On Microfilm National Park Service Table of Contents
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Walschaerts Valve-Gear 2 Return Cranks with Steel Screws & Nuts
This pack contains the following parts: - Walschaerts Valve-Gear 2 Return Cranks with steel screws & nuts. 2 Expansion links with bushes & This kit contains parts to construct 2BA nuts. a set of Walschaerts type valve- 2 Lifting arms with grub screws & Allen key. gear as used on ROUNDHOUSE 2 Lifting links. locomotives. It is of a simplified 4 M2 steel screws & nuts. design, which does not use a 6 5BA steel washers. combination lever and is intended 2 Radius rods. for use with the ROUNDHOUSE 2 Weigh shaft brackets 1 Weigh shaft. Cylinder set. 2 Starlock washers 2 Roll pins. NOTE:- Frames, Cylinders, 6 Short crank pins. Coupling Rods, Connecting Rods, 2 Plain crank pins Axles and Outside Cranks are not included with this set of parts. 1 Push Rod Connector, Screw & Starlock. 1 Stainless Steel spring & Long Crank Pin. 1 Reversing lever handle. 1 Reversing lever base. 3 M2 screws and nuts. 2 M3 mounting screws. 1 Steel push rod & quicklink connector. Roundhouse Engineering Co. Ltd 2 Eccentric rods. Units 6 to 9, Churchill Business Park, Churchill Road, Wheatley, Doncaster. DN1 2TF. England. Tel 01302 328035 Fax 01302 761312 Email: [email protected] www.roundhouse-eng.com 1 Walschaerts Valve-Gear Part Number WVG Assembly of Walschaerts type valve-gear 1). Radius Rod. 2). Lifting Link. 3). Lifting Arm. Diagram4). Expansion showing Linkgeneral Bush. arrangement 5). Weigh of Walschaerts Shaft Bracket valve (Penguin). gear. NOTE:- Frames, Coupling rods, connecting rods and outside cranks are not included6). Weigh with this Shaft. set of 7). parts. Starlock Washer. 8). 2BA Nut. -

Fall New Items 2017
Korrektur an Märklin Freigabe Märklin Fall New Items 2017 E Gelesen Korrektur an Märklin Freigabe Märklin Daten an Marieni The last S 3/6 in active service qd%!SW\ A classic that is a must on any layout: The elegant 16185 Express Train Locomotive with a Tender, The locomotive and tender are close coupled. 3 axles Digital Functions DCC SX2 SX class 18.5, a member of the S 3/6 family, generally con- Road Number 18 505 powered through side rods. Traction tires. Triple headlights Headlight(s) • • • sidered by many railroaders as one of the most beautiful Prototype: German Federal Railroad (LVA Minden) road consisting of warm white LEDs. Locomotive whistle • • • steam locomotives. The class 18 505 can still be admired number 18 505 (class S 3/6, series k, Maffei 1924) with a Length over the buffers 142 mm / 5-5/8“. Steam locomotive op. sounds • • at the DGEG Railroad Museum in Neustadt/Weinstraße, type 2´3 T38 tender. The locomotive looks as it did around Conductor‘s Whistle • • Germany. 1967. • Tooling variation. Direct control • • Model: The locomotive is a tooling variation (examples: • Digital sound with many functions. Sound of squealing brakes off • • sound dampers for the Riggenbach counter-pressure Replenishing fuel • • brake, air intake valves). The locomotive and tender are Whistle for switching maneuver • • constructed of die-cast metal. The locomotive has a motor A passenger train to go with this locomotive is Station Announcements • • with a bell-shaped armature and a flywheel, mounted in available under item number 15680. Letting off Steam • • the boiler. It also has a built-in digital decoder and sound Sound of coal being shoveled • • Replenishing fuel generator with the formats DCC, Selectrix, and Selectrix 2. -

3 Power Supply
3 Power supply Table of contents Article 44 Installation, etc. of Contact Lines, etc. .........................................................................2 Article 45 Approach or Crossing of Overhead Contact Lines, etc................................................ 10 Article 46 Insulation Division of Contact Lines............................................................................ 12 Article 47 Prevention of Problems under Overbridges, etc........................................................... 13 Article 48 Installation of Return Current Rails ........................................................................... 13 Article 49 Lightning protection..................................................................................................... 13 Article 51 Facilities at substations................................................................................................. 14 Article 52 Installation of electrical equipment and switchboards ................................................. 15 Article 53 Protection of electrical equipment................................................................................ 16 Article 54 Insulation of electric lines ............................................................................................ 16 Article 55 Grounding of Electrical Equipment ............................................................................. 18 Article 99 Inspection and monitoring of the contact lines on the main line.................................. 19 Article 101 Records........................................................................................................................ -

National Register of Historic Places Multiple Property
NFS Form 10-900-b 0MB No. 1024-0018 (Jan. 1987) United States Department of the Interior National Park Service National Register of Historic Places Multipler Propertyr ' Documentation Form NATIONAL This form is for use in documenting multiple property groups relating to one or several historic contexts. See instructions in Guidelines for Completing National Register Forms (National Register Bulletin 16). Complete each item by marking "x" in the appropriate box or by entering the requested information. For additional space use continuation sheets (Form 10-900-a). Type all entries. A. Name of Multiple Property Listing ____Iron and Steel Resources of Pennsylvania, 1716-1945_______________ B. Associated Historic Contexts_____________________________ ~ ___Pennsylvania Iron and Steel Industry. 1716-1945_________________ C. Geographical Data Commonwealth of Pennsylvania continuation sheet D. Certification As the designated authority under the National Historic Preservation Act of 1966, as amended, J hereby certify that this documentation form meets the National Register documentation standards and sets forth requirements for the listing of related properties consistent with the National Register criteria. This submission meets the procedural and professional requiremerytS\set forth iri36JCFR PafrfsBOfcyid the Secretary of the Interior's Standards for Planning and Evaluation. Signature of certifying official Date / Brent D. Glass Pennsylvania Historical & Museum Commission State or Federal agency and bureau I, hereby, certify that this multiple -
Lima 2-8-0 “Consolidation”, Developed for TS2013, by Smokebox
Union Pacific 4000 Class 4884-1 "Big Boy" circa 1948-49 Developed by Smokebox TM for Dovetail Games' Train Simulator © Smokebox 2021, all rights reserved Issue 1 Union Pacific 4000 Class 4884-1 "Big Boy" Steam Locomotive Page 2 Contents Introduction ....................................................................................................................................................... 7 32- and 64-bit TS ................................................................................................................................................ 7 Expert or Simple Controls mode, HUD and Automatic Fireman ....................................................................... 7 "All-in-one" .................................................................................................................................................... 7 Standard TS Automatic Fireman .................................................................................................................... 8 F4 HUD ........................................................................................................................................................... 8 High Detail (HD) and Standard Detail (SD) ........................................................................................................ 8 Recommended Settings ..................................................................................................................................... 9 Cab Layout ...................................................................................................................................................... -

American Iron and Steel Institute Photographs and Audiovisual Materials 1986.268
American Iron and Steel Institute photographs and audiovisual materials 1986.268 This finding aid was produced using ArchivesSpace on September 14, 2021. Description is written in: English. Describing Archives: A Content Standard Audiovisual Collections PO Box 3630 Wilmington, Delaware 19807 [email protected] URL: http://www.hagley.org/library American Iron and Steel Institute photographs and audiovisual materials 1986.268 Table of Contents Summary Information .................................................................................................................................... 3 Historical Note ............................................................................................................................................... 4 Scope and Content ......................................................................................................................................... 5 Arrangement ................................................................................................................................................... 8 Administrative Information ............................................................................................................................ 8 Related Materials ........................................................................................................................................... 8 Controlled Access Headings .......................................................................................................................... 9 Collection -
Engine Base Timing
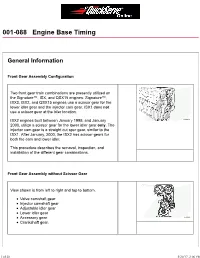
Front Gear Assembly Configuration Two front gear train combinations are presently utilized on the Signature™, ISX, and QSX15 engines. Signature™, ISX3, ISX2, and QSX15 engines use a scissor gear for the lower idler gear and the injector cam gear. ISX1 does not use a scissor gear at the idler location. ISX2 engines built between January 1999, and January 2000, utilize a scissor gear for the lower idler gear only. The injector cam gear is a straight cut spur gear, similar to the ISX1. After January, 2000, the ISX2 has scissor gears for both the cam and lower idler. This procedure describes the removal, inspection, and installation of the different gear combinations. Front Gear Assembly without Scissor Gear View shown is from left to right and top to bottom. Valve camshaft gear Injector camshaft gear Adjustable idler gear Lower idler gear Accessory gear Crankshaft gear. 1 of 28 5/20/17, 2:06 PM Front Gear Assembly with Scissor Gear View shown is from left to right and top to bottom. Valve camshaft gear Injector camshaft scissor gear Adjustable idler gear Lower idler scissor gear Accessory gear Crankshaft gear. Scissor Gear Definitions Do not attempt to remove any gears before reading scissor gear definitions. Serious personal injury or engine damage can result if instructions are not followed. The following terms describe the conditions of the scissor gears for removal, installation, and operation. Unloaded The gear will be unloaded when removing, installing, and setting gear backlash. Unload the gear by backing out two gear adjusting screws until the gear teeth align. The idler scissor gear is loaded when the gear backlash is set. -

Steam Locomotive Firebox Explosion on the Gettysburg Railroad Near Gardners, Pennsylvania June 16, 1995
PB96-917008 NTSB/SIR-96/05 NATIONAL TRANSPORTATION SAFETY BOARD WASHINGTON, DC 20594 SPECIAL INVESTIGATION REPORT STEAM LOCOMOTIVE FIREBOX EXPLOSION ON THE GETTYSBURG RAILROAD NEAR GARDNERS, PENNSYLVANIA JUNE 16, 1995 . Illlr 6768 Abstract: On June 16, 1995, the firebox crownsheet of Gettysburg Passenger Services, Inc., steam locomotive 1278 failed while the locomotive was pulling a six-car excursion train about 15 mph near Gardners, Pennsylvania. The failure resulted in an instantaneous release (explosion) of steam through the firebox door and into the locomotive cab, seriously burning the engineer and the two firemen. This accident illustrates the hazards that are always present in the operation of steam locomotives. The Safety Board is concerned that these hazards may be becoming more significant because Federal regulatory controls are outdated and because expertise in operating and maintaining steam locomotives is diminishing steadily. As a result of its investigation, the National Transportation Safety Board issued safety recommendations to the Federal Railroad Administration, the National Board of Boiler and Pressure Vessel Inspectors, and the Tourist Railway Association, Inc. The National Transportation Safety Board is an independent Federal agency dedicated to promoting aviation, railroad, highway, marine, pipeline, and hazardous materials safety. Established in 1967, the agency is mandated by Congress through the Independent Safety Board Act of 1974 to investigate transportation accidents, determine the probable causes of the accidents, issue safety recommendations, study transportation safety issues, and evaluate the safety effectiveness of government agencies involved in transportation. The Safety Board makes public its actions and decisions through accident reports, safety studies, special investigation reports, safety recommendations, and statistical reviews. -

O-Steam-Price-List-Mar2017.Pdf
Part # Description Package Price ======== ================================================== ========= ========== O SCALE STEAM CATALOG PARTS LIST 2 Springs, driver leaf........................ Pkg. 2 $6.25 3 Floor, cab and wood grained deck............. Ea. $14.50 4 Beam, end, front pilot w/coupler pocket...... Ea. $8.00 5 Beam, end, rear pilot w/carry iron.......... Ea. $8.00 6 Bearings, valve rocker....................... Pkg.2 $6.50 8 Coupler pockets, 3-level, for link & pin..... Pkg. 2 $5.75 9 Backhead w/fire door base.................... Ea. $9.00 10 Fire door, working........................... Ea. $7.75 11 Journal, 3/32" bore.......................... Pkg. 4. $5.75 12 Coupler pockets, small, S.F. Street Railway.. Pkg.2 $5.25 13 Brakes, engine............................... Pkg.2 $7.00 14 Smokebox, 22"OD, w/working door.............. Ea. $13.00 15 Drawbar, rear link & pin..................... Ea. $5.00 16 Handles, firedoor............................ Pkg.2. $5.00 17 Shelf, oil can, backhead..................... Ea. $5.75 18 Gauge, backhead, steam pressure.............. Ea. $5.50 19 Lubricator, triple-feed, w/bracket, Seibert.. Ea. $7.50 20 Tri-cock drain w/3 valves, backhead.......... Ea. $5.75 21 Tri-cock valves, backhead, (pl. 48461)....... Pkg. 3 $5.50 23 Throttle, nonworking......................... Ea. $6.75 23.1 Throttle, non working, plastic............... Ea. $5.50 24 Pop-off, pressure, spring & arm.............. Ea. $6.00 25 Levers, reverse/brake, working............... Kit. $7.50 26 Tri-cock drain, less valves.................. Ea. $5.75 27 Seat boxes w/backs........................... Pkg.2 $7.50 28 Injector w/piping, Penberthy,................ Pkg.2 $6.75 29 Oiler, small hand, N/S....................... Pkg.2 $6.00 32 Retainers, journal........................... Pkg. -

Hielan Lassie’ Built by Ken Neilsen Nearly Fifty Years Ago
Newsletter of THE PALMERSTON NORTH MODEL ENGINEERING CLUB INC Managers of the “MARRINER RESERVE RAILWAY” Please address all correspondence to :- 22b Haydon St, Palmerston North. PRESIDENT SECRETARY TRACK CONVENOR EDITOR Chris Rogers Murray Bold Richard Lockett Doug Chambers May 2005 (06) 356-1759 (06) 355-7000 (06) 323-0948 (06) 354-9379 No 301 PNMEC Home Page www.pnmec.org.nz Email:- [email protected] TRACK RUNNING T This is held on the FIRST and THIRD Sunday of each month, from 1 pm to 4 pm Summer and 1 pm to 3 pm during the Winter. All club members are welcome to attend and help out with loco coaling, watering and passenger marshalling - none of the tasks being at all onerous. H Visiting club members too, are always welcome at the track, at the monthly meeting, or if just visiting and wishing to make contact with members, please phone one of the above office bearers. E Sender:- PNMEC Place 22b Haydon St, stamp Palmerston North here G E N E This Months Featured Model R A T O ‘Hielan Lassie’ built by Ken Neilsen nearly fifty years ago. R - 2 - ANNUAL GENERAL MEETING SUBSCRIPTIONS REPORT. ARE NOW DUE There was a good attendance of members Subscriptions remain at $28.00 for members. braving a cold night. Reports from the Presi- Juniors and Country members $14.00. dent, Auditor, Track Convener and Boiler You can send your sub to: Committee were all read and confirmed. The Treasurer Election of Officers resulted in the follow- PNMEC ing ; C/o 22B Haydon Street, Palmerston North President Chris Rogers or hand it to Barry Parker at the next meeting. -
![United States Patent [19], [11] Patent Number: 4,736,717 Fujikawa Et Al](https://docslib.b-cdn.net/cover/8295/united-states-patent-19-11-patent-number-4-736-717-fujikawa-et-al-1378295.webp)
United States Patent [19], [11] Patent Number: 4,736,717 Fujikawa Et Al
United States Patent [19], [11] Patent Number: 4,736,717 Fujikawa et al. [45] Date of Patent: Apr. 12, 1988 [54] VALVE GEAR FOR FOUR-CYCLE ENGINE [56] References Cited " _ _ U.S. PATENT DOCUMENTS [75] Inventors: 351:: 1319;??? Egi’iii?uyukl 386,213 7/1888 Nash ......... .. 123/901 3 ’ 1 ’ "n ’ 779,328 1/1905 Svebilios 123/901 Kalmgwa, all Of Japan 1,248,597 12/1917 Baker ........... .. 123/901 1,409,710 3/1922 Haltenberger ................... .. 123/902 [73] Ass1gnee: JKasgilllsakl Jukogyo Kabushlkl Kaisha, Primary Examiner_lra s_ Lazarus [57] ABSTRACT [21] Appl. No.: 848,206 A valve gear for a four-cycle engine having an over hung crankshaft connecting with an output shaft, [22] Filed; AP“ 4, 1936 wherein a guide portion having such a shape folding the output shaft as to return back to a starting point in two . turns, is formed on the output shaft, and an interlocking [30] Forelgn Apphcatlon Pmmty Data mechanism guided by the guide portion is provided to APR 4, 1935 [JP] Japan - 60-71716 open the valves for the four-cycle engine. It is prefera F?‘b. 17, 1986 Japan ................................ .. 61-32539 ble that the guide pol-fig“ is formed as cam face displac ing the interlocking mechanism. The guide portion can [51] Int, (11,4 _ _ _ . _ _ _ , _ _ _ _ _ _ _ , , _ _ _ _ ,, F01L 1/04 be formed on a block other than the output shaft for [52] US. Cl. .......................... .. 123/90.2; l23/90.6 easy machining and also for adjustable valve timing. -
Class 2F Dock Tank Manual.Pdf
www.MeshTools.co.uk 1 Contents Background………………………………………………………………………………………………... 2 Technical Data……………………………………………………………………………………………. 3 Controls…………………………………………………………………………………………………….. 4 Liveries………………………………………………………………………………………………………. 11 Scenarios…………………………………………………………………………………………………… 14 Reskinning/Sound Policy……………………………………………………………………………… 14 Head codes………………………………………………………………………………………………… 15 Credits……………………………………………………………………………………………………….. 17 Background In 1928 Sir Henry Fowler introduced these small 2F 0-6-0T dock tanks for use in dockyards and depots with very tight radius curves. The design was prepared at Horwich but featured a number of Derby features such as cab, bunker and boiler fittings as well as a Derby boiler which made the engine look distinctly like the Fowler 3F 0-6-0 “Jinty”. The engines were built at Derby and the first five of the class were sent to Scotland while the remaining 5 were dispatched to Fleetwood and Birkenhead. The class was able to negotiate curves of two and a half chains by use of a very short wheelbase and a Cartazzi self-centring axlebox on the rear axle. Due to this arrangement inside Stephenson valve gear was somewhat impractical so outside Walschaerts valve gear was provided with short travel slide valves above the cylinders. Withdrawals of the class began in 1959 with the final member 47165 being retired in 1964. www.MeshTools.co.uk 2 Technical data – LMS 2F 0-6-0T Dock tank: Introduced: 1928 Power Classification: 2F Configuration: 0-6-0T Total Built: 10 Length: 27' 6" Width: 8' 8" Height: