Quarter Scale Ray Mead Single Cylinder Steam Engine by Dyson Watkins
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Knights and Pay 20 L
by Greg Stafford Heraldry - Bill Keyes Alternate Glory - Bill Dunn, Eric Krupa, Andy Tauber Special Thanks To - Charlie Krank, Sandy Petersen, Jeff Okamoto Editing and Production - Charlie Krank Cover Illustration - Steve Purcell Interior Illustrations - Carolyn Schultz (most), Bill Keyes (arms with subordinaries), Lisa Free (deer panel), Mike Blum (Britain Map) A Chaosium Pub/icafion CHI(^^^^^ .- r N?. Contents Annulet Contents 3 Introduction 4 Nobility French Characters Heraldry Tournaments Glory 28 Economy Arthur's Britain Taxes Castles & Defensive Works 58 War Raid Siege Invasion Battle 77 Land Record 79 Index Seaside Holding The NOBLE'S BOOK is copyright O 1986 by Greg Stafford. Published by must provide 20 knights and pay 20 L. per Chaosium Inc. All rights are reserved. Except as used in this publication year for fleet maintenance. and associated advertising, illustrations for the NOBL E 'S 300K remain 20 hydes land = 20 L (food) the property of the artist. The NOBLE'S BOOK is best used in fishing rights = 15 L (food) conjunction with the separate roleplaying game, KING ARTHUR 1 coastal town (POP 15) = 15 L (goods) PENDRAGON, published by Chaosium. coastal inspector = 5 L (goods) For a free catalog of all Chaosium games and game supplements. port taxation rights = 3d6+5 L (goods) please write to Chaosium Inc., Box 6302, Albany CA 94706-0302. Introduction The Noble's Book is an expansion of the Pendragon game system which Referring to Pendragon introduces a larger scale of control to the players of noblemen. Though Noble's Book references to Pendragon most players will be content with ordinary knights, others will want larger sometimes include mention of items called the spheres of influence. -
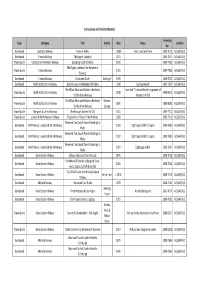
Publicity Material List
Early Guides and Publicity Material Inventory Type Company Title Author Date Notes Location No. Guidebook Cambrian Railway Tours in Wales c 1900 Front cover not there 2000-7019 ALS5/49/A/1 Guidebook Furness Railway The English Lakeland 1911 2000-7027 ALS5/49/A/1 Travel Guide Cambrian & Mid-Wales Railway Gossiping Guide to Wales 1870 1999-7701 ALS5/49/A/1 The English Lakeland: the Paradise of Travel Guide Furness Railway 1916 1999-7700 ALS5/49/A/1 Tourists Guidebook Furness Railway Illustrated Guide Golding, F 1905 2000-7032 ALS5/49/A/1 Guidebook North Staffordshire Railway Waterhouses and the Manifold Valley 1906 Card bookmark 2001-7197 ALS5/49/A/1 The Official Illustrated Guide to the North Inscribed "To Aman Mosley"; signature of Travel Guide North Staffordshire Railway 1908 1999-8072 ALS5/29/A/1 Staffordshire Railway chairman of NSR The Official Illustrated Guide to the North Moores, Travel Guide North Staffordshire Railway 1891 1999-8083 ALS5/49/A/1 Staffordshire Railway George Travel Guide Maryport & Carlisle Railway The Borough Guides: No 522 1911 1999-7712 ALS5/29/A/1 Travel Guide London & North Western Railway Programme of Tours in North Wales 1883 1999-7711 ALS5/29/A/1 Weekend, Ten Days & Tourist Bookings to Guidebook North Wales, Liverpool & Wirral Railway 1902 Eight page leaflet/ 3 copies 2000-7680 ALS5/49/A/1 Wales Weekend, Ten Days & Tourist Bookings to Guidebook North Wales, Liverpool & Wirral Railway 1902 Eight page leaflet/ 3 copies 2000-7681 ALS5/49/A/1 Wales Weekend, Ten Days & Tourist Bookings to Guidebook North Wales, -

ADDITIONS As from 1St AUGUST, 2010
THE FOLLOWING SETS HAVE BEEN ADDED TO THE GWR - UN-NAMED LOCOMOTIVES RANGE as from 1 st AUGUST, 2010 14xx Class 0-4-2T For PRICES of EXISTING TYPES of SETS please refer (B) 1403 (B) 1416 (B) 1435 (B) 1447 (B)1474 to the CLASS HEADINGS in the MAIN LISTINGS. (B) 1411 (B) 1423 (B) 1446 (B) 1454 NEW TYPES of SETS are priced below. 15xx Class 0-6-0PT (BR only) To print offJUST the Sections of Updates you require, (Bo) 1504 (Bo) 1506 (Bo) 1508 please instruct your printer to print :- 16xx Class 0-6-0PT (BR only) Page 1 (GWR) ; Page 2 (SR) ; Page3 ( LMS & BR Standards) (Bo) 1601 (Bo) 1605 (Bo) 1608 (Bo) 1612 (Bo) 1624 and Page 4 (LNER) Dean 2021 Class 0-6-0 ST/PT (B)2043 (B) 2051 (B) 2072 (B) 2144 GWR – NAMED LOCOMOTIVES Aberdare Class 2-6-0 Bulldog Class 4-4-0 2669 2680 3319 WEYMOUTH 2721 Class 0-6-0PT 3353 PERSHORE PLUM (B) 2724 (B) 2743 (B) 2768 (B) 2774 (B) 2791 River Class 2-4-0 28xx Class 2-8-0 71 DEE 72 EXE 74 STOUR 76 WYE (B) 2805 (B) 2818 (B) 2827 (B) 2841 Star Class 4-6-0 2884 Class 2-8-0 4069 MARGAM ABBEY (B) 2888 (B) 3802 (B) 3847 (B) 3864 Castle Class 4-6-0 42xx 2-8-0T (B) 4074 CALDICOT CASTLE (B) 4206 (B) 4261 (B) 4287 (B) 4295 (B) 5213 (B) 4081 WARWICK CASTLE (B) 4228 (B) 4274 (B) 4292 (B) 5207 (B) 5227 (B) 4083 ABBOTSBURY CASTLE 45xx 2-6-2T (B) 4091 DUDLEY CASTLE (B) 4512 (B) 4540 (B) 5533 (B) 5555 (B) 5007 ROUGEMONT CASTLE (B) 4524 (B) 4567 (B) 5548 (B) 5569 Hall Class 4-6-0 48xx 0-4-2T (GWR Only) (B) 4928 GATACRE HALL 4849 4861 4869 4873 4874 (B) 4940 LUDFORD HALL 54xx 0-6-0PT (B) 4950 PATSHULL HALL (B) 5407 (B) 5412 (B) 5418 -

Glorious Trains Including the Roy Chambers Collection
Neil Thomas Forrester Hugo Marsh Shuttleworth (Director) (Director) (Director) Glorious Trains including The Roy Chambers Collection 30th June & 1st July at 10:00 Viewing on a rota basis by appointment only Special Auction Services Plenty Close Off Hambridge Road NEWBURY RG14 5RL (Sat Nav tip - behind SPX Flow RG14 5TR) Telephone: 01635 580595 Email: [email protected] Bob Leggett Graham Bilbe Dominic Foster Toys, Trains & Trains Toys & Trains www.specialauctionservices.com Figures Due to the nature of the items in this auction, buyers must satisfy themselves concerning their authenticity prior to bidding and returns will not be accepted, subject to our Terms and Conditions. Additional images are available on request. If you are happy with our service, please write a Google review Buyers Premium with SAS & SAS LIVE: 20% plus Value Added Tax making a total of 24% of the Hammer Price the-saleroom.com Premium: 25% plus Value Added Tax making a total of 30% of the Hammer Price ORDER OF AUCTION Day 1 - 30th June 2020 The Roy Chambers Collection Lot 1-101 - Bassett-Lowke & Exley 0 Gauge Lot 102-180 - Leeds, Milbro & Bond’s 0 Gauge Lot 181-198 - Locomotives from the ‘Celebrity Fleets’ of GP Keen, Captain Kelly & Others Lot 199-415 - 0 Gauge Lot 416-434 - Gauge 1 & Larger Various Owners Lot 435-489 - 0 Gauge Day 2 - 1st July 2020 Lot 490-610 - 0 Gauge & Finescale Lot 611-637 - Railway Memorabilia, Artworks & Literature Lot 638-647 - Gauge 1 Lot 648-719 - Garden Railway Lot 720-730 - Larger Gauges Lot 731-737 - Ship Models The Hornby Centenary Sale - 0 Gauge The Roy Chambers Collection Lot 738-848 Various Owners Lot 849-850 The Property of a Collector Lot 851-948 2 www.specialauctionservices.com The Roy Chambers Collection Well-known 0 Gauge train collector and enthusiast Roy Chambers died on the 12th of July 2018 aged 90. -

RCTS Library Book List
RCTS Library Book List Archive and Library Library Book List Column Descriptions Number RCTS Book Number Other Number Previous Library Number Title 1 Main Title of the Book Title 2 Subsiduary Title of the Book Author 1 First named author (Surname first) Author 2 Second named author (Surname first) Author 3 Third named author (Surname first) Publisher Publisher of the book Edition Number of the edition Year Year of Publication ISBN ISBN Number CLASS Classification - see next Tabs for deails of the classification system RCTS_Book_List_Website_09-12-20.xlsx 1 of 199 09/12/2020 RCTS Library Book List Number Title 1 Title 2 Author 1 Author 2 Author 3 Publisher Edition Year ISBN CLASS 351 Locomotive Stock of Main Line Companies of Great Britain as at 31 December 1934 Railway Obs Eds RCTS 1935 L18 353 Locomotive Stock of Main Line Companies of Great Britain as at 31 December 1935 Pollock D R Smith C White D E RCTS 1936 L18 355 Locomotive Stock of Main Line Companies of GB & Ireland as at 31 December 1936 Pollock D R Smith C & White D E Prentice K R RCTS 1937 L18 357 Locomotive Stock Book Appendix 1938 Pollock D R Smith C & White D E Prentice K R RCTS 1938 L18 359 Locomotive Stock Book 1939 Pollock D R Smith C & White D E Prentice K R RCTS 1938 L18 361 Locomotive Stock Alterations 1939-42 RO Editors RCTS 1943 L18 363 Locomotive Stock Book 1946 Pollock D R Smith C & White D E Proud Peter RCTS 1946 L18 365 Locomotive Stock Book Appendix 1947 Stock changes only. -

Playing Merlin: Authorship from Geoffrey of Monmouth to Neomedievalisms
Western Michigan University ScholarWorks at WMU Dissertations Graduate College 6-2019 Playing Merlin: Authorship from Geoffrey of Monmouth to Neomedievalisms Keith Russo Western Michigan University, [email protected] Follow this and additional works at: https://scholarworks.wmich.edu/dissertations Part of the English Language and Literature Commons Recommended Citation Russo, Keith, "Playing Merlin: Authorship from Geoffrey of Monmouth to Neomedievalisms" (2019). Dissertations. 3479. https://scholarworks.wmich.edu/dissertations/3479 This Dissertation-Open Access is brought to you for free and open access by the Graduate College at ScholarWorks at WMU. It has been accepted for inclusion in Dissertations by an authorized administrator of ScholarWorks at WMU. For more information, please contact [email protected]. PLAYING MERLIN: AUTHORSHIP FROM GEOFFREY OF MONMOUTH TO NEOMEDIEVALISMS by Keith Russo A dissertation submitted to the Graduate College in partial fulfillment of the requirements for the degree of Doctor of Philosophy English Western Michigan University June 2019 Doctoral Committee: Eve Salisbury, Ph.D., Chair Rand Johnson, Ph.D. Richard Utz, Ph.D. Nicolas Witschi, Ph.D. Copyright by Keith Russo 2019 ACKNOWLEDGEMENTS With the humblest gratitude, it is my honor to thank my advisor, Doctor Eve Salisbury, whose seemingly infinite patience made this work possible and whose unerring pen made it legible. Tibi Gratias to my committee, Doctors Rand Johnson, Richard Utz, and Nicolas Witschi, who believed though they did not see for far too long and then saw too much at one time. Your faith in me sustained me even when I did not believe in myself. Heartfelt thanks to Doctors Scott Slawinski and Gwen Tarbox, two of the English Department Graduate Directors during my time at Western Michigan University. -

Commercially Viable Coaches
The Wishlist Poll 2014 – Results Top-to-Bottom N The left hand column shows the number of votes. To make it easier for you to compare the relative popularity of any item, we have split the results up into three segments, as below: Dark Grey High Polling (106-29 votes) (with The Top 50 shown in bold type) Mid Grey Middle Polling (28-18 votes) Light Grey Low Polling (17-2 votes) 106 Class 117/118 Pressed Steel/BRCW 3-car 97 BR Travelling Post Office Stowage Brake Van (Mk1 Diag.723 built from 1959) 81 Class 40 (originally D200-D399) 80 Class 92 79 Class 158 74 BR Ballast Brake Van – Shark 73 Class 120 Swindon Cross-Country 3-car 72 BR Mk2b/c Stock (built 1969/70) 69 LSWR/SR N15 King Arthur 4-6-0 (30448-30457, 30736-30755, 30763-30806) 67 FFA/FGA BR Freightliner Flats 66 BR Mk2d Air-conditioned Stock (built 1971-2) 65 BR Breakdown Crane (Cowans Sheldon 75-ton) 65 Level crossing – working – steam era gated (single/double track) 64 BR Standard Class 4 4-6-0 (75000-75079)* 64 Class 390 Pendolino 61 SR Lord Nelson 4-6-0 (30850-30865) 61 Class 85 (originally E3056-E3095) 61 Class 105 Cravens 2-car 61 Class 123 Swindon Inter-City 3- and 4-car 60 GWR Dean Goods 2301 0-6-0 (2322-2579) 59 GWR King 4-6-0 (6000-6029) 59 SR Merchant Navy – Rebuilt 4-6-2 (35001-35030) 59 Class 325 Royal Mail Units 57 BR Mk1 Brake Second Open (BSO, Diags.183 & 184, built 1955-63) 57 BR Propelling Control Vehicle (PCV, c.1994) 56 10000 & 10001 LMS Twins 56 GWR Shunter’s Truck (7ft w/b) 56 BR Ballast Wagon – Catfish 56 Tamper – Plasser & Theurer (07-16) 55 Class 128 Gloucester -

Rugby Locomotive Testing Station List
Records of the Rugby Locomotive Testing Station H.N. (later Sir Nigel) Gresley, CME of the LNER, expressed the desirability of the establishment of a national locomotive testing station to be at the disposal of the British main line railways and the private locomotive building industry, during the course of his Presidential Address to the Institution of Locomotive Engineers, 29 September 1927. BY 1930 a site on the outskirts of Leeds had been provisionally selected, but subsequent appeals for funds to the Government of the day were rejected in view of the prevailing economic conditions. The GWR already had a stationary testing plant of its own at Swindon, and the Southern Railway considered its future lay with extensive electrification. In 1937 the LMSR and LNER boldly decided to jointly build a Test Plant at Rugby. For design characteristics inspiration was sought from the newly opened plant at Vitry in France (1933) and the well established plant at Altoona on the Pennsylvania Railroad in the USA. Specifications were issued during 1938, the contract for the test bed being let to Messrs Heenan & Froude of Worcester. Work on the building was well advanced when halted by the outbreak of World War 2 in 1939. Work resumed after the war and the Plant was officially opened in October 1948. A total of 26 different locomotives rode the rollers at Rugby; surprisingly this included a four-coupled locomotive (Class D49) but no eight-coupled. No fewer than ten were 4-6-0s, and eight were 2- 10-0s, mainly of the BR Class 9F type in its various forms. -
![Book Detail [HYL-00213] Sharp, John and Hillman, Tony](https://docslib.b-cdn.net/cover/1171/book-detail-hyl-00213-sharp-john-and-hillman-tony-6781171.webp)
Book Detail [HYL-00213] Sharp, John and Hillman, Tony
Book Detail [HYL-00213] Sharp, John and Hillman, Tony. 'Southern Region Memories' Photographs from the Bluebell Museum Archive. Corhampton, Southampton, UK: Noodle Books, 2010. 1st Edition. 275mm x 215mm x 11mm. Laminated Pictorial Boards. Book. Not Signed. New / No Jacket. ISBN: 9781906419486. 64 Pages with Black/White Photos. The photographer, J J Smith was privileged to be aware of what was happening, when and where throughout the Southern region, hence he was able to capture these - most now seen for the first time $28.00 [HYL-00199] Siviter, Roger. 37s in the Highlands. Southampton, Hampshire, UK: Kingfisher Railway Publications, 1989. 1st Edition. 275mm x 215mm x 4mm. Soft cover. Book. Not Signed. New / No Jacket. ISBN: 0946184526. 48 Pages with Black/White Photos. The history of the English Electric class 37 locomotives used in the Highlands is told in this text. The class was first used on passenger duties in the Highlands in the early 1980s, and many of these locomotives are illustrated in this account. $16.00 [HYL-00196] Siviter, Roger. 50s in Devon & Cornwall. Southampton, Hampshire, UK: Kingfisher Railway Publications, 1989. 1st Edition. 275mm x 215mm x 4mm. Soft cover. Book. Not Signed. New / No Jacket. ISBN: 0946184518. 48 Pages with Black/White Photos. The English Electric 2700 hP class 50's were introduced in 1967 and at first worked on the LMR, particularly on the West Coast route. in the early 1970's they were used in pairs on Anglo-Scottish services between Crewe and Glasgow, the next change saw them in the south. $20.00 [IR910] Smith, Martin. -

Price List Updated to Include New Items and Prices
LATER’S SPLASTIKARD Old Road, Darley Dale, Matlock, Derbyshire, DE4 2ER Tel: 01629 734053; Fax: 01629 732235 Web Site: www.slatersplastikard.com Price List Updated to Include New Items and Prices 1 March 2020 B Inc. VAT Exc.VAT Plastikard ............................................................................................................CONTENTS Miscellaneous Materials (inc. Track) ...................................................................... 5 Slater’s Plastikard Publications .............................................................................. 6 mm Scale Section .............................................................................................. 6 3mm Scale Section .............................................................................................. 6 4mm Scale Section .............................................................................................. 6 7mm Scenic Accessories ...................................................................................... 8 7mm Wagon Kits ................................................................................................. 8 7mm Coach Kits .................................................................................................11 Gearboxes and Motors ........................................................................................13 7mm Locomotive Kits .........................................................................................14 7mm Transfers ...................................................................................................15 -

Live Internet Bidding with Special Auction Services
COMING SOON! LIVE INTERNET BIDDING WITH SPECIAL AUCTION SERVICES We are delighted to announce that you will soon be able to bid online directly with SAS We will be launching the new SAS Live bidding platform from March/ April 2019 Visit: www.specialauctionservices.com for more details Hugo Marsh Neil Thomas Forrester (Director) Shuttleworth (Director) (Director) Toys & Trains For The Collector Tuesday 26th February 2019 at 10:00 Viewing: Monday 25th February 2019 10:00 - 16:00 Morning of auction from 09:00 or by appointment Saleroom One 81 Greenham Business Park NEWBURY RG19 6HW Telephone: 01635 580595 Dave Kemp Bob Leggett Fax: 0871 714 6905 Fine Diecasts Toys, Trains & Figures Email: [email protected] www.specialauctionservices.com Dominic Foster Grahame Bilbe Toys Trains Bid Here Without Being Here All you need is your computer and an internet connection and you can make real-time bids in real-world auctions at the-saleroom.com. You don’t have to be a computer whizz. All you have to do is visit www.the-saleroom.com and register to bid - its just like being in the auction room. A live audio feed means you hear the auctioneer at the same time as other bidders. You see the lots on your computer screen as they appear in the auction room, and the auctioneer is aware of your bids the moment you make them. Just register and click to bid! ORDER OF AUCTION DIECAST AIRCRAFT 1-37 DIECAST VEHICLES & AIRCRAFT 38-214 TOYS & MECCANO 215-221 FIGURES 222-243 VARIOUS TOYS 244-272 MODEL KITS 273-291 WATERLINE MODELS 292-376 LINES BROS FROG MODEL AIRCRAFT 377-381 OO/ HO GAUGE TRAINS 382-634 SMALLER GAUGES 635-650 O GAUGE & LIVE STEAM MODELS 651-686 RAILWAY & TRANSPORT COLLECTABLES DISPLAY CASES & BOOKS 687-703 Lot 349 Buyers Premium: 17.5% plus Value Added Tax making a total of 21% of the Hammer Price Internet Buyers Premium: 22.5% plus Value Added Tax making a total of 27% of the Hammer Price www.specialauctionservices.com 3 DIECAST AIRCRAFT 16. -

UK Transport WINTER 2020 WEB.Pdf
BARGAINS GALORE! UK Transport WINTER 2020/2021 CATALOGUE Suppliers of books, die-cast models, DVDs and more to the Transport Enthusiast A STATEMENT TO OUR CUSTOMERS: COVID-19 We wish to reassure you that, despite the present Coronavirus restrictions, we are still in business and are open as usual 0930 to1730hrs, during the week (except Wednesdays). TW Nightingale’s AEC Mammoth Major KGW 57, since preserved in the green livery of David Ferries of Newton Stewart UK TRANSPORT BOOKBARGAINS Britain’s specialist suppliers of half price transport books. UK TRANSPORT PRINTS & MODELS The leading stockists of current & obsolete 1:76 die-casts. GUARANTEE: All goods that we sell are brand new and not shop-soiled. AVAILABILITY: All items are offered subject to availability. Goods marked * have limited stock, for such items telephone reservation is advised before sending remittance – we will hold for 7 days. QUANTITY DISCOUNTS: The following discount will apply to large orders, for books only:- Order £100.00 and above ............5% POSTAGE: Please add the following amounts towards postage and packing. These figures apply to orders for bargain books – for other items ordered, please see separate notes on postage charges in each section:- Order £15.00 or under .. .. .. .. .. £2.95 £15.01 - £30.00 .. .. .. .. .. £3.95 £30.01 - £50.00 .. .. .. .. .. £4.95 £50.01 upwards .. .. .. .. ..POST FREE CONDITIONS OF SUPPLY: Offers apply to the UK, including the Channel Islands and Isle of Man, but note that special postage rates may apply to packages weighing over 2 kgs sent to Northern Scotland (including parts of the Highlands), Northern Ireland and all offshore islands including the Isle of Wight due to Carriers’ charges (write or phone for details).