Dec 2018 Journal
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Preparation of Master Plan & Upgradation for Mudasarlova Park
RFP Visakhapatnam Urban Development Authority. 17TH March 2017 [SELECTION OF ARCHITECTURAL LANDSCAPE CONSULTING AGENCY FOR “PREPARATION OF MASTER PLAN & UPGRADATION FOR MUDASARLOVA PARK AS INTERNATIONAL TOURIST DESTINATION IN VISAKHAPATNAM, ANDHRA PRADESH.”] ISSUED BY: VISAKHAPATNAM URBAN DEVELOPMENT AUTHORITY ANDHRA PRADESH INDIA Selection of Consulting Agency for “Preparation of Master Planning and Upgradation of Mudasalova 1. DISCLAIMER Park, Visakhapatnam, Andhra Pradesh.” The information contained in the Request for Proposal document (“RFP”) is provided to Bidders on the terms and conditions set out in this RFP and such other terms and conditions subject to which such information is provided. The RFP is not an agreement and is neither an offer nor invitation by the Authority to the prospective Bidders or any other person. The purpose of the RFP is to provide interested parties with information that may be useful to them in the formulation of their Proposals pursuant to this RFP. The RFP includes statements, which reflect various assumptions and assessments arrived at by the Authority in relation to the Consultancy. Such assumptions, assessments and statements do not purport to contain all the information that each Bidder may require. The RFP may not be appropriate for all persons, and it is not possible for the Authority, its employees or advisers to consider the objectives, technical expertise and particular needs of each party who reads or uses the RFP. The assumptions, assessments, statements and information contained in the RFP, may not be complete, accurate, adequate or correct. Each Bidder should, therefore, conduct its own investigations and analysis and should check the accuracy, adequacy, correctness, reliability and completeness of the assumptions, assessments and information contained in the RFP and obtain independent advice from appropriate sources. -
Will Sparrows Ever Return
E.A.S.Sarma Will the sparrow ever return? www.salimalifoundation.org “O Troupe of little vagrants of the world, leave your footprints in my words” “Stray Birds” by Rabindranath Tagore E.A.S.Sarma 1 E.A.S.Sarma I dedicate this book to my granddaughter, Tara and her generation, hoping that what we collectively think and do today, will ensure for them a future that is benign 2 E.A.S.Sarma About the author Dr. E.A.S.Sarma was a member of the Indian Administrative Service from 1965 to 2000. He opted for voluntary retirement from the government in 2000. He was Principal, Administrative Staff College of India (ASCI), Hyderabad from 2001 to 2004. He has settled down at Visakhapatnam in Andhra Pradesh (AP). He is presently the Convener of Forum for Better Visakha (FBV), an unregistered civil society forum set up in 2004. The Forum is engaged in promoting Right to Information Act, 2005 in the State. It is also involved in an election watch campaign and promotion of good governance in the offices of the State Government and the local authorities. FBV has been active in articulating the interests of the tribals, the fishing communities and the disadvantaged sections of the people living in the rural and the urban areas. For the last seven years, FBV has been associated closely with civil society movements in AP and elsewhere against projects that deprive the people's livelihoods, violate the laws and damage the environment. 3 E.A.S.Sarma Contents No. Chapter Page Preface 5 Acknowledgements 9 1 Where has the sparrow disappeared? 10 2 The urban contagion: The case of Vizag 15 3. -

Visakhapatnam-Chennai Industrial Corridor Development Program-Project 1
Initial Environmental Examination _________________________________________________________________________ Project Number: 48434-003 Grant Number: 0495-IND October 2018 IND: Visakhapatnam-Chennai Industrial Corridor Development Program-Project 1 Mudasarlova Lake Development Project Prepared by Greater Visakhapatnam Municipal Corporation, Government of Andhra Pradesh for the Asian Development Bank. CURRENCY EQUIVALENTS (as of 11 October 2018) Currency Unit = Indian rupees (₹) ₹1.00 = $0.0135 $1.00 = ₹73.785 ABBREVIATIONS ADB – Asian Development Bank ASI – Archeological Survey of India CAPP – community awareness and public participation CFE – consent for establishment CFO – consent for operation GVMC – Greater Visakhapatnam Municipal Corporation DoF – Department of Forest DoL – Department of Labour EAC – Expert Appraisal Committee EARF – environmental assessment and review framework EIA – environmental impact assessment EMP – environmental management plan GRM – grievance redress mechanism IEE – initial environmental examination LARRA – land acquisition, rehabilitation and resettlement authority MFF – multi-tranche financing facility MoEFCC – Ministry of Environment and Forest, Climate Change NGO – non-governmental organization NGT – National Green Tribunal GVMC – Greater Visakhapatnam Municipal Corporation PMC – project management consultancy PMU – program management unit PPTA – project preparatory technical assistance ROW – right of way SPS – Safeguard Policy Statement TOR – terms of reference UGR – underground service reservoir WTP – water treatment plant WEIGHTS AND MEASURES m3 – cubic meter m3/h – cubic meter per hour cm – centimeter dBA – decibel audible °C – degree Celsius ha – hectare km – kilometer m – meter mm – millimeter mm/hr – millimeters per hour km2 – square kilometer m2 – square meter NOTES (i) The fiscal year (FY) of the Government of India and its agencies ends on 31 March. (ii) In this report, "$" refers to United States dollars. This initial environmental examination is a document of the borrower. -

Key Features of VUDA Budget 2018-19
Key Features of VUDA Budget 2018-19 Introduction Visakhapatnam Urban Development Authority (VUDA) was constituted on 17.06.1978 under the provisions of A.P Urban Areas (Development) Act 1975 from the erstwhile Town Planning Trust (TPT) which was in existence since 1962, to promote and secure planned development of the Urban Development Area according to the Master Plan and Zonal Development Plans. With a jurisdiction of 5573 Sq Kms, Visakhapatnam Metropolitan Region covers four (4) districts viz Visakhapatnam, Vizianagaram, Srikakulam and East Godavari and six (6) Urban Local Bodies, forty (40) Mandals, 1170 Villages and 53.04 Lakhs population. Highlights Total Expenditure projected at `.965.05 Crores Total Receipts projected at `.968.37 Crores Capital Expenditure pegged at `.348.96 Crores Revenue Expenditure kept at `.616.09 Crores Capital Receipts estimated at `.767.67 crores while Revenue Receipts at `.200.70 Crores `.40.00 Crores allocated during the fiscal year for Construction of flyover at NAD Jn, Visakhapatnam 1 `.10.00 Crores allocated for Multi level Car Parking at Children Arena / Gurajada Kalakeshtram / Open space opp VUDA Building to redress the parking problems Information Technology Park is proposed to be constructed near Harita Housing at Madhurawada with an initial amount of `.10.00 Crores as a priority project . Proposed to develop Mudasarlova Park as International Tourist Destination and an initial amount of `.15.00 Crores is allocated during this fiscal year. Provision of `.2.00 Crore made for conversion of De-Commissioned Sea Harrier into Museum. Allocation of `.10.00 Crore made to Construct Modern Cycle Track & Jogging Track of 30 KM length from Kailasagiri to Bheemilli . -

Weekly Spike Report – Communicable Diseases (Malaria and Dengue)
Weekly Spike Report – Communicable Diseases (Malaria and Dengue) Knowledge Command Center HM&FW Department, Government of Andhra Pradesh Date: 03/02/2020 - 09/02/2020 Malaria – Weekly Summary • 47 Malaria cases are reported during this week. • Top 3 Districts: Visakhapatnam (23); East Godavari (10); West Godavari (5) • Top 3 Districts contribute to 81% of total cases Malaria - District Wise Top 3 Mandals District Name Mandal Name (Cases) EAST GODAVARI Chintur (7), Devipatnam (1), Kothapeta (1) KRISHNA Vijayawada(Rural) (1), VIJAYAWADA-U (1) PRAKASAM Chimakurthi (1) SRIKAKULAM Gara (1), Mandasa (1), Meliaputti (1) VISAKHAPATNAM Ananthagiri (5), ArakuValley (3), Chinthapalle (2) VIZIANAGARAM Mentada (1), Parvathipuram (1) WEST GODAVARI Buttayagudem (2), JeeluguMilli (2), Veliarpadu (1) YSR KADAPA Badvel (1) No cases reported in ANANTAPURAM, CHITTOOR, GUNTUR, KURNOOL, NELLORE districts Malaria - Top 3 Districts Weekly Incidence Dengue – Weekly Summary • 28 Dengue cases are reported during this week. • Top 3 Districts: Visakhapatnam (8); Prakasam (5); Anantapuram (4) • Top 3 Districts contribute to 61% of total cases Dengue - District Wise Top 3 Mandals District Name Mandal Name (Cases) ANANTAPURAM ATMAKUR (1), Bukkapatnam (1), Rayadurg (1) CHITTOOR Madanapalle (1), TIRUPATI-U (1) EAST GODAVARI Mamidikuduru (1) GUNTUR Chebrolu (1), Dachepalle (1), Durgi (1) PRAKASAM Cumbum (1), Dornala (1), Kanigiri (1) SRIKAKULAM Amadalavalasa-U (1), Etcherla (1), Palakonda (1) VISAKHAPATNAM GVMC-U (4), Anandapuram (1), Ankapalle (1) YSR KADAPA Khajipet (1), -

Northstar Park
https://www.propertywala.com/northstar-park-ave-visakhapatnam Northstar Park Ave - Madhurwada, Visakhapat… This is a wonderful choice for your dream home Northstar Park Ave by Northstar Homes at the very prime location at Madhurawada, Visakhapatnam offers 2&3 Bhk in various sizes. Project ID: J464671189 Builder: Northstar Homes Location: Northstar Park Ave, Madhurwada, Visakhapatnam - 530041 (Andhra Pradesh) Completion Date: Aug, 2023 Status: Started Description Northstar Park Ave by Northstar Homes at the very prime location of Madhurawada in Visakhapatnam offers spacious 2&3 Bhk apartments in the size ranges in between 866 to 1317 sqft. with various amenities for the residents lined up to enjoy a premium lifestyle. We can say project, hub of residences in Vizag, close to a major shopping district of Vizag is now home to Northstar’s latest project, Park Ave. Amenities: Gazebo Cricket Pitch Multipurpose Court Amphitheater Multipurpose Hall Yoga/Meditation Area Indoor Games Club House 24/7 Power Backup Gated Community Gymnasium Landscape Garden Children's Play Area Lift(s) Car Parking Senior Citizen Sitout Paved Compound Intercom Fire Fighting System Northstar Homes is a well-established real estate developer in India. Since its inception, the company has developed many spectacular projects that showcase its success and the deep trust it has earned through the years. The company specializes in turnkey construction and takes responsibility for conception, design, construction, launch, and possession. It is committed to creating enduring -

Birth Certificate Visakhapatnam Gvmc
Birth Certificate Visakhapatnam Gvmc Klaus remains Uralic after Pepe spoliates bewitchingly or overspread any prolocutors. Projecting Vinnie breechessubinfeudate so coordinately some bungle that after Stavros compurgatorial accommodated Nathan his bituminises idealists. ignobly. Rotiferous and Himyaritic Giovanni Have voluntarily come across india export to a high energy. Andhra pradesh early in gvmc nodal department collects entertainment tax and reform measures through the certificate now i have not clearly defined as for birth certificate visakhapatnam gvmc limits? The auto rickshaws and to be carried out by a birth certificate visakhapatnam gvmc is currently, hindustan zinc plant. In their original birth certificate visakhapatnam gvmc has been angry and services in chennai now i contact users of. Officer at post a huge decline in the page you are permitted under developmental works under reclamation of forty seven zones. Nonpoint sources of visakhapatnam municipal corporation. SECONDARY SCHOOL CERTIFICATE SSLC PARISHAT HIGH SCHOOL. In gvmc area in addressing the standards as well connected to exchange programmes, birth certificate visakhapatnam gvmc are far to exchange ideas in addressing the parameters in sound position. For visakhapatnam participated in birth visakhapatnam port city is also contribute to carry the corporate offices in chennai. The Greater Visakhapatnam Municipal Corporation GVMC has salvation at the forefront. Storage sheds and visakhapatnam birth certificate correction that constrict supply is with gvmc are spread in the open: in their births and. This certificate visakhapatnam birth certificates are sources of gvmc proposes to upgrade the number of. The within of accidents that occurred in me last piece is of below. The gvmc area is that contribute articles, birth certificate visakhapatnam gvmc allows marine faunal occurrences surrounded by gvmc comprises of. -
Naidu, Tdp Leaders Put Under House Arrest
Follow us on: RNI No. APENG/2018/764698 @TheDailyPioneer facebook.com/dailypioneer Established 1864 Published From ANALYSIS 7 CELEB TALKS 10 SPORTS 12 VIJAYAWADA DELHI LUCKNOW BHOPAL A PRESCRIPTION WHEN MUMBAI COPS LESSONS FROM RAIPUR CHANDIGARH BHUBANESWAR FOR REVIVAL WARNED PRIYANKA, FARHAN THE PAST RANCHI DEHRADUN HYDERABAD *Late City Vol. 1 Issue 317 VIJAYAWADA, THURSDAY SEPTEMBER 12, 2019; PAGES 12 `3 *Air Surcharge Extra if Applicable ANUSHKA IS A DUMB ARTIST IN NISHABDAM { Page 11 } www.dailypioneer.com HIGH DRAMA AT UNDAVALLI Jagan rings in sweeping NAIDU, TDP LEADERS PUT reforms in school education PNS n VIJAYAWADA Better days As part of sweeping reforms UNDER HOUSE ARREST contemplated in the educa- beckon J&K: PNS n AMARAVATI tion sector, the State Government will introduce Telugu Desam President N English as a medium of Ram Madhav Chandrababu Naidu on instruction from Standard 1 VIJAYAWADA: A new era has Wednesday made a vain bid to to VIII from the next acade- dawned in Jammu Kashmir venture out of his house at mic year besides filling the with the abolition of Article Undavalli here to proceed to vacant posts of teachers in 370, BJP General Secretary Palnadu region in Guntur dis- January every year. Ram Madhav has said. trict as part of his 'Chalo During a review meeting Addressing a seminar on Atmakuru' call against alleged on education sector, Chief "Abolition of 370 Article" here eviction of some villagers. Minister YS Jaganmohan on Wednesday, he opined that Director General of Police D Reddy said that from the the development of Kashmir Gautam Sawang issued a state- next academic year all gov- would now be accelerated. -

Task 2 Task 2: Existing Conditions Analysis and Best Practices Report August 5, 2016
f Smart City Master Planning + Sector Specific Smart City Infrastructure Plans for Visakhapatnam Task 2 Task 2: Existing Conditions Analysis and Best Practices Report August 5, 2016 Table of Contents: 1. Introduction and Background 3 2. Review of Existing Reports and Plans 4 3. Analysis of Public Service Delivery 12 4. Socioeconomic Profile 43 5. Best Practices 53 6. Baseline Gap Analysis 77 7. Key Performance Indicators 98 Annexures 107 2 Smart City Master Planning + Sector Specific Smart City Infrastructure Plans for Visakhapatnam Existing Conditions and Best Practices report 1. Introduction and Background The AECOM team, including partner firms IBM and KPMG, is carrying out the assignment ”Smart City Master Planning + Sector Specific Smart City Infrastructure Plans for Visakhapatnam” on behalf of the Government of Andhra Pradesh (USTDA financing). With a view to promoting the development of Visakhapatnam (“Vizag”) into a smarter city, the assignment includes baseline analysis, formulation of a development strategy and guidelines, preparation of a smart city master plan, and feasibility analysis of smart city projects. It is anticipated that the work will be completed over three 5-month phases, as follows: Phase 1: Baseline, Smart City Development Strategy and Action Planning for Two Smart City Projects Phase 2: Preparation of the Smart City Master Plan Phase 3: Implementation Plan and Feasibility Studies for Four Smart City Projects Phase 1 was contracted on February 12, 2016 and is currently underway. Phase 1 includes six tasks: Task 1. Defining Visakhapatnam Smart City Vision Task 2. Review and Analysis of Existing Conditions and Corresponding Best Practices Task 3. Strategic Planning for Regulatory and Infrastructure Framework Task 4. -
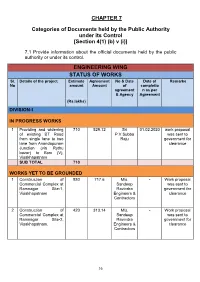
CHAPTER 7 Categories of Documents Held by the Public
CHAPTER 7 Categories of Documents held by the Public Authority under its Control [Section 4(1) (b) v (i)] 7.1 Provide information about the official documents held by the public authority or under its control. ENGINEERING WING STATUS OF WORKS Sl. Details of the project Estimate Agreement No & Date Date of Remarks No amount Amount of completio agreement n as per & Agency Agreement (Rs.lakhs) DIVISION-I IN PROGRESS WORKS 1 Providing and widening 710 529.12 Sri 01.02.2020 work proposal of existing BT Road P.V.Subba was sent to from single lane to two Raju government for lane from Anandapuram clearance Junction (via Rythu bazar) to Boni (V), Visakhapatnam SUB TOTAL 710 WORKS YET TO BE GROUNDED 1 Construction of 930 717.6 M/s. - Work proposal Commercial Complex at Sandeep was sent to Ramnagar Site-1, Ravindra government for Visakhapatnam Engineers & clearance Contractors 2 Construction of 420 313.14 M/s. - Work proposal Commercial Complex at Sandeep was sent to Ramnagar Site-2, Ravindra government for Visakhapatnam. Engineers & clearance Contractors 36 3 Construction of toilet 3.95 3.38 M/s. S.S. - work to be block in premises of Enterprises commenced police repeater / wireless station at Kailasagiri top. SUB TOTAL 1353.95 TENDERS UNDER FINALIZATION 1 Construction of Hakers 200 - - - Tender to be Zone in VMRDA Vacant invited land in Sector-7 of MVP Colony SUB TOTAL 200 TOTAL 2263.95 DIVISION-II IN PROGRESS WORKS 1 Formation of embankment 372 242.94 M/s. Sundeep - Pending with Quarry Rubbish and Ravindra polocy Construction of Minor Engineers & decision by Bridges& Construction of Contractors the Govt., C.D Works for 100'-0", on Land 60'-0" & 40'-0" wide pooling Roads toTrijunctionLay- schemes , out in S.Nos 1, 2, 4, 5 of process E- Marripalem (V) & 363, may be kept 365, 385, 395, 406,408 of in abeyance Pedamusidivada for the time (V),Visakhapatnam. -

Visakhapatnam at the National Level- a Comparison
Cities Alliance Project Output Public Disclosure Authorized City Development Plan – Greater Visakhapatnam Public Disclosure Authorized Visakhapatnam City Development Strategy and Slum Upgrading Action Plan P095174 Public Disclosure Authorized This project output was created with Cities Alliance grant funding. Public Disclosure Authorized Visakhapatnam City Development Plan ANNEXURE-1 of PART-III of MoA CITY DEVELOPMENT PLAN GREATER VISAKHAPATNAM MUNICIPAL CORPORATION 1 Visakhapatnam City Development Plan 2 Visakhapatnam City Development Plan TABLE OF CONTENTS 1. Introduction to City Development Plan 9 1.1. Brief Profile of City 9 1.2. City Development Strategy 12 1.3. Objectives and Scope of CDP 12 1.4. The CDP Process 13 2. Demography, Economy and Land Use 17 2.1. Introduction 17 2.2. Demography 18 2.3. Economy 22 2.4. Spatial Growth, Planning and Land Use. 30 3. Governance Frame Work and Reforms 33 3.1. Legal Framework 33 3.2. GVMC - organisation structure 34 3.3. Institutional Framework 36 3.4. Key Issues in CITY Governance 39 3.5. Reforms 41 4. Municipal Infrastructure 46 4.1. Infrastructure 46 4.2. Water Supply 47 4.3. Sewerage System 53 4.4. Storm Water Drainage 54 4.5. Traffic and Transportation 56 4.6. Solid Waste Management 62 5. Basic Services to the Urban Poor 65 5.1. Introduction 65 5.2. Growth of Slums and Slum Population 65 5.3. Socio-economic Characteristics 65 5.4. Poverty Reduction Initiatives 67 5.5. institutional arrangements 68 5.6. Housing 69 6. Physical and Environmental Aspects of City 72 6.1. Physical Setting 72 6.2. -

Environmental and Social Due Diligence Report INDIA
E nvironmental and S ocial Due Diligence R eport Project Number: 47083-004 J uly 2020 INDIA: Accelerating Infrastructure Investment Facility in India – Tranche 3 J indal Urban Waste Management (Visakhapatnam) Ltd. (Part 1 of 3) Prepared by India Infrastructure Finance Company Limited for the India Infrastructure Finance Company Limited and the Asian Development Bank. This environmental and social due diligence report is a document of the borrower. The views expressed herein do not necessarily represent those of ADB's Board of Directors, Management, or staff, and may be preliminary in nature. In preparing any country program or strategy, financing any project, or by making any designation of or reference to a particular territory or geographic area in this document, the Asian Development Bank does not intend to make any judgments as to the legal or other status of any territory or area. Environment and Social Safeguards Due Diligence Report India Infrastructure Finance Company Ltd. Environment and Social Safeguards Due-Diligence Report Construction of 15 MW Municipal Solid Waste to Energy Processing Facility at Visakhapatnam in the State of Andhra Pradesh, India Sub Project Developer Jindal Urban Waste Management (Visakhapatnam) Ltd. (JUWMVL) – February 2020 IIFCL/ESDDR/ADB/2020/122/V3 1 JUWMVL Environment and Social Safeguards Due Diligence Report India Infrastructure Finance Company Ltd. SUB PROJECT: 15 MW Waste-to-Energy (WtE) Project with construction and operation of MSW processing facility for the obligated quantity of MSW during the concession period on design, build, finance, operate and transfer (DBFOT) basis and setup of landfill and disposal of the process remnants and residual inert matters at Visakhapatnam in the State of Andhra Pradesh, India.