a at ep t v s o io e en s n d it n io o n c freezing Liquid Water Ice melting 1 Coexistence of Water & Vapor • Even below the boiling point, some water molecules leave the liquid (evaporation). • Similarly, some water molecules from the air enter the liquid (condense). • The behavior happens over ice too (sublimation and condensation). Saturation • If we cap the air over the water, then more and more water molecules will enter the air until saturation is reached. • At saturation there is a balance between the number of water molecules leaving the liquid and entering it. • Saturation can occur over ice too. Hydrologic Cycle 2 Air Parcel • Enclose a volume of air in an imaginary thin elastic container, which we will call an air parcel. • It contains oxygen, nitrogen, water vapor, and other molecules in the air. 1. Absolute Humidity Mass of water vapor Absolute humidity = Volume of air The absolute humidity changes with the volume of the parcel, which can change with temperature or pressure. 2. Specific Humidity Mass of water vapor Specific humidity = Total mass of air The specific humidity does not change with parcel volume. 3 Specific Humidity vs. Latitude • The highest specific humidities are observed in the tropics and the lowest values in the polar regions. -

The Behaviour of Ion-Exchange Eesins with Basic Solvents
THE BEHAVIOUR OF ION-EXCHANGE EESINS WITH BASIC SOLVENTS By Vithalbhai Chaturbhai Patel A Thesis presented for the Degree of Doctor of Philosophy in the University of London. Chemistry Department, Battersea College of Technology, LONDON, S.W.ll. January, ProQuest Number: 10802180 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a com plete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest ProQuest 10802180 Published by ProQuest LLC(2018). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States C ode Microform Edition © ProQuest LLC. ProQuest LLC. 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106- 1346 (ii) ABSTRACT (iii) The swelling of a sulphonic acid resin in the Li(l), K(l), Ag(l), Cu(ll), Ni(ll), Mn(ll), Co(ll\ Cr(lll), and Fe(lll) forms, in aqueous ammonia solution, has been described in this thesis. The swelling of some metal form resins in aqueous ethylenediamine and propylenediamine solutions has been studied for comparison. It was found that the alkali metal form resins did not show any preference for ammonia but other transition metal form resins did show such preference for ammonia and for the other bases studied. The absorption of base by such resins was quantitative and hence it v/as possible to construct the formation curves for the ammine and amine complexes and to derive stability con stants by Bjerrum!s half-step method, for the amine complexes formed in the resins. -

Physics, Chapter 17: the Phases of Matter
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Robert Katz Publications Research Papers in Physics and Astronomy 1-1958 Physics, Chapter 17: The Phases of Matter Henry Semat City College of New York Robert Katz University of Nebraska-Lincoln, [email protected] Follow this and additional works at: https://digitalcommons.unl.edu/physicskatz Part of the Physics Commons Semat, Henry and Katz, Robert, "Physics, Chapter 17: The Phases of Matter" (1958). Robert Katz Publications. 165. https://digitalcommons.unl.edu/physicskatz/165 This Article is brought to you for free and open access by the Research Papers in Physics and Astronomy at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Robert Katz Publications by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. 17 The Phases of Matter 17-1 Phases of a Substance A substance which has a definite chemical composition can exist in one or more phases, such as the vapor phase, the liquid phase, or the solid phase. When two or more such phases are in equilibrium at any given temperature and pressure, there are always surfaces of separation between the two phases. In the solid phase a pure substance generally exhibits a well-defined crystal structure in which the atoms or molecules of the substance are arranged in a repetitive lattice. Many substances are known to exist in several different solid phases at different conditions of temperature and pressure. These solid phases differ in their crystal structure. Thus ice is known to have six different solid phases, while sulphur has four different solid phases. -
Laboratory Reagents Product List 2021
PRODUCT LIST Examples of our laboratory reagents Product list – selected products Artificial Urine Brooks and Keevil AMPQ44861.1000 Auramine-Rhodamine AMPQ55029.0500 Below is a selection of products. If you cannot find what you are look- Auric Chloride 0.1% AMPQ12450.0500 ing for, please contact us about your specific requests for laboratory reagents, volume and packaging, etc. Auric Chloride 1% AMPQ12452.0100 We mainly use chemicals by p.a. quality. If you want growth control on growing media, please contact us for an offer. B Balanced Salt Solution for Storage AMPQ46214.0100 Product name Cat. No. Balanced Salt Solution with Tris AMPQ40040.1000 Barium Chloride 0.5 M = 1.0 N AMPQ42099.1000 2,4-Dinitroflouro Benzen 1.3% v/v AMPQ44913.0100 Barium Chloride 1 M AMPQ43551.0500 2-Amino-2-Methyl-1,3-propanediol 2.1 % w/v AMPQ42009.0250 Barium Chloride 10% w/v AMPQ10513.1000 2-Propanol 35% AMPQ12900.5000 Barium Diphenylamine Sulfonate AMPQ40838.0500 Basophil Counting Solution AMPQ90492.0200 A Basophilic Colouring Solution AMPQ42037.0100 Acetate Buffer 0.1 M, pH 4.0 AMPQ10021.1000 Benzamidine 0.5 M in MilliQ H2O AMPQ10750.0100 Acetate Buffer 0.1 M, pH 4.8 AMPQ40728.1000 Benzoe I Colouring Solution AMPQ10779.0100 Acetate Buffer 0.1 M, pH 5.9 AMPQ43009.1000 Benzoe II Colouring Solution AMPQ10781.0100 Acetate Buffer 35%, pH 5.6 AMPQ10015.1000 Biebrich Scarlet Solution AMPQ46088.1000 Acetate Buffer Walpole pH 4.1 AMPQ55005.0500 Biebrich's Scarlet Acid Fuchsin AMPQ29082.0500 Acetic Acid 0.1 M Titrated AMPQ11590.5000 Bies Colouring Solution AMPQ10780.0050 Acetic Acid 1% AMPQ11515.1000 BiGGY Agar AMPQ02048.0015 Acetic Acid 10% P.A. -
Pressure Vs Temperature (Boiling Point)
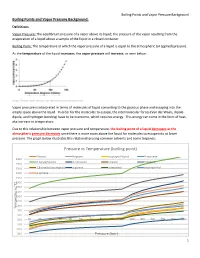
Boiling Points and Vapor Pressure Background Boiling Points and Vapor Pressure Background: Definitions Vapor Pressure: The equilibrium pressure of a vapor above its liquid; the pressure of the vapor resulting from the evaporation of a liquid above a sample of the liquid in a closed container. Boiling Point: The temperature at which the vapor pressure of a liquid is equal to the atmospheric (or applied) pressure. As the temperature of the liquid increases, the vapor pressure will increase, as seen below: https://www.chem.purdue.edu/gchelp/liquids/vpress.html Vapor pressure is interpreted in terms of molecules of liquid converting to the gaseous phase and escaping into the empty space above the liquid. In order for the molecules to escape, the intermolecular forces (Van der Waals, dipole- dipole, and hydrogen bonding) have to be overcome, which requires energy. This energy can come in the form of heat, aka increase in temperature. Due to this relationship between vapor pressure and temperature, the boiling point of a liquid decreases as the atmospheric pressure decreases since there is more room above the liquid for molecules to escape into at lower pressure. The graph below illustrates this relationship using common solvents and some terpenes: Pressure vs Temperature (boiling point) Ethanol Heptane Isopropyl Alcohol B-myrcene 290.0 B-caryophyllene d-Limonene Linalool Pulegone 270.0 250.0 1,8-cineole (eucalyptol) a-pinene a-terpineol terpineol-4-ol 230.0 p-cymene 210.0 190.0 170.0 150.0 130.0 110.0 90.0 Temperature (˚C) Temperature 70.0 50.0 30.0 10 20 30 40 50 60 70 80 90 100 200 300 400 500 600 760 10.0 -10.0 -30.0 Pressure (torr) 1 Boiling Points and Vapor Pressure Background As a very general rule of thumb, the boiling point of many liquids will drop about 0.5˚C for a 10mmHg decrease in pressure when operating in the region of 760 mmHg (atmospheric pressure). -

ESSENTIALS of METEOROLOGY (7Th Ed.) GLOSSARY
ESSENTIALS OF METEOROLOGY (7th ed.) GLOSSARY Chapter 1 Aerosols Tiny suspended solid particles (dust, smoke, etc.) or liquid droplets that enter the atmosphere from either natural or human (anthropogenic) sources, such as the burning of fossil fuels. Sulfur-containing fossil fuels, such as coal, produce sulfate aerosols. Air density The ratio of the mass of a substance to the volume occupied by it. Air density is usually expressed as g/cm3 or kg/m3. Also See Density. Air pressure The pressure exerted by the mass of air above a given point, usually expressed in millibars (mb), inches of (atmospheric mercury (Hg) or in hectopascals (hPa). pressure) Atmosphere The envelope of gases that surround a planet and are held to it by the planet's gravitational attraction. The earth's atmosphere is mainly nitrogen and oxygen. Carbon dioxide (CO2) A colorless, odorless gas whose concentration is about 0.039 percent (390 ppm) in a volume of air near sea level. It is a selective absorber of infrared radiation and, consequently, it is important in the earth's atmospheric greenhouse effect. Solid CO2 is called dry ice. Climate The accumulation of daily and seasonal weather events over a long period of time. Front The transition zone between two distinct air masses. Hurricane A tropical cyclone having winds in excess of 64 knots (74 mi/hr). Ionosphere An electrified region of the upper atmosphere where fairly large concentrations of ions and free electrons exist. Lapse rate The rate at which an atmospheric variable (usually temperature) decreases with height. (See Environmental lapse rate.) Mesosphere The atmospheric layer between the stratosphere and the thermosphere. -
3](https://docslib.b-cdn.net/cover/5380/synthesis-and-acidity-of-co-nh3-5h2o-no3-3-735380.webp)
Synthesis and Acidity of [Co(NH3)5H2O](NO3)3
Synthesis of a Cobalt Complex Lab #6, Chem 36 Spring 2009 Introduction cobalt(II) to cobalt(III). The procedure used here is typical, with hydrogen peroxide serving as the The most extensively studied class of reagent (called an "oxidizing agent" for its ability octahedral transition metal compounds are to remove an electron) and ammonia as the cobalt(III) complexes in which ammonia (or amine. Here is the stoichiometric net reaction for other neutral molecules, closely related to this synthesis: ammonia, called amines) occupy some or all of the six coordination positions. The (III) in the 2 HNO3 + 2 [Co(H2O)6] [NO3]2(s) + H2O2 + 10 name is a way of indicating the +3 oxidation NH3 → 2 [Co(NH3)5(H2O)] [NO3]3(s) + 12 H2O state of the Co3+ ion. These complexes played a decisive role in early formulations of the The oxidation-reduction half-reactions consist structure of transition metal compounds and they of the oxidation of cobalt (II) to cobalt (III) and continue to be important model systems for the reduction of the hydrogen peroxide: contemporary research into the properties of complex ions. 2 Co+2 → 2 Co+3 + 2 e- + - The first and simplest cobalt ammine complex 2 H + H2O2 + 2 e 2 H2O 3+ → ion, [Co(NH3)6] , was prepared in 1798. Alfred Werner, a German chemist, studied the cobalt The purpose of each reagent in the mixture is ammines extensively in the late 19th and early described below. 20th centuries. He correctly interpreted his observations as requiring an octahedral geometry About the Reagents of the ligands about the metal. -

Problem Set #10 Assigned November 8, 2013 – Due Friday, November 15, 2013 Please Show All Work for Credit
Problem Set #10 Assigned November 8, 2013 – Due Friday, November 15, 2013 Please show all work for credit To Hand in 1. 1 2. –1 A least squares fit of ln P versus 1/T gives the result Hvaporization = 25.28 kJ mol . 3. Assuming constant pressure and temperature, and that the surface area of the protein is reduced by 25% due to the hydrophobic interaction: 2 G 0.25 N A 4 r Convert to per mole, ↓determine size per molecule 4 r 3 V M N 0.73mL/ g 60000g / mol (6.02 1023) 3 2 2 A r 2.52 109 m 2 23 9 2 G 0.25 N A 4 r 0.0720N / m 0.25 6.02 10 / mol (4 ) (2.52 10 m) 865kJ / mol We think this is a reasonable approach, but the value seems high 2 4. The vapor pressure of an unknown solid is approximately given by ln(P/Torr) = 22.413 – 2035(K/T), and the vapor pressure of the liquid phase of the same substance is approximately given by ln(P/Torr) = 18.352 – 1736(K/T). a. Calculate Hvaporization and Hsublimation. b. Calculate Hfusion. c. Calculate the triple point temperature and pressure. a) Calculate Hvaporization and Hsublimation. From Equation (8.16) dPln H sublimation dT RT 2 dln P d ln P dT d ln P H T 2 sublimation 11 dT dT R dd TT For this specific case H sublimation 2035 H 16.92 103 J mol –1 R sublimation Following the same proedure as above, H vaporization 1736 H 14.43 103 J mol –1 R vaporization b. -
Carbon Dioxide Capture Using Aqueous Ammonia I
Carbon Dioxide Capture using Aqueous Ammonia I. Introduction The project involves a complete detailed design of a carbon-capture process using post- combustion absorption with aqueous ammonia to remove 90% of the carbon dioxide in the flue gas a power plant. The design basis was for a power plant with a net output of 550 MWe and an exhaust gas composition of 13.50 mol% CO2, 15.17 mol% H2O, 68.08 mol% N2, 2.43 mol% O2, and 0.82 mol% argon at a temperature of 57.2°C and 103 kPa. The capture process must extract 90% of the CO2 from the inlet flue gas and the CO2 outlet stream must be supercritical. Additionally, due to environmental regulations, the treated flue must contain less than 150 ppm (wt/wt) of ammonia. The criteria for economic analysis were a 20-year time period and a 5% interest rate with a current cost of electricity of $0.06/kWh. A design that minimizes the cost of electricity is required. II. Background II.A. Absorption Using Aqueous Ammonia II.A.1. Overview of Process The ammonia absorption process for the removal of carbon dioxide from flue gas has been reported to be very effective. Any ammonia absorption process has the same topology as seen in Figure 1. 2 Figure 1: Block Flow Diagram (BFD) of an aquous ammonia absorption process The system operates using an absorber to capture the carbon dioxide into a liquid stream followed by a stripping unit to regenerate it as gas. First, the flue gas (Stream 1) is compressed enough to overcome the pressure drop in the subsequent heat exchanger. -

Chapter Two Properties of Ammonia
Chapter Two Properties of Ammonia Physical Properties General Anhydrous ammonia exists as either a colorless gas, colorless liquid, or white solid, depending on its pressure and temperature. In nearly all commonly encountered situations, it exists as either a liquid or a gas. The gas is less dense than air and the liquid is less dense than water at standard conditions. Ammonia gas (vapor) diffuses readily in air and the liquid is highly soluble in water with an accompanying release of heat. Ammonia exhibits classical saturation relationships whereby pressure and temperature are directly related so long as both the vapor and liquid phase are present. It does have a critical pressure and temperature. At atmospheric pressure, a closed container of ammonia vapor and liquid will be in equilibrium at a temperature of –28°F [–33°C]. It should be noted however that if liquid ammonia is spilled or released to the atmosphere at normal temperatures, the resultant pool of boiling liquid will be significantly colder than –28°F due to the law of partial pressures (the partial pressure of the ammonia vapor in the air near the liquid surface will be less than atmospheric pressure). The following table provides some of the important physical properties of ammonia. TABLE 2-1 Physical Properties of Ammonia Property Condition Value (IP) Value (SI) Molecular Weight 17.03 17.03 Color None None Physical State Room Temp Gas Gas Freezing Point P=1 atm –108°F –78°C Boiling Point P=1 atm –28.1°F –33.3°C Critical Pressure 1657 psia 11,410 kPa Critical Temp 271°F -

Ammonia Solution
AMMONIA SOLUTION Prepared at the 46th JECFA (1996), published in FNP 52 Add 4 (1996) superseding specifications prepared at the 19 th JECFA (1975), published in NMRS 55B (1976) and in FNP 52 (1992) under the name Ammonium Hydroxide. Metals and arsenic specifications revised at the 59th JECFA (2002) An ADI 'not limited' was established at the 9th JECFA (1965) SYNONYMS Ammonium hydroxide, strong ammonia solution, aqueous ammonia, INS No. 527 DEFINITION Chemical names Ammonia solution C.A.S. number 7664-41-7 (ammonia) 1336-21-6 (aqueous ammonia) Chemical formula NH3 (aqueous) Formula weight 17.03 Assay Not less than 27% and not more than 30% DESCRIPTION Clear, colourless liquid having an exceedingly pungent, characteristic odour. Upon exposure to air it loses ammonia rapidly FUNCTIONAL USES Acidity regulator CHARACTERISTICS IDENTIFICATION Test for ammonia Hold a glass rod, wet with hydrochloric acid, near the sample. Dense white fumes are produced. Specific gravity (Vol. 4) d (25,25): about 0.90 PURITY Non-volatile residue Not more than 0.02% by the following procedure: Evaporate 11 ml (10 g) of the sample in a tared platinum or porcelain dish to dryness, dry at 105o for 1 h, cool and weigh Readily oxidizable Dilute 4 ml of the sample with 6 ml of water, and add a slight excess of dilute substances sulfuric acid TS and 0.1 ml of 0.1N potassium permanganate. The pink colour does not completely disappear within 10 min. Lead Not more than 2 mg/kg Determine using an atomic absorption technique appropriate to the specified level. -

The Thermodynamic Properties of Nitrogen from 64 to 300* K Between
Lonal Bureau of btaudaj a.^ Lilarary, M.W. Bldg JUIV 6 1962 PB 161630 ^ecknlcciL ^^ote 129 THE THERMODYNAMIC PROPERTIES OF NITROGEN FROM 64 TO 300^ K BETWEEN 0.1 AND 200 ATMOSPHERES THOMAS R. STROBRIDGE U. S. DEPARTMENT OF COMMERCE NATIONAL BUREAU OF STANDARDS THE NATIONAL BUREAU OF STANDARDS Functions and Activities The functions of the National Bureau of Standards are set forth in the Act of Congress, March 3, 1901, as amended by Congress in Public Law 619, 1950. These include the development and maintenance of the na- tional standards of measurement and the provision of means and methods for making measurements consistent with these standards; the determination of physical constants and properties of materials; the development of methods and instruments for testing materials,- devices, and structures; advisory services to government agen- cies on scientific and technical problems; invention and development of devices to serve special needs of the Government; and the development of standard practices, codes, and specifications. The work includes basic and applied research, development, engineering, instrumentation, testing, evaluation, calibration services, and various consultation and information services. Reseeirch projects are also performed for other government agencies when the work relates to and supplements the basic program of the Bureau or when the Bureau's unique competence is required. The scope of activities is suggested by the listing of divisions and sections on the inside of the back cover. Publications The results of the Bureau's research are published either in the Bureau's own series of publications or in the journals of professional and scientific societies.