Sensors & Transducers
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Multifunctional Blanket Stitch By: Magdamagda
Multifunctional Blanket Stitch By: magdamagda http://www.burdastyle.com/techniques/multifunctional-blanket-stitch What better time for hand sewing revelations than now when my sewing machine is in service? sigh I have been thinking about this for some time – one type of hand stitch that comes in handy in so many situations! I’ll point out the ones I thought about, new ideas are welcome! Known as the “blanket stitch” it can back up your sewing machine in some situations or even go where no sewing machine has gone before!!!! First this is how it’s done: I prefer to stitch right to left. Bring the thread to front at desired distance from the edge ( about 2 mm for buttonholes, 4-5 mm for serging). Take the thread over the edge of the cloth and pull the needle back to front through the same point. Make a loop around this thread segment at the cloth edge level. At some distance from the first “entry point” (3-4 mm for serging) and at the same distance from the edge thrust the needle from front to back and pull the needle through the loop formed by the remaining thread. You can help yourself by keeping the thread over the index finger of the left hand while doing so. Repeat, repeat, repeat..:) Tip: If you are serging, make sure not to pull the thread too much and cause the fabric to pluck. If you’re working on a button hole or doing some embroidery work pull the thread just right so that the thread remains straight: not too loose, not too tight:) Tip-tip:) : If the thread gets twisted on itself , you can straighten it out by sliding the needle close to the fabric and running the thread through your fingers from the fixed end towards the loose end (a few times) Note: Whatever you plan to use this stitch for, you’ll find it ideal when dealing with curved lines! A video to catch the basic move: Step 1 — [serging] Multifunctional Blanket Stitch 1 Use it for: 1) Serging (overcasting the raw edges of a fabric to prevent unraveling).. -
Jamie Updated Text
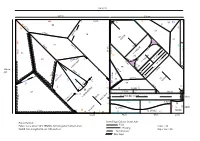
250cm (L) 140cm 110cm E 43cm J C A 8B D J B27.5cm 4B F B F K 6A 58cm 2B 34.5cm 5a. SLEEVE 7B 7.5 E Fold 59cm 36.5cm 3B 9. Strap 50cm G 97cm 11.5cm 91cm I 4A 23.5cm 13. COLLAR A H I 3A 43cm J 14. Strap D 75cm 8.5 13. COLLAR Fold 14. Strap J 3.5 6B FRONT RIGHT 36cm 10cm Fold 140cm 54cm 50cm (W) 7.5 cm G F 7.5 43cm D cm 34.5cm G 43.5cm 8A 34.5cm 5b. FRONT LEFT C SLEEVE 16. I D 7A 8.5 30cm F 22.5cm 2.5 C J B 8.5 K 69cm G H 9. Strap 7.5cm 2A J Fold J 35.5cm 43cm BUTTON C 1. MAIN BODICE 10. LONG BELT STRAP Fold 10cm 58cm 11. 70cm <---> BACK RIGHT G G 5.5cm A H 12. LAPELS K 15. K 20cm 91cm B BACK LEFT 12. LAPELS FACING I 27 A 23 G G 50cm 45cm 45cm 20cm Paper Pattern Same Edge Colour: Seam Join Fabric: Lyco Linen 50% TENCEL, 50% Organic Cotton Linen : Fold Scale 1:10 Width 140, Length 250 cm (100 inches) : Placing Paper Size: A4 : Dimensions : Bias tape Moth Trench Coat by Jamie Han JAMIE 21. Pin the ‘I’ straps to 1(MB) at point ‘I’ along the at edge, right sides touching. Sew at 1cm. Repeat for the other ‘I’ strap. 22. Sew 2 belt loops. using the remaining fabric at the side of the Long Belt Strap at pont I and I on MB. -

Overlocker / Serger Techniques
BERNINA eBook Series JUST OVERLOCK IT! Overlocker / Serger Techniques Written by: Jaime David, BERNINA Educator, Overlocker Specialist Securing Seams § Corners § Curves & Circles § Gathering Lettuce Edge § Blanket Stitch § Flatlock Weaving ©2019 BERNINA of America. Permission granted to copy and distribute in original form only. Content may not be altered or used in any other form or under any other branding. Content subject to change. OVERLOCKER / SERGER TECHNIQUES Once there is a basic understanding of how the overlocker/serger operates, such as threading, basic stitch formations and creating a balanced stitch, it is time to start refining these sewing techniques and skills. This machine can be a real asset to a sewing studio, and in no time it will be easy to utilize the amazing features of an overlocker to benefit all different types of sewing projects. This eBook will cover practical techniques like securing stitches, sewing corners and curves, as well as some decorative techniques including gathering, lettuce edges, flatlock weaving and blanket stitch. BERNINA L 460 OVERLOCKER Page 2 of 12 OVERLOCKER / SERGER TECHNIQUES SECURING A STITCH: Most often an overlock stitch is sewn over or into another seam, which automatically secures the stitch. However, there are times that stitches do not begin or end within other seams or edge finishes, so knowing how to secure the seam is important. Method One (Machine) Beginning: • Chain off approximately 3-4” of thread tail before taking the first stitch into the fabric edge. (Figure 1) • With needles down, raise the presser foot and pull the thread tail in front of the needles and lay on top of the fabric. -

Features and Benefits
one-touch air-threading coverlock machine FEATURES AND BENEFITS One-Touch Electronic Air-Threading Loopers With the PFAFF® admire™ air 7000 one-touch air-threading feature, you can effortlessly thread the machine loopers with the simple push of a button. Color Touchscreen Select your stitch, and the optimal thread tensions, recommended stitch length, and more are set automatically. Exceptional Lighting Exceptional illumination of the sewing area for optimal visibility - 60% brighter than competition.* Free Arm The free arm provides easy access for smaller projects like cuffs, hems and children’s clothing. Knee Lift Hands-free presser foot lift for ease and control. PFAFF.com admire™ air 7000 Features and Benefits PFAFF.com 26 Stitches The 5/4/3/2 thread stitch capability provides 26 different stitch options for a wide range of stitch techniques. Coverstitch Triple coverstitch and double coverstitch narrow and wide for activewear, hems and decorative applications. Chainstitch Seam finishing and decorative edges. 5-Thread Safety Stitch (Wide and Narrow) A chainstitch and 3-thread overedge for durable, professional seams. 4-Thread Safety Stitch (Wide and Narrow) A chainstitch and 2-thread narrow or wide overedge for durable seams. 4-Thread Overlock Seams and seam finishing. 3-Thread Picot Edge 3-Thread Wrapped Overlock Delicate finish for edges on lightweight fabrics. (Wide and Narrow) Edge finish for lightweight fabrics. 3-Thread Overlock (Wide and Narrow) 2-Thread Overlock Seam finishing and decorative edges. (Wide and Narrow) Overcasting for single layer of fabric. 3-Thread Narrow Edge 2-Thread Wrapped Edge Overlock Fine, narrow hems and edging. (Wide and Narrow) Edge finish for lightweight fabrics. -

Overlock Machines Coverlocktm 4
Comparison chart PFAFF® overlock machines coverlockTM 4 . 0 All necessary information for the selected stitch is n LCD Graphic touch screen shown. More information on the use of each stitch, right at n Extended Info system your fingertips. Multiple languages Choose and set your preferred language. n Large sewing space More space for coverstich projects. n n Extension table included Gives an extra large support for beautiful results. n n Threads Many options for utility and decorative sewing. 4, 3, 2 5, 4, 3, 2 5, 4, 3, 2 Trim, stitch, overcast and decorate projects in half Stitches the time. 15 23 25 Great for sewing elastic hems, perfect for finishing n n Coverstitches all kind of knitwear. Join fabric layers where a traditionally pressed open n n Chainstitch seam is required. Works well as a basting stitch. Combines two stitches for durable and reliable n n 5-thread overlock seams. Reinforced overlock stitch for perfect sewing, n n n 4-thread overlock trimming and finishing. Wide and narrow overlock seams and decorative n n n 3-thread overlock techniques. 2-thread overlock Rolled edge and flatlock, wide and narrow. n n n Sew rolled hems quickly without changing the n n n Built-in rolled edge presser foot or stitchplate. Automatically sets thread tension, n differential feed and stitch length Select the stitch and start to sew. All settings can be adjusted for special fabrics and n n n Adjustable settings techniques. Maximum illumination of the sewing area for optimal Light source visibility. 1 LED source 1 Light bulb 2 LED sources Save your personal settings for each stitch, n Memories uniquely naming them for instant recall. -

Sewing Pattern — Sweatshirt 4011
Sewing Pattern — Sweatshirt 4011 Recommendations on fabric: sweatshirt fabric or fleece of medium stretchiness (natural or mixed) You will also need: separating zipper; bias tape of main fabric color If the pattern has double contour the seam allowances are included. If the pattern has single contour, the seam allowances are NOT included and need to be added when laying out and cutting details. Seam allowance: pocket opening – 0 cm, all other seams - 1 cm. Attention! First of all please print all the paper patterns and lay them out at the width of fabric you plan to use (usually from 90 to 150 cm) to see how much fabric you will need. Don't forget to count pair parts and symmetrical parts. When sewing the garment, pay attention to notches, they must coincide. CUTTING: (On the pattern pieces, “beam” means straight of grain. Lay out your pieces accordingly. Some pieces will be cut on the fold. This is noted on the pattern piece. Mark all notches and other design features such as darts, pleats etc. from the pattern onto your fabric.) Main fabric: 1. Center right front – cut 1 2. Center left front – cut 1 3. Side front – cut 2 4. Center back – cut 2 5. Side back– cut 2 6. Sleeve – cut 2 7. Collar –cut 2 8. Waistband – cut 1 9. Cuff – cut 2 10. Pocket lining – cut 2 Advice: sew knit pieces with special elastic/zig-zag stitches. If you use an overlock, cut seam allowances to 0.6-0.8 cm width. Topstitch hem allowances with double needle to save elasticity. -
Stitch Setting Chart
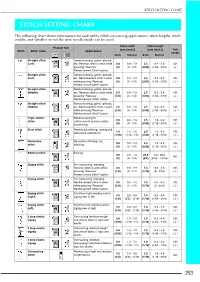
STITCH SETTING CHART STITCH SETTING CHART The following chart shows information for each utility stitch concerning applications, stitch lengths, stitch widths, and whether or not the twin needle mode can be used. Stitch width Stitch length Presser foot [mm (inch.)] [mm (inch.)] Twin Stitch Stitch name Applications needle Auto. Manual Auto. Manual Straight stitch General sewing, gather, pintuck, (Left) etc. Reverse stitch is sewn while 0.0 0.0 - 7.0 2.5 0.2 - 5.0 OK pressing “Reverse/ (0) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Left) etc. Reinforcement stitch is sewn 0.0 0.0 - 7.0 2.5 0.2 - 5.0 OK while pressing “Reverse/ (0) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Middle) etc. Reverse stitch is sewn while 3.5 0.0 - 7.0 2.5 0.2 - 5.0 OK pressing “Reverse/ (1/8) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Middle) etc. Reinforcement stitch is sewn 3.5 0.0 - 7.0 2.5 0.2 - 5.0 OK while pressing “Reverse/ (1/8) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Triple stretch General sewing for 0.0 0.0 - 7.0 2.5 1.5 - 4.0 OK stitch reinforcement and decorative (0) (0 - 1/4) (3/32) (1/16 - 3/16) ( J ) topstitching Stem stitch Reinforced stitching, sewing and 1.0 1.0 - 3.0 2.5 1.0 - 4.0 OK decorative applications (1/16) (1/16 - 1/8) (3/32) (1/16 - 3/16) ( J ) Decorative Decorative stitching, top 0.0 0.0 - 7.0 2.5 1.0 - 4.0 OK stitch stitching (0) (0 - 1/4) (3/32) (1/16 - 3/16) ( J ) Basting stitch Basting 0.0 0.0 - 7.0 20.0 5.0 - 30.0 NO (0) (0 - 1/4) (3/4) (3/16 - 1-3/16) Zigzag stitch For overcasting, mending. -
Coats & Clark Surelock Serging Thread in a Contrasting Color Coats
HIP PATCHWORK TUNIC Lori Harder PO BOX 472147, CHARLOTTE, NC 28247 USA SEWING I SKILL LEVEL: INTERMEDIATE Featuring Coats & Clark Surelock Thread Fashion a patchwork tunic from recycled sweaters for a cute back-to- school look. Give it a deconstructed look by overlocking the seams on the right side of the tunic. MEASUREMENTS pattern piece this wide at the Girls 5/6 (adaptations given for top + 3/8” on each side for seam other sizes) allowance. For the width of the bottom of the pattern piece CUTTING add 1 inch or more to the above Prepare the sweater. measurement. To determine 1. Measure down from the length of pattern piece have shoulder seams to bustline child try on sweater and measure - approximately 6 ¾” for a from bustline down to desired girl’s size 5/6 and cut sweater length at hips and subtract 1 ½” around bustline. Use lower for the band. For the band use section of sweater to cut 2 the bustline measurement of the MATERIALS bands. sweater divided by 2 x 2 ¼”). Coats & Clark Surelock Serging Thread in a contrasting color 2. Cut 2 bands 2 ¼” x 12 ¾” cross Coats & Clark Button and Craft thread* grain for waistband SEWING 1 Fitted sweater 3. From the other sweater 4. Skirt: Pin one color sweater 3 or 4 colors of sweater fabric fabrics, cut 12 pieces of fabric to another at sides, Buttons * various colors using the wrong sides together and Serger/Overlock Sewing Machine pattern piece serge - stretching as you sew Pins to make the ru ed lettuce Scissors NOTE: If making a di erent size edge e ect. -

Taking Shape DARTS ADD SHAPE TURNING a FLAT PIECE of FABRIC INTO a THREE-DIMENSIONAL FORM to MATCH the CONTOURS of the BODY LINDA TURNER GRIEPENTROG
Techniques Taking Shape DARTS ADD SHAPE TURNING A FLAT PIECE OF FABRIC INTO A THREE-DIMENSIONAL FORM TO MATCH THE CONTOURS OF THE BODY LINDA TURNER GRIEPENTROG ustline, hip, waistline to tummy, elbow and shoulder. Darts can be horizontal, vertical or anywhere in between, straight or curved, but the stitching principles are the same. BThe goal of quality dart stitching is smooth, pucker-free points that don’t call attention to themselves. SHAPING A single-point dart is shaped like a triangle, and when stitched it takes a wedge of fabric out of the garment allowing for controlled fullness at the point. A single dart may be on the lengthwise fabric grain, angled or slightly curved. (1) A double-point or contour dart is diamond or rugby ball shaped, and is used to shape the waistline, leaving fullness at both ends for the bust and hip. (2) A French dart is a curved shape from the garment side seam to the bustline. This dart has cut edges joined like a seam. (3) V9082 Vintage Vogue, 1960. Misses’ A5(6-8-10-12-14) E5(14-16-18-20-22). Sew Rating: Average. Price code Orange. Illustrations: Theresa O’Connell Theresa Illustrations: 1 2 3 26 SEW TODAY May/June 2019 MARKING to anchor the stitches. Stitch (7) and stitch toward the point, Darts are indicated on the along the line, removing the A third technique for dart then repeat for the other pattern tissue by either solid pins as you get to them. Taper point, slightly overlapping or dashed lines and a dot the stitching to the point the beginning stitching lines at the point. -
INSTRUCTION BOOK IMPORTANT SAFETY INSTRUCTIONS Your Sewing Machine Is Designed and Constructed Only for HOUSEHOLD Use
INSTRUCTION BOOK IMPORTANT SAFETY INSTRUCTIONS Your sewing machine is designed and constructed only for HOUSEHOLD use. Read all Instructions before using this appliance. DANGER – To reduce the risk of electric shock: 1. An appliance should never be left unattended when plugged in. Always unplug this appliance from the electrical outlet immediately after using and before cleaning. 2. Always unplug before relamping. Replace bulb with same type rated 15 Watts. 3. Do not reach for the appliance that has fallen into water. Unplug immediately. 4. Do not place or store appliance where it can fall or be pulled into a tub or sink. Do not place in or drop into water or other liquid. WARNING – To reduce the risk of burns, fire, electric shock,or injury to persons. 1. Do not allow to be used as a toy. Close attention is necessary when this appliance is used by or near children. 2. Use this appliance only for its intended use as described in this manual. Use only attachments recommended by the manufacturer as contained in this manual. 3. Never operate this appliance if it has a damaged cord or plug, if it is not working properly, if it has been dropped or damaged, or dropped into water. Return the appliance to the nearest authorized dealer or service center for examination, repair, electrical or mechanical adjustment. 4. Never operate the appliance with any air opening blocked. Keep ventilation openings of the sewing machine and foot controller free from accumulation of lint, dust, and loose cloth. 5. Never drop or insert any object into any opening. -

Sewing Focus Swimwear
S EWING F OCUS TECHNICAL SEWING INFORMATION Swimwear Checklist for Sewing Swimwear Sewing Parameters: SCHMETZ Tip: Needle size NM SIZE 60 – 80 8 – 12 Depending on the thickness of the material. We recommend the use of the SCHMETZ SERV 7 needle. Needle point In the production of swimwear needles with ball points are mostly used. Those are the light ball point “SES” as well as the medium ball point “SUK”. When sewing elastic materials with highly elastomeric threads or rubber threads we recommend especially the heavy ball point “SKF” and the special ball point “SKL”. Sewing thread Needle thread and hook/looper thread are mostly core spun threads made from 100 % polyester, micro-fiber sewing threads and texturized sewing threads made from 100 % polyester or polyamide. Machine Many processes are carried out using industrial high-speed sewing machines. As the range in swimwear is however very comprehensive a number of automats as well as special sewing machines for closing seams and hems are required. The ideal sewing speed is around 3,000–4,000 stitches/min. Other factors: Thread tension The necessary thread tension depends on the fabric, the sewing thread and the sewing machine. The thread tension should be as low as possible to allow an optimal stitch formation. Stitch type Double lockstitch (stitch type 301 and 304), double chain stitch (stitch type 401), types of overedge chain stitch and cover stitch (class 500 and 600); all stitch types and classes according to DIN 61400. Stitch density The higher the stitch density the higher the elasticity and strength of the seam. -
My Bernette Overlocker Mastery Workbook-Basic Serger
MASTERY BOOK SERIES OVERLOCKER WORKBOOK #1 – BASIC SERGER USE For bernette Overlockers: b44, b48 ©2019 BERNINA of America. Permission granted to copy and distribute in original form only. Content may not be altered or used in any other form or under any other branding. TABLE OF CONTENTS TABLE OF CONTENTS ....................................................2 INTRODUCTION ............................................................3 b 44 REFERENCE - OVERLOCKER NEEDLES ..........................4 REFERENCE - OVERLOCKER THREADS .........................5 4-THREAD OVERLOCK STITCH .....................................6 ADJUSTING TENSION SETTINGS FOR BALANCED STITCH ...........................................................................7 STITCH LENGTH ............................................................8 CUTTING WIDTH ...........................................................9 DIFFERENTIAL FEED: STRETCHY FABRICS ..................10 DIFFERENTIAL FEED: SOFT FABRICS ...........................11 PRESSER FOOT PRESSURE ...........................................12 3-THREAD OVERLOCK STITCH-WIDE .........................13 3-THREAD FLATLOCK - WIDE .....................................14 b 48 3-THREAD OVERLOCK STITCH NARROW ..................15 3-THREAD FLATLOCK - NARROW ..............................16 3-THREAD ROLLED HEM ............................................17 2-THREAD ROLLED HEM ............................................18 2-THREAD FLATLOCK - NARROW ..............................19 OVERLOCKER TECHNIQUES: SECURING SEAMS ........20