Optical Systems for Laser Scanners1 to Provide Yet Another Perspective
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Synopsis of Technical Report
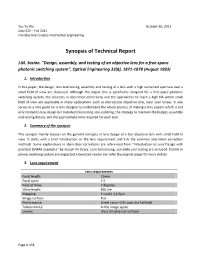
Tzu-Yu Wu October 26, 2011 Opti 521 – Fall 2011 Introductory to opto-mechanical engineering Synopsis of Technical Report J.M. Sasian. ”Design, assembly, and testing of an objective lens for a free-space photonic switching system”, Optical Engineering 32(8), 1871-1878 (August 1993) 1. Introduction In this paper, the design, lens tolerancing, assembly and testing of a lens with a high numerical aperture over a small field of view are discussed. Although this object lens is specifically designed for a free-space photonic switching system, the concepts in aberration corrections and the approaches to reach a high NA within small field of view are applicable in many applications such as microscope objective lens, laser scan lenses. It also serves as a nice guide for a lens designer to understand the whole process of making a lens system which is not only limited to lens design but included tolerancing, lens ordering, the strategy to maintain the budget, assembly and testing details, and the approximate time required for each task. 2. Summary of the synopsis This synopsis mainly focuses on the general concepts in lens design of a fast objective lens with small field of view. It starts with a brief introduction on the lens requirement and lists the common aberration correction methods. Some explanations in aberration corrections are referenced from “Introduction to Lens Design with practical ZEMAX examples” by Joseph M Geary. Lens tolerancing, assembly and testing are included. Details in phonic switching system are neglected. Interested reader can refer the original paper for more details. 3. Lens requirement Lens requirements Focal length: 15mm Focal ratio: 1.5 Field of View: 7 degrees Wavelength: 850 nm Mapping: F-sin( ) ±1.0 Image surface: Flat Performance: Strehl휃 ratio> 0.95휇푚 over the full field Telecentricity: In the image space Lenses: Glass all spherical surfaces Page 1 of 5 4. -

United States Patent (19) 11 Patent Number: 5,838,480 Mcintyre Et Al
USOO583848OA United States Patent (19) 11 Patent Number: 5,838,480 McIntyre et al. (45) Date of Patent: Nov. 17, 1998 54) OPTICAL SCANNING SYSTEM WITH D. Stephenson, “Diffractive Optical Elements Simplify DIFFRACTIVE OPTICS Scanning Systems”, Laser Focus World, pp. 75-80, Jun. 1995. 75 Inventors: Kevin J. McIntyre, Rochester; G. Michael Morris, Fairport, both of N.Y. 73 Assignee: The University of Rochester, Primary Examiner James Phan Rochester, N.Y. Attorney, Agent, or Firm M. Lukacher; K. Lukacher 57 ABSTRACT 21 Appl. No.: 639,588 22 Filed: Apr. 29, 1996 An improved optical System having diffractive optic ele ments is provided for Scanning a beam. This optical System (51) Int. Cl. ............................................... GO2B 26/08 includes a laser Source for emitting a laser beam along a first 52 U.S. Cl. .......................... 359/205; 359/206; 359/207; path. A deflector, Such as a rotating polygonal mirror, 359/212; 359/216; 359/17 intersects the first path and translates the beam into a 58 Field of Search ..................................... 359/205-207, Scanning beam which moves along a Second path in a Scan 359/212-219, 17, 19,563, 568-570,900 plane. A lens System (F-0 lens) in the Second path has first 56) References Cited and Second elements for focusing the Scanning beam onto an image plane transverse to the Scan plane. The first and U.S. PATENT DOCUMENTS Second elements each have a cylindrical, non-toric lens. One 4,176,907 12/1979 Matsumoto et al. .................... 359/217 or both of the first and second elements also provide a 5,031,979 7/1991 Itabashi. -

Characterisation Studies on the Optics of the Prototype Fluorescence Telescope FAMOUS
Characterisation studies on the optics of the prototype fluorescence telescope FAMOUS von Hans Michael Eichler Masterarbeit in Physik vorgelegt der Fakultät für Mathematik, Informatik und Naturwissenschaften der Rheinisch-Westfälischen Technischen Hochschule Aachen im März 2014 angefertigt im III. Physikalischen Institut A bei Prof. Dr. Thomas Hebbeker Erstgutachter und Betreuer Zweitgutachter Prof. Dr. Thomas Hebbeker Prof. Dr. Christopher Wiebusch III. Physikalisches Institut A III. Physikalisches Institut B RWTH Aachen University RWTH Aachen University Abstract In this thesis, the Fresnel lens of the prototype fluorescence telescope FAMOUS, which is built at the III. Physikalisches Institut of the RWTH Aachen, is characterised. Due to the usage of silicon photomultipliers as active detector component, an adequate optical performance is required. The optical performance and transmittance of the used Fresnel lens and the qualification for the operation in the fluorescence telescope FAMOUS is examined in several series of measurements and simulations. Zusammenfassung In dieser Arbeit wird die Fresnel-Linse des Prototyp-Fluoreszenz-Teleskops FAMOUS charakterisiert, welches am III. Physikalischen Institut der RWTH Aachen gebaut wird. Durch die Verwendung von Silizium-Photomultipliern als aktive Detektorkomponente werden besondere Anforderungen an die Optik des Teleskops gestellt. In verschiedenen Messreihen und Simulationen wird untersucht, ob die Abbildungsqualität und die Transmission der verwendeten Fresnel-Linse für die Verwendung in diesem Fluoreszenz- Teleskop geeignet ist. Contents 1. Introduction 1 2. Cosmic rays 3 2.1 Energy spectrum . 4 2.2 Sources of cosmic rays . 6 2.3 Extensive air showers . 7 3. Fluorescence light detection 11 3.1 Fluorescence yield . 11 3.2 The Pierre Auger fluorescence detector . 14 3.3 FAMOUS . -

Utilization of a Curved Focal Surface Array in a 3.5M Wide Field of View Telescope
Utilization of a curved focal surface array in a 3.5m wide field of view telescope Lt. Col. Travis Blake Defense Advanced Research Projects Agency, Tactical Technology Office E. Pearce, J. A. Gregory, A. Smith, R. Lambour, R. Shah, D. Woods, W. Faccenda Massachusetts Institute of Technology, Lincoln Laboratory S. Sundbeck Schafer Corporation TMD M. Bolden CENTRA Technology, Inc. ABSTRACT Wide field of view optical telescopes have a range of uses for both astronomical and space-surveillance purposes. In designing these systems, a number of factors must be taken into account and design trades accomplished to best balance the performance and cost constraints of the system. One design trade that has been discussed over the past decade is the curving of the digital focal surface array to meet the field curvature versus using optical elements to flatten the field curvature for a more traditional focal plane array. For the Defense Advanced Research Projects Agency (DARPA) 3.5-m Space Surveillance Telescope (SST)), the choice was made to curve the array to best satisfy the stressing telescope performance parameters, along with programmatic challenges. The results of this design choice led to a system that meets all of the initial program goals and dramatically improves the nation’s space surveillance capabilities. This paper will discuss the implementation of the curved focal-surface array, the performance achieved by the array, and the cost level-of-effort difference between the curved array versus a typical flat one. 1. INTRODUCTION Curved-detector technology for applications in astronomy, remote sensing, and, more recently, medical imaging has been a component in the decision-making process for fielded systems and products in these and other various disciplines for many decades. -

Lens Design OPTI 517 Seidel Aberration Coefficients
Lens Design OPTI 517 Seidel aberration coefficients Prof. Jose Sasian OPTI 517 Fourth-order terms 2 2 W H, W040 W131H W222 H 2 W220 H H W311H H H W400 H H Spherical aberration Coma Astigmatism (cylindrical aberration!) Field curvature Distortion Piston Prof. Jose Sasian OPTI 517 Coordinate system Prof. Jose Sasian OPTI 517 Spherical aberration h 2 h 4 Z 2r 8r 3 u h y1 y 2r W n'[PB'] n'[PA' ] n'[PB'] n[PB] We have a spherical surface of radius of curvature r, a ray intersecting the surface at point P, intersecting the reference sphere at B’, intersecting the wavefront in object space at B and in image space at A’, and passing in image space by the point Q’’ in the optical axis. The reference sphere in object space is centered at Q and in image space is centered at Q’ Question: how do we draw the first order Prof. Jose Sasian OPTI 517 marginal ray in image space? [PQ]2 s Z 2 h 2 s 2 2sZ Z 2 h 2 2 4 4 2 h h h h 2s 3 2 2r 8r 4r [PB] [OQ] [PQ] s 2 1 2 2 s h 2 1 1 h 4 1 1 h 4 1 1 2 2 s r 8r s r 8s s r 2 4 2 h s h s s 1 1 1 u s 2 r 4r 2 s 2 r h y1 y 2r Prof. Jose Sasian OPTI 517 Spherical aberration ' ' [PB] [OQ] [PQ] [PB'] [OQ ] [PQ ] 2 2 2 4 y 2 u 1 1 y 4 1 1 y u 1 1 y 1 1 1 y 1 y ' 2 ' 2 2 2r s r 8r s r 2 2r s r 8r s r 4 2 4 2 y 1 1 y 1 1 8s ' s ' r 8s s r W n '[PB'] n[PB] y 2 u 1 1 1 1 1 y n ' n ' 2 r s r s r y 4 1 1 1 1 n ' n 2 ' 8r s r s r 2 2 y 4 n ' 1 1 n 1 1 ' ' 8 s s r s s r Prof. -

1 Long Wave Infrared Scan Lens Design and Distortion
LONG WAVE INFRARED SCAN LENS DESIGN AND DISTORTION CORRECTION by Andy McCarron ____________________________ Copyright © Andy McCarron 2016 A Thesis Submitted to the Faculty of the DEPARTMENT OF OPTICAL SCIENCES In Partial Fulfillment of the Requirements For the Degree of MASTER OF SCIENCE In the Graduate College THE UNIVERSITY OF ARIZONA 2016 1 STATEMENT BY AUTHOR The thesis titled Long Wave Infrared Scan Len Design and Distortion Correction prepared by Andy McCarron has been submitted in partial fulfillment of requirements for a master’s degree at the University of Arizona and is deposited in the University Library to be made available to borrowers under rules of the Library. Brief quotations from this thesis are allowable without special permission, provided that an accurate acknowledgement of the source is made. Requests for permission for extended quotation from or reproduction of this manuscript in whole or in part may be granted by the head of the major department or the Dean of the Graduate College when in his or her judgment the proposed use of the material is in the interests of scholarship. In all other instances, however, permission must be obtained from the author. SIGNED: __________________________Andy McCarron Andy McCarron APPROVAL BY THESIS DIRECTOR This thesis has been approved on the date shown below: 24 August, 2019 Jose Sasian Date Professor of Optical Sciences 2 ACKNOWLEDGEMENTS Special thanks to Professor Jose Sasian for Chairing this Thesis Committee, and to Committee Members Professor John Grievenkamp, and Professor Matthew Kupinski. I’ve learned all lot from each of you through the years. Thanks to Markem-Imaje for financial support. -
Design and Correction of Optical Systems
Design and Correction of optical Systems Part 12: Correction of aberrations 1 Summer term 2012 Herbert Gross 2 Overview 1. Basics 2012-04-18 2. Materials 2012-04-25 3. Components 2012-05-02 4. Paraxial optics 2012-05-09 5. Properties of optical systems 2012-05-16 6. Photometry 2012-05-23 7. Geometrical aberrations 2012-05-30 8. Wave optical aberrations 2012-06-06 9. Fourier optical image formation 2012-06-13 10. Performance criteria 1 2012-06-20 11. Performance criteria 2 2012-06-27 12. Correction of aberrations 1 2012-07-04 13. Correction of aberrations 2 2012-07-11 14. Optical system classification 2012-07-18 3 Contents 12.1 Symmetry principle 12.2 Lens bending 12.3 Correcting spherical aberration 12.4 Coma, stop position 12.5 Astigmatism 12.6 Field flattening 12.7 Chromatical correction 12.8 Higher order aberrations 4 Principle of Symmetry . Perfect symmetrical system: magnification m = -1 . Stop in centre of symmetry . Symmetrical contributions of wave aberrations are doubled (spherical) . Asymmetrical contributions of wave aberration vanishes W(-x) = -W(x) . Easy correction of: coma, distortion, chromatical change of magnification front part rear part 2 3 1 5 Symmetrical Systems Ideal symmetrical systems: . Vanishing coma, distortion, lateral color aberration . Remaining residual aberrations: 1. spherical aberration 2. astigmatism 3. field curvature 4. axial chromatical aberration 5. skew spherical aberration 6 Symmetry Principle . Application of symmetry principle: photographic lenses . Especially field dominant aberrations can be corrected . Also approximate fulfillment of symmetry condition helps significantly: quasi symmetry . Realization of quasi- symmetric setups in nearly all photographic systems Ref : H. -

Substrate Aberration and Correction for Meta-Lens Imaging: an Analytical Approach
Research Article Vol. 57, No. 12 / 20 April 2018 / Applied Optics 2973 Substrate aberration and correction for meta-lens imaging: an analytical approach 1 1,2 3 1, BENEDIKT GROEVER, CHARLES ROQUES-CARMES, STEVEN J. BYRNES, AND FEDERICO CAPASSO * 1Harvard John A. Paulson School of Engineering and Applied Sciences, Harvard University, Cambridge, Massachusetts 02138, USA 2Research Laboratory of Electronics, Massachusetts Institute of Technology, Cambridge, Massachusetts 02139, USA 3Charles Stark Draper Laboratory, Cambridge, Massachusetts 02139, USA *Corresponding author: [email protected] Received 25 January 2018; revised 11 March 2018; accepted 12 March 2018; posted 13 March 2018 (Doc. ID 318972); published 12 April 2018 Meta-lenses based on flat optics enabled a fundamental shift in lens production—providing an easier manufac- turing process with an increase in lens profile precision and a reduction in size and weight. Here we present an analytical approach to correct spherical aberrations caused by light propagation through the substrate by adding a substrate-corrected phase profile, which differs from the original hyperbolic one. A meta-lens encoding the new phase profile would yield diffraction-limited focusing and an increase of up to 0.3 of its numerical aperture without changing the radius or focal length. In tightly focused laser spot applications such as direct laser lithography and laser printing, a substrate-corrected meta-lens can reduce the spatial footprint of the meta-lens. © 2018 Optical Society of America OCIS codes: (050.1965) Diffractive lenses; (050.5080) Phase shift; (050.6624) Subwavelength structures. https://doi.org/10.1364/AO.57.002973 1. INTRODUCTION To fabricate a working meta-lens, a substrate is essential for In recent years, metasurfaces have emerged as a new way to arranging the sub-wavelength elements. -
Introduction to Aberrations in Optical Imaging Systems
INTRODUCTION TO ABERRATIONS IN OPTICAL IMAGING SYSTEMS JOSE SASIÄN University of Arizona ШШ CAMBRIDGE Щ0 UNIVERSITY PRESS Contents Preface Acknowledgements Harold H. Hopkins Roland V. Shack Symbols 1 Introduction 1.1 Optical systems and imaging aberrations 1.2 Historical highlights References 2 Basic concepts in geometrical optics 2.1 Rays and wavefronts 2.2 Symmetry in optical imaging systems 2.3 The object and the image spaces 2.4 The aperture stop, the pupils, and the field stop 2.5 Significant planes and rays 2.6 The field and aperture vectors 2.7 Real, first-order, and paraxial rays 2.8 First-order ray invariants 2.9 Conventions for first-order ray tracing 2.10 First-order ray-trace example 2.11 Transverse ray errors 2.12 Stop shifting Exercises Further reading 3 Imaging with light rays 3.1 Collinear transformation viii Contents 3.2 Gaussian imaging equations 28 3.3 Newtonian imaging equations 29 3.4 Derivation of the collinear transformation equations 30 3.5 Cardinal points and planes 31 3.6 First-order rays' congruence with the collinear transformation 32 3.7 The camera obscura 33 3.8 Review of linear shift-invariant systems theory 33 3.9 Imaging with a camera obscura 35 3.10 Optical transfer function of the camera obscura 36 3.11 The modulation transfer function and image contrast 38 3.12 Summary 39 Exercises 40 Further reading 40 4 Imaging with light waves 41 4.1 Spherical, oblique, and plane waves 41 4.2 Light diffraction by an aperture 43 4.3 Far-field diffraction 47 4.4 Diffraction by a circular aperture 49 4.5 Action of an -

Medical Photonics Lecture Optical Engineering
Medical Photonics Lecture Optical Engineering Lecture 11: Optical Design 2017-01-12 Herbert Gross Winter term 2016 www.iap.uni-jena.de 2 Contents No Subject Ref Date Detailed Content Materials, dispersion, ray picture, geometrical approach, paraxial 1 Introduction Gross 20.10. approximation Ray tracing, matrix approach, aberrations, imaging, Lagrange 2 Geometrical optics Gross 03.11. invariant 3 Components Kempe 10.11. Lenses, micro-optics, mirrors, prisms, gratings Field, aperture, pupil, magnification, infinity cases, lens makers 4 Optical systems Gross 17.11. formula, etendue, vignetting 5 Aberrations Gross 24.11. Introduction, primary aberrations, miscellaneous Basic phenomena, wave optics, interference, diffraction 6 Diffraction Gross 01.12. calculation, point spread function, transfer function 7 Image quality Gross 08.12. Spot, ray aberration curves, PSF and MTF, criteria Human eye, loupe, eyepieces, photographic lenses, zoom lenses, 8 Instruments I Kempe 15.12. telescopes Microscopic systems, micro objectives, illumination, scanning 9 Instruments II Kempe 22.12. microscopes, contrasts Medical optical systems, endoscopes, ophthalmic devices, 10 Instruments III Kempe 05.01. surgical microscopes Aberration correction, system layouts, optimization, realization 11 Optic design Gross 12.01. aspects Notations, fundamental laws, Lambert source, radiative transfer, 12 Photometry Gross 19.01. photometry of optical systems, color theory Light sources, basic systems, quality criteria, nonsequential 13 Illumination systems Gross 26.01. raytrace -

Method of Confocal Mirror Design
Method of confocal mirror design José Sasián José Sasián, “Method of confocal mirror design,” Opt. Eng. 58(1), 015101 (2019), doi: 10.1117/1.OE.58.1.015101. Downloaded From: https://www.spiedigitallibrary.org/journals/Optical-Engineering on 13 Aug 2019 Terms of Use: https://www.spiedigitallibrary.org/terms-of-use Optical Engineering 58(1), 015101 (January 2019) Method of confocal mirror design José Sasián* University of Arizona, College of Optical Sciences, Tucson, Arizona, United States Abstract. We provide an overview of the method of confocal mirror design and report advances with respect to pupil imagery. Two real ray-based conditions, Y þ ¼ −Y − and ΔY ¼ 0, for the absence of linear astigmatism and field tilt are presented. One example illustrates the design of a system confocal of the object and image, and another illustrates the design of a system confocal of the pupils. Stop shifting formulas are provided. Three three- mirror anastigmatic systems further illustrate the method. © 2019 Society of Photo-Optical Instrumentation Engineers (SPIE) [DOI: 10.1117/1.OE.58.1.015101] Keywords: unsymmetrical systems; freeform surfaces; pupil aberrations; confocal imaging; plane symmetry; linear astigmatism; field tilt; three-mirror anastigmatic systems. Paper 181506 received Oct. 21, 2018; accepted for publication Dec. 6, 2018; published online Jan. 5, 2019. 1 Introduction receiving recently some attention3–6 as they provide useful The word confocal means having a common focus or foci. starting design points. In this paper, we review their theory, The design method of confocal mirror systems, and confocal report some advances pertaining to pupil imagery, present refractive systems, is very old. -

Fundamentals of Imaging Lenses
Fundamentals of Imaging Lenses Prof. Dr. Charles A. Wüthrich, Fakultät Medien, Medieninformatik Bauhaus-Universität Weimar caw AT medien.uni-weimar.de This slide pack • In this part, we will introduce lenses June 15 Charles A. Wüthrich 2 Lenses • The components of an optical system consist of – aperture ring – Refractive elements • Lenses: – Simple (left): single element Characteristics: • Refraction index • Shape of front+back • Often coated to improve optical properties – Compound (right): multiple lenses June 15 3 Lenses • Surface shapes: – Planar – Spherical – Aspherical: some surface which is not a sphere • Call – d0: radius surface facing object plane – d1: radius surface facing image plane • Depending on positive or negative radius, one can have different single lens types June 15 4 Lenses • Convex lenses direct light towards the optical axis: convergent or positive • Concave lenses do the opposite and are called divergent or negative June 15 5 Spherical surface • Fermat’s principle ⇒ optical • Substituting in the 1st path length of ray is n0lo+n1li • Path length of lo and li is June 15 6 Spherical surface • Applying Fermat’s principle by • Remember, if the angle is too using Φ as the position variable: flat, refraction turns into reflection • Under the hypotheses of thus: Gaussian optics cos(Φ)≈1. • If we consider only paraxial rays • Rays from P0 to P1 with one refraction obey this law thus the eq. on the left becomes and if the image point is at ∞, I.e. if si=∞ , then: – Object focal length: • Similarly, image focal length is obtained for s0=∞. – Image focal length: June 15 7 Thin lenses • However, lenses have a front • If lens is surrounded by air, then and back surface n0≈1 ⇒ lens maker’s formula – Spherical surfaces of radius d0 and d1.