Toyota Production/Quality Systems
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Sep 0 1 2004
AEROSPACE MERGERS AND ACQUISITIONS FROM A LEAN ENTERPRISE PERSPECTIVE by JUNHONG KIM B.S., Chemical Engineering Seoul National University (1998) SUBMITTED TO THE SYSTEM DESIGN AND MANAGEMENT PROGRAM IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF SCIENCE IN ENGINEERING AND MANAGEMENT at the MASSACHUSETTS INSTITUTE OF TECHNOLOGY June 2004 @0 2004 Junhong Kim. All rights reserved The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part. Signature of Author......... ........................ Junhong Kim /ste7&Ies 'and Management Program February 2004 Certified by ... .........I . ...................... Joel Cutcher-Gershenfeld Executive Director, Engineering Systems Learning Center Senior Research Scientist, Sloan School of Management Accepted by ....................................................... -........................... Thomas J. Allen Co-Director, LFM/SDM Howard W. Johnson Professor of Management r A c c ep te d b y ............................. ......... ............................................................................................ David Simchi-Levi Co-Director, LFM/SDM MASSACHUSETTS INSTITUTE| Professor of Engineering Systems O.F TENL GYL.J SEP 0 1 2004 BARKER LIBRARIES Room 14-0551 77 Massachusetts Avenue Cambridge, MA 02139 Ph: 617.253.2800 MITL-ibries Email: [email protected] Document Services http://Iibraries.mit.eduldocs DISCLAIMER OF QUALITY Due to the condition of the original material, there -

Lean Manufacturing Essentials Lean Manufacturing Defined & Explained
C O N S U L T A N T S E N G I N E E R S S T R A T E G I S T S www.strategosinc.com Lean Manufacturing Essentials Lean Manufacturing Defined & Explained These are core disciplines. Not every organization requires them all. Others require supplementary disciplines such as 5S. Determining which disciplines are most important and/or urgent is the subject of Strategos' "Workshop for Wagon masters" that formulates an implementation plan. Lean Manufacturing is "manufacturing without waste." Waste has many forms. Inventory Material, time, idle equipment, and Besides core disciplines, there inventory are examples. Most companies is an overall theme of waste 70%-90% of their available inventory reduction. Inventory resources. Even the best Lean hides waste. Almost every Manufacturers probably waste 30%. imperfection or problem creates a need for inventory. Hence, This is an enormous opportunity. Lean inventory is a result and Manufacturing and Cellular Manufacturing measures the imperfection of the system. improve material handling, inventory, Inventory also devours capital. For most quality, scheduling, personnel and customer companies, the inventory savings alone satisfaction. These improvements are not provide funding for implementing the just a few percentage points, they are order- system and the largest savings occur early of-magnitude. Typically such improvements on. Thus, Lean Manufacturing is essentially range from 30%-90%. The benefits have self-funding. been documented by academic researchers and some of their work is available at our website. People & Technology Factories include people. To The Core Disciplines function well, people and technology must integrate in a Most waste is invisible. -

Extension of the Lean 5S Methodology to 6S with an Additional Layer to Ensure Occupational Safety and Health Levels
sustainability Article Extension of the Lean 5S Methodology to 6S with An Additional Layer to Ensure Occupational Safety and Health Levels Mariano Jiménez 1,2 , Luis Romero 2,* , Jon Fernández 2, María del Mar Espinosa 2 and Manuel Domínguez 2 1 Department of Mechanical Engineering, Technical School of Engineering—ICAI, Comillas Pontifical University, 25, 28015 Madrid, Spain 2 Design Engineering Area, Industrial Engineering School, National Distance Education University (UNED), 38, 28015 Madrid, Spain * Correspondence: [email protected] Received: 12 June 2019; Accepted: 11 July 2019; Published: 12 July 2019 Abstract: This paper proposes an expansion of the Lean 5S methodology, which includes the concept of Safety–Security as 6S. Implementation was done by a standardized process tested in a pilot area that is part of the Integrated Industrial Manufacturing System Laboratory at the Higher Technical School of Engineering (ICAI). The additional 6S phase (Safety-Security) thoroughly reviews all areas of an industrial plant by analyzing the risks at each workstation, which let employees be fitted out with protection resources depending on each of their personal characteristics and to guarantee the safety of the workstation by strictly complying with occupational safety and health and machinery use standards, which must hold a CE certificate of compliance. The main objective was to increase the scope of 5S methodology to respond to the occupational safety and health needs for machines required in optimizing production processes. It is important to remember that companies must guarantee that their employees use personal protection equipment (PPE) at their work posts or stations that protect them properly from risks to their health and safety and that cannot be prevented or sufficiently limited by using collective means of protection or by adopting work organization measures. -

Waste Measurement Techniques for Lean Companies
WASTE MEASUREMENT TECHNIQUES FOR LEAN COMPANIES Maciej Pieńkowski PhD student Wrocław University of Economics Komandorska 118/120, Wrocław, Poland [email protected] A B S T R A C T K E Y W O R D S Waste measurement, The paper is dedicated to answer the problem of lean manufacturing, lean metrics measuring waste in companies, which are implementing Lean Manufacturing concept. Lack of complex identification, quantification an visualization of A R T I C L E I N F O waste significantly impedes Lean transformation Received 07 June 2014 Accepted 17 June 2014 efforts. This problem can be solved by a careful Available online1 December 2014 investigation of Muda, Muri and Mura, which represent the essence of waste in the Toyota Production System. Measuring them facilitates complete and permanent elimination of waste in processes. The paper introduces a suggestion of methodology, which should enable company to quantify and visualize waste at a shop floor level. 1. Introduction Lean Management, originated from the Toyota Production System, is nowadays one of the most dominating management philosophies, both in industrial and service environment. One of the reasons for such a success is its simplicity. The whole concept is based on a common sense idea of so called “waste”. Removing it is the very essence of Lean Management. Despite seemingly simple principles, eliminating waste is not an easy task. Many companies, even those with many years of Lean experience, still struggle to clear the waste out of their processes. It turns out, that the most difficult part is not removing waste itself, but identifying and highlighting it, which should precede the process of elimination. -

Toyota's Advertising in America, 1958-1979
Georgia Southern University Digital Commons@Georgia Southern Electronic Theses and Dissertations Graduate Studies, Jack N. Averitt College of Spring 2006 Ready, Steady, Go: Toyota's Advertising in America, 1958-1979 Rebecca Hope Smith Follow this and additional works at: https://digitalcommons.georgiasouthern.edu/etd Recommended Citation Smith, Rebecca Hope, "Ready, Steady, Go: Toyota's Advertising in America, 1958-1979" (2006). Electronic Theses and Dissertations. 593. https://digitalcommons.georgiasouthern.edu/etd/593 This thesis (open access) is brought to you for free and open access by the Graduate Studies, Jack N. Averitt College of at Digital Commons@Georgia Southern. It has been accepted for inclusion in Electronic Theses and Dissertations by an authorized administrator of Digital Commons@Georgia Southern. For more information, please contact [email protected]. 1 READY, STEADY, GO: TOYOTA’S ADVERTISING IN AMERICA, 1958-1979. by REBECCA HOPE SMITH (Under the Direction of Craig Roell) ABSTRACT The objective of this thesis is to determine the marketing strategy of Toyota Motor Corporation in America and place these strategies into their historical context. The advertisements will ultimately tie in with trends inside the United States, as well as the development of the company as an international business. INDEX WORDS: Advertising, automobiles, Toyota. 2 READY, STEADY, GO: TOYOTA’S ADVERTISING IN AMERICA, 1958-1979. by REBECCA HOPE SMITH MA, Georgia Southern University, 2000 A Thesis Submitted to the Graduate Faculty of Georgia Southern University in Partial Fulfillment of the Requirements for the Degree MASTER OF HISTORY STATESBORO, GEORGIA 2006 3 © 2006 Rebecca Hope Smith All Rights Reserved 4 READY, STEADY, GO: TOYOTA’S ADVERTISING IN AMERICA, 1958-1979. -
Lean Infographic
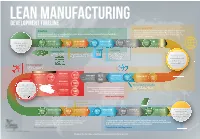
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -

Decoding the DNA of the Toyota Production System
www.hbrreprints.org The Toyota story has been intensively researched and Decoding the DNA of painstakingly documented, yet what really happens inside the Toyota Production the company remains a mystery. Here’s new insight into the unspoken rules that System give Toyota its competitive edge. by Steven Spear and H. Kent Bowen Included with this full-text Harvard Business Review article: 1 Article Summary The Idea in Brief—the core idea The Idea in Practice—putting the idea to work 2 Decoding the DNA of the Toyota Production System 12 Further Reading A list of related materials, with annotations to guide further exploration of the article’s ideas and applications Reprint 99509 Decoding the DNA of the Toyota Production System The Idea in Brief The Idea in Practice Toyota’s renowned production system (TPS) TPS’s four rules: clude that their demand on the next ma- has long demonstrated the competitive ad- chine doesn’t match their expectations. All work is highly specified in its content, vantage of continuous process improve- They revisit the organization of their pro- sequence, timing, and outcome. ment. And companies in a wide range of duction line to determine why the machine Employees follow a well-defined sequence of industries—aerospace, metals processing, was not available, and redesign the flow steps for a particular job. This specificity en- consumer products—have tried to imitate path. ables people to see and address deviations TPS. Yet most fail. immediately—encouraging continual learn- Any improvement to processes, worker/ Why? Managers adopt TPS’s obvious prac- ing and improvement. -
White Paper the PDCA Cycle and Management System Standards
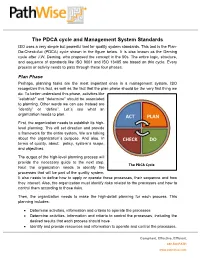
The PDCA cycle and Management System Standards ISO uses a very simple but powerful tool for quality system standards. This tool is the Plan- Do-Check-Act (PDCA) cycle shown in the figure below. It is also known as the Deming cycle after J.W. Deming, who proposed the concept in the 50s. The entire logic, structure, and sequence of standards like ISO 9001 and ISO 13485 are based on this cycle. Every process or activity needs to pass through these four phases. Plan Phase Perhaps, planning tasks are the most important ones in a management system. ISO recognizes this fact, as well as the fact that the plan phase should be the very first thing we do. To better understand this phase, activities like “establish” and “determine” should be associated to planning. Other words we can use instead are “identify” or “define”. Let´s see what an organization needs to plan. ACT PLAN First, the organization needs to establish its high- level planning. This will set direction and provide a framework for the entire system. We are talking about the organization´s purpose. And also, in CHECK DO terms of quality, about: policy, system´s scope, and objectives. The output of the high-level planning process will provide the necessary guide to the next step. The PDCA Cycle Next the organization needs to identify the processes that will be part of the quality system. It also needs to define how to apply or operate these processes, their sequence and how they interact. Also, the organization must identify risks related to the processes and how to control them according to those risks. -

The Concept and Implementation of Kaizen in an Organization
Global Journal of Management and Business Research: A Administration and Management Volume 19 Issue 1 Version 1.0 Year 201 Type: Double Blind Peer Reviewed International Research Journal Publisher: Global Journals Online ISSN: 2249-4588 & Print ISSN: 0975-5853 The Concept and Implementation of Kaizen in an Organization By Lubna Rahman Lina & Hafiz Ullah University of Dhaka Abstract- For continuous improvement in an organization, Japanese philosophy Kaizen is very popular. Flawless concepts of kaizen methodology and proper implementation of tools can lead to a successful kaizen program in a company. From the reviews of various case studies, it has revealed that most of the companies have implemented kaizen efficiently and observe better performance. Besides, some companies also failed to implement kaizen due to the lacking of proper knowledge about the concepts of kaizen. Keywords: kaizen, 5 why technique, 5s, 7 QC tools, 7 wastes, jidoka, PDCA cycle, poka-yoke. GJMBR-A Classification: JEL Code: M00 TheConceptandImplementationofKaizeninanOrganization Strictly as per the compliance and regulations of: © 2019. Lubna Rahman Lina & Hafiz Ullah. This is a research/review paper, distributed under the terms of the Creative Commons Attribution-Noncommercial 3.0 Unported License http://creativecommons.org/licenses/by-nc/3.0/), permitting all non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited. The Concept and Implementation of Kaizen in an Organization α σ Lubna Rahman Lina & Hafiz Ullah Abstract - For continuous improvement in an organization, over the longer term, without having to go through any Japanese philosophy Kaizen is very popular. Flawless radical innovation. It can be a much gentler and concepts of kaizen methodology and proper implementation employee-friendly way to institute the changes that must of tools can lead to a successful kaizen program in a occur as a business grows and adapts to its changing company. -

Lexus History 1989-2019
LEXUS HISTORY BRAND CARS INNOVATIONS 1983 August 1983. At a secret meeting More than 400 prototype Over 1,400 engineers and 2,300 in Japan, Toyota’s Chairman Dr vehicles are built, 100 are crash technicians rise to Toyoda-san’s Eiji Toyoda sets a challenge to a tested and more than 4.3 million challenge. team of strategists, engineers and test kilometres are driven in Japan, designers: “Can we create a the USA and Europe. Sixty designers, 24 engineering luxury car to challenge the very teams, and 220 support workers best?” are engaged on the “F1” project. Every detail was exhaustively thought through – build tolerances were at least twice as accurate as competitors. 1987 In May 1987, four years of development time and many full- sized clay models later, Lexus executives sign off on the final LS design. 1988 The brand name ‘Lexus’ is chosen to represent luxury and high-end technology. (Early suggestions included Alexis and Lexis.) 1989 The Lexus brand is born The first LS 400 is launched, At the Lexus Tahara plant in incorporating hundreds of new Japan, the welding process for the patents and setting new standards LS 400 is fully automated, making for quality and value. Almost welds 1.5 times stronger than 3,000 are sold in the first month those on conventionally welded after launch. vehicles. 1990 Lexus is launched in Europe with a On the LS 400, aerodynamic single model range: the LS 400. considerations lead to the underside of the vehicle having a smooth floorpan and a number of special fairings to direct airflow. -
The Toyotatoyota Wayway (The Company That Invented Lean Production)
TheThe ToyotaToyota WayWay (The Company that invented Lean Production) 1414 ManagementManagement PrinciplesPrinciples fromfrom thethe World’sWorld’s GreatestGreatest Manufacturer Manufacturer By: Jeffrey K. Liker (Paperback,330p,ISBN 0-07-058747-7,Rs. 250) (Tata McGraw-Hill) Why to read this book ? •• You’ll learn how Toyota creates an ideal environment for implementing Lean techniques & tools by :: -Fostering an atmosphere of continuous improvement and learning -Satisfying customers (and eliminating waste at the same time) -Getting quality right the first time -Grooming leaders from within rather than recruiting them from the outside -Teaching all employees to become problem solver -Growing together with suppliers and partners for mutual benefits About Toyota •• Market capitalization over $ 105 billion; 2,40,000 employees •• 3rd Largest auto manufacturer in the world; behind GM & Ford •• Global Vehicle sale of over 6 million per year in 170 countries •• Big Brands like Corolla, Camry, Lexus •• Annual Profit margin: 8.3 times higher than industry average Contents… •• DevelopmentDevelopment ofof ToyotaToyota ProductionProduction SystemSystem “TPS”“TPS” (5-9)(5-9) •• FundamentalsFundamentals ofof TPSTPS (10-15)(10-15) •• TheThe ToyotaToyota PrinciplesPrinciples (16-19)(16-19) •• WhatWhat cancan bebe learntlearnt fromfrom ToyotaToyota (20-28)(20-28) •• HowHow toto adoptadopt TPSTPS (29-32)(29-32) DevelopmentDevelopment ofof ToyotaToyota ProductionProduction SystemSystem (TPS)(TPS) •• Toyota customer requirement was in small lots & different verities unlike Ford & GM using ‘mass production’ concepts •• These requirement is to be met with same assembly line •• Toyota was having cash crunch and there was no stable supply chain •• Toyota studied that ‘mass production’ concepts cannot be feasible in Japan. Ford & GM were facing many issues due to same. -

Learning to See Waste Would Dramatically Affect This Ratio
CHAPTER3 WASTE 1.0 Why Studies have shown that about 70% of the activities performed in the construction industry are non-value add or waste. Learning to see waste would dramatically affect this ratio. Waste is anything that does not add value. Waste is all around, and learning to see waste makes that clear. 2.0 When The process to see waste should begin immediately and by any member of the team. Waste is all around, and learning to see waste makes this clear. CHAPTER 3: Waste 23 3.0 How Observations Ohno Circles 1st Run Studies/Videos Value Stream Maps Spaghetti Diagrams Constant Measurement 4.0 What There are seven common wastes. These come from the manufacturing world but can be applied to any process. They specifically come from the Toyota Production System (TPS). The Japanese term is Muda. There are several acronyms to remember what these wastes are but one of the more common one is TIMWOOD. (T)ransportation (I)ventory (M)otion (W)aiting (O)ver Processing (O)ver Production (D)efects. Transportation Unnecessary movement by people, equipment or material from process to process. This can include administrative work as well as physical activities. Inventory Product (raw materials, work-in-process or finished goods) quantities that go beyond supporting the immediate need. Motion Unnecessary movement of people or movement that does not add value. Waiting Time when work-in-process is waiting for the next step in production. 24 Transforming Design and Construction: A Framework for Change Look for and assess opportunities to increase value through waste reduction and elimination.