Practical Metalwork National 4/5 Course Notes Introduction & the Exam
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Study and Characterization of EN AW 6181/6082-T6 and EN AC
metals Article Study and Characterization of EN AW 6181/6082-T6 and EN AC 42100-T6 Aluminum Alloy Welding of Structural Applications: Metal Inert Gas (MIG), Cold Metal Transfer (CMT), and Fiber Laser-MIG Hybrid Comparison Giovanna Cornacchia * and Silvia Cecchel DIMI, Department of Industrial and Mechanical Engineering, University of Brescia, via Branze 38, 25123 Brescia, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-030-371-5827; Fax: +39-030-370-2448 Received: 18 February 2020; Accepted: 26 March 2020; Published: 27 March 2020 Abstract: The present research investigates the effects of different welding techniques, namely traditional metal inert gas (MIG), cold metal transfer (CMT), and fiber laser-MIG hybrid, on the microstructural and mechanical properties of joints between extruded EN AW 6181/6082-T6 and cast EN AC 42100-T6 aluminum alloys. These types of weld are very interesting for junctions of Al-alloys parts in the transportation field to promote the lightweight of a large scale chassis. The weld joints were characterized through various metallurgical methods including optical microscopy and hardness measurements to assess their microstructure and to individuate the nature of the intermetallics, their morphology, and distribution. The results allowed for the evaluation of the discrepancies between the welding technologies (MIG, CMT, fiber laser) on different aluminum alloys that represent an exhaustive range of possible joints of a frame. For this reason, both simple bar samples and real junctions of a prototype frame of a sports car were studied and, compared where possible. The study demonstrated the higher quality of innovative CMT and fiber laser-MIG hybrid welding than traditional MIG and the comparison between casting and extrusion techniques provide some inputs for future developments in the automotive field. -
8.10 Drill Grinding Device
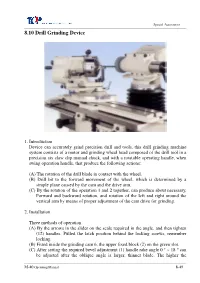
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

Overview of Current Challenges in Self-Pierce Riveting of Lightweight Materials †
Proceedings Overview of Current Challenges in Self-Pierce Riveting of Lightweight Materials † Mathias Jäckel *, Thomas Grimm, Ronald Niegsch and Welf-Guntram Drossel Department Mechanical Joining of the Fraunhofer Institute for Machine Tools and Forming Technology IWU, Nöthnitzer Str. 44, 01187 Dresden, Germany; [email protected] (T.G.); [email protected] (R.N.); [email protected] (W.-G.D.) * Correspondence: [email protected] † Presented at the 18th International Conference on Experimental Mechanics, Brussels, Belgium, 1–5 July 2018. Published: 9 May 2018 Abstract: This paper shows an overview of different analyses regarding current challenges at self-pierce riveting with solid rivets as well as semi-tubular rivets of lightweight materials like aluminum die casting, carbon fiber reinforced plastic and 7xxx series aluminum alloy. The joining process analyses will demonstrate the cause and the development as well as the influence on joint quality of individual joining process-induced defects. In addition, methods are described how these imperfections can be avoided or reduced. Keywords: mechanical joining; lightweight materials; self-pierce riveting 1. Introduction The importance of environment friendly mobility strengthens the need of lightweight design in the automotive industry. Due to this need, lightweight materials such as aluminum and carbon fiber reinforced plastics (CFRP) are used more and more in automotive car body constructions. According to the limited weldability, joining these materials by mechanical joining techniques such as self-pierce riveting with solid (SPR-S) or semi-tubular rivets (SRP-ST) has been established. The challenge in this regard is that these materials have limited forming capacities (e.g., aluminum die casting, CFRP) or vulnerability regarding stress corrosion cracking (e.g., 7xxx series aluminum alloy), while the joining processes locally induce large plastic deformations and tensile stresses. -

IBS, INCORPORATED T a P S B U R S B L a D E S Index
IBS, INCORPORATED Index 4-40 thru 1/2-10 Tap, Die & Drill Set PT-8 Taps, Burs & Blades 9/16-12 thru 3/4-16 Tap, Die & Drill Set PT-8 A Index 10 Pc NC/NF Power Taps w/Index PT-5, PT-7 10 Pc NC/NF Taper Taps w/Inde PT-5, PT-7 Annular Cutters 18 Pc NC Bottom Taps & Drill Bits w/Index PT-5, PT-7 Carbide Tipped 18 Pc NC Taper Taps & Drill Bits w/Index PT-5, PT-7 CT150 & CT200 PT-14, PT-16 Nitro-Carb Hand Tap PT-5, PT-7 IBS High Speed Steel PT-16 Assortments, Cutting Tools B Advanced Edge Power Reciprocating Saw Blades T Blades with Tool Ease Lubricant Stick PT-45 100 PK Shark Serrated Blades PT-54 Annular Cutters - Carbide Tipped Bandsaw, Bi-Metal A PT-15 General Information PT-36 Annular Cutters - High Speed Steel PT-17 Portable Blades PT-41 P Black Hole Carbide Tipped Cutters Troubleshooting PT-37, PT-38, PT-39, PT-40 1" Depth - 4 Pc.Set PT-23 Bi-Metal 1" Depth - 5 Pcs PT-23 Air Saw Blades PT-51 S 3/16" Depth - 5 Pc. PT-23 Reciprocating Saw PT-46 762R - 5 Pc. - 3/16" Depth PT-22 Boar Blades PT-48 763R - 4 Pc. 1" Depth PT-22 Thick Demolition PT-47 764R - 5 Pc. - 1" Depth PT-23 Sabre/Jig PT-52 Carbide Burs PT-59 Chop Saw-Carbide Tipped B Hole Saws 14" Blade for Aluminum PT-34 Bi-Metal 14" Blade for Stainless Steel PT-34 U Advanced Bi-Metal Hole Saws 2-1/8"- 4" PT-27 14" Blade for Steel PT-34 Advanced Bi-Metal Hole Saws 3/4"- 4" PT-28 Circular Saw Advanced Bi-Metal Hole Saws 5/8"- 2" PT-29 Combination Blade PT-32 R M42 Thin Wall Hole Saws Travel Tray Assortment PT-18 Heavy Duty Deck / Nail Cutting Blade PT-32 Hole Saws - Bi-Metal Miter Saw -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

Hand Tools Workbook (AUM9004A)
Prepare and Operate Equipment, Tools and Machinery – Hand Tools Workbook (AUM9004A) AUT033 AUM9004A Prepare and Operate Equipment, Tools and Machinery – Hand Tools Workbook Copyright and Terms of Use © Department of Training and Workforce Development 2016 (unless indicated otherwise, for example ‘Excluded Material’). The copyright material published in this product is subject to the Copyright Act 1968 (Cth), and is owned by the Department of Training and Workforce Development or, where indicated, by a party other than the Department of Training and Workforce Development. The Department of Training and Workforce Development supports and encourages use of its material for all legitimate purposes. Copyright material available on this website is licensed under a Creative Commons Attribution 4.0 (CC BY 4.0) license unless indicated otherwise (Excluded Material). Except in relation to Excluded Material this license allows you to: Share — copy and redistribute the material in any medium or format Adapt — remix, transform, and build upon the material for any purpose, even commercially provided you attribute the Department of Training and Workforce Development as the source of the copyright material. The Department of Training and Workforce Development requests attribution as: © Department of Training and Workforce Development (year of publication). Excluded Material not available under a Creative Commons license: 1. The Department of Training and Workforce Development logo, other logos and trademark protected material; and 2. Material owned by third parties that has been reproduced with permission. Permission will need to be obtained from third parties to re-use their material. Excluded Material may not be licensed under a CC BY license and can only be used in accordance with the specific terms of use attached to that material or where permitted by the Copyright Act 1968 (Cth). -

Product Catalog This Hobart® Catalog Represents an Interim Stage in the Brand Consolidation Process Announced by Hobart Brothers Company in May 2013
Product Catalog This Hobart® catalog represents an interim stage in the brand consolidation process announced by Hobart Brothers Company in May 2013. Included are products branded Tri-Mark® by Hobart alongside Hobart products. In these instances, the products are identical in formulation and manufacturing. Ultimately, Hobart will replace all Tri-Mark options. The catalog now also includes aluminum products formerly under the MAXAL® brand. Why the consolidation and this transition? In one word: simplification. Offering a single Hobart brand allows distributors and end users access to a full line of filler metals, ensuring the right product for the right application — every time. The addition of our collaborative-based service and filler metal expertise helps provide solutions to lower costs and increase productivity. For further information, contact our customer service team at 800-424-1543 or call our Applications Engineering Team at 800-532-2618 or email [email protected] Table of Contents Mild Steel & Low Alloy Stick Electrodes AWS Classifications and Oven Storage and Reconditioning of Stick Electrodes ............................................................... 2 Pipemaster® Pro-60, Pipemaster® 60, Hobart® 610 ...................................................................................................... 3 Pipemaster® 70, Pipemaster® 80, Pipemaster® 90 ......................................................................................................... 4 Hobart® 335A, Hobart® 335C, Hobart® 447A -

Instructions for Using the OMW Sensitive Tapping Kit
Thank you for purchasing the OMW Sensitive Tapping Kit. I hope you enjoy using it as much as I enjoyed making it. With a little care, this tool should give you many years of service. Please read the instructions below to take full advantage of your new Tapping Kit. And let me know if you have comments or questions. I can be reached via email at [email protected], or at OMW Corporation (21 Pamaron Way, Ste. G., Novato, CA 94949). Best Regards, Joe Osborn President, OMW Corporation. Instructions for Using the OMW Sensitive Tapping Kit Background The OMW Sensitive Tapping Kit was inspired by my efforts to tap very small holes in soft material, such as brass and plastic. I found standard tapping wrenches to be far too large and lacking in the sensitive “feel” needed to keep from stripping the hole. Initially, I actually wrapped tape around the tap itself and turned the tap between my fingers. Searching for a better technique led to my design The OMW Sensitive Tapping Wrench of the Sensitive Tapping Kit. I hope that you will enjoy it. Using the Sensitive Tapping Kit Tap Guide Tap Extension Wrench Guide Rod The Sensitive Tapping Kit is composed of four parts. The Wrench, which is used to hold the taps; the Tap Guide, which is used to hold the tap straight to the hole; the Tap Extension, which extends the reach of the Wrench; and the Wrench Guide Rod, which allows the Wrench to be held straight in a lathe, mill or drill press. (OVER) 2 The Wrench and Guide Rod The Wrench will hold standard taps from 0-80 to 6-32, which all have the same shank diameter. -
Use a Hacksaw Inch Blade
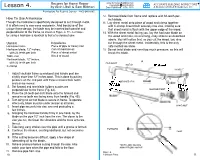
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -

Ats 34 and 154 Cm Stainless Heat Treat Procedure
ATS 34 AND 154 CM STAINLESS HEAT TREAT PROCEDURE This is an oil hardening grade of steel which will require oil quenching. The oil should be a warm, thin quenching oil that contains a safe flash point. Olive oil has been used as a sub stitute. As a rule of thumb, there should be a gallon of oil for each pound of steel. For , warming the oil before quenching, you may heat a piece of steel and drop it in the oil. 1.) Wrap blades in stainless tool wrap and leave an extra two inches on each end of the package. (This will be for handling purposes going into the quench as described below.) We suggest a double wrap for this grade. The edges of the foil should be double crimped, being careful to avoid hav ing even a pin hole in the wrap. 2 . ) Place in the furnace and heat to 1900"F. After reaching this temperature, immediately start timing the soak time of 25-30 minutes. 3.) After the soak time has elapsed, very quickly and carefully pull the package out with tongs~ place over the quench tank and snip the end of the package allowing the blades to drop into the oil. You should have a wire basket in the quench tank for raising and lowering the blades rather than have them lie s till. Gases are released in the quench and would form a "trap" around the steel unless you keep them movi~g for a minute or so. *IMPORTANT--It is very important that the blades enter the oil quench as quickly as possible after leaving the furnace ! Full hardness would not be reached if this step is not followed. -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated.