Regional Environmental Management Improvement Project
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Italian Architects and Modern Egypt
1 AKPIA @ MIT - Studies on ARCHITECTURE, HISTORY & CULTURE Italian Architects and Modern Egypt Cristina Pallini “Exiles who, fleeing from the Pope or the Bourbons, had embarked at night in fishing boats from Barletta, or Taranto, or from the coast of Sic- ily, and after weeks at sea disembarked in Egypt. I imagined them, the legendary fugitives of the last century, wrapped in their cloaks, with wide-brimmed hats and long beards: they were mostly professional men or intellectuals who, after a while, sent for their wives from Italy or else married local girls. Later on their children and grandchildren . founded charitable institutions in Alexandria, the people’s university, the civil cem- etery. .” To the writer Fausta Cialente,1 these were the first Italians who crossed the Mediterranean in the first half of the nineteenth century to reach what had survived of trading outposts founded in the Middle Ages. Egypt, the meeting point between Africa and Asia, yet so accessible from Europe, was at that time the scene of fierce European rivalry. Within only a few years Mohamed Ali2 had assumed control of the corridors to India, pressing forward with industrial development based on cotton. Having lost no time in inducing him to abandon the conquered territories and revoke his monopoly regime, the Great Powers became competitors on a 1 Fausta Cialente (Cagliari 1898 – London 1994), Ballata levantina (Milan: Feltrinelli, 1961), 127–128. 2 Mohamed Ali (Kavala, Macedonia 1769 – Cairo 1849) is considered to be the founder of modern Egypt. His mark on the country’s history is due to his extensive political and military action, as well as his administrative, economic, and cultural reforms. -
Pdf (895.63 K)
Egyptian Journal of Aquatic Biology & Fisheries Zoology Department, Faculty of Science, Ain Shams University, Cairo, Egypt. ISSN 1110 -6131 Vol. 21(1): 11-23 (2017) www.ejabf.js.iknito.com Assessment of shoreline stability and solidity for future investment plans at Ras El-Bar Resort (E GYPT ). Walaa A.Ali 1; Mona F.Kaiser 1; Suzan Kholief 2 and Maysara El-Tahan 3 1- Geology Department, Faculty of Science, Suez Canal University, Ismailia, Egypt. 2- National Institute of Oceanography and Fisheries (NIOF), Alexandria, Egypt. 3- Faculty of Engineering, Alexandria University, Egypt. ARTICLE INFO ABSTRACT Article History: Ras El-Bar resort located in the northeastern Egyptian Nile Delta Received: Nov.2016 coast includes a very active sandy beach coastline, which extends roughly Accepted: Jan. 2017 12 km west of Damietta Nile branch. Erosion along the coast of Ras El- Available online: May 2017 Bar resort has been mitigated by constructing a series of coastal _______________ engineering structures that include jetties, groins, seawalls and detached breakwaters. The Project of protecting Ras El-bar resort started early in Keywords : 1941 and ended in 2010 and aimed to decrease the continuous erosion Ras El-Bar and protecting the investments at the Ras El-bar resort. Studying shore Landsat 8 line change at this region is important in making the development plan of Egyptsat Erdas Imagine protection works along the Egyptian northeastern coast by evaluating the DSAS effect of constructed detached breakwaters on shoreline. The purpose of GIS this paper is to calculate the change detection rate of Ras El-bar shoreline Shoreline at the last 15 years (2000-2015) and to evaluate the effect of basaltic stones and dollos blocks that constructed to re-protect the western jetty and fanar area by mitigating beach erosion. -

The Corvus, the Roman Boarding Device
Wright State University CORE Scholar Classics Ancient Science Fair Religion, Philosophy, and Classics Spring 2020 The Corvus, the Roman Boarding Device Jacob Stickel Wright State University - Main Campus, [email protected] Follow this and additional works at: https://corescholar.libraries.wright.edu/ancient_science_fair Part of the Ancient History, Greek and Roman through Late Antiquity Commons, History of Science, Technology, and Medicine Commons, and the Military History Commons Repository Citation Stickel , J. (2020). The Corvus, the Roman Boarding Device. Dayton, Ohio. This Presentation is brought to you for free and open access by the Religion, Philosophy, and Classics at CORE Scholar. It has been accepted for inclusion in Classics Ancient Science Fair by an authorized administrator of CORE Scholar. For more information, please contact [email protected]. A philological examination of Eratosthenes’ calculation of Earth’s circumference Kelly Staver1 1 Wright State University, Dayton, Ohio, U.S.A. Introduction Errors in Eratosthenes ’ Assumptions Historical Inconsistencies of Eratosthenes’ Final Result • A Greek mathematician named Eratosthenes calculated an accurate measurement Two of Eratosthene’s five assumtpions are either mistaken or questionable at • Cleomedes and John Philophus state Eratosthenes’ result was 250,000, whereas of the Earth’s circumference, that being 250,000 stades or close to Earth’s actual best: many others such as Vitruvius, Martianus Capella, Strabo, and many others state circumference of 40,120 km,¹ in Hellenistic Alexandria, Egypt circa 240 B.C.E.² • Assumption (1) is incorrect. The longitudinal difference between it was 252,000 stades.¹⁴ • To do this, Eratosthenes’ utilized the distance between Alexandria and Syene and Syene and Alexandria is about 3 degrees.⁶ • Benefits of 252,000 stades: gnomon measurements taken in Syene and Alexandria at noon on the summer • Assumption (2) is questionable since we do not know how long a • Yields a clean 700 stades per circular degree.¹⁵ solstice.³ stadion is. -

Wake Forest Offense
JANUARY / FEBRUARY 2005 12 FOR BASKETBALL EVERYWHERE ENTHUSIASTS FIBA ASSIST MAGAZINE ASSIST FABRIZIO FRATES SKIP PROSSER - DINO GAUDIO THE OFFENSIVE FUNDAMENTALS: the SPACING AND RHYTHM OF PLAY JONAS KAZLAUSKAS SCOUTING THE 2004 OLYMPIC GAMES WAKE FOREST paT ROSENOW THREE-PERSON OFFICIATING LARS NORDMALM OFFENSE CHALLENGES AT THE FIBA EUROBASKET 2003 TONY WARD REDUCING THE RISK OF RE-INJURY EDITORIAL Women’s basketball in africa is moving up The Athens Olympics were remarkable in many Women's sport in Africa needs further sup- ways. One moment in Olympic history deserves port on every level. It is not only the often special attention, especially as it almost got mentioned lack of financial resources and unnoticed during the many sensational perfor- facilities which makes it difficult to run proper mances during the Games - the women's classi- development programs. The traditional role of fication game for the 12th place. When the women in society and certain religious norms women's team from Nigeria celebrated a 68-64 can create further burdens. Saying that, it is win over Korea after coming back from a 18 - 30 obvious that the popularity of the game is margin midway through the second period, this high and Africa's basketball is full of talent. It marked the first ever African victory of a is our duty to encourage young female women's team in Olympic history. This is even players to play basketball and give them the the more remarkable, as it was only the 3rd opportunity to compete on the highest level. appearance of an African team in the Olympics against a world class team that was playing for The FIBA U19 Women’s World Championship Bronze just 4 years ago in Sydney. -

2016|2017 2016|2017
Egyypt 2016|2017 Discovering Business in association with Copyright © Allurentis Limited 2016. All rights reserved. Allurentis is delighted to have been involved in association with UK Trade & Investment on this, the first edition of Egypt - Discovering Business and would like to thank all sponsoring organisations for their kind contributions. We are confident that it will raise awareness with all readers and prove to be an invaluable resource, especially for those wishing to become involved in the extraordinary business opportunities and growth prospects within Egypt. Electronic copies of this publication may be downloaded from Allurentis Limited's website at www.allurentis.com, provided that the use of any copy so downloaded, complies with the terms and conditions specified on the website. Except as expressly stated above, no part of this publication may be copied, reproduced, stored or transmitted in any form or by any means without the prior permission in writing from Allurentis Limited. To enquire about obtaining permission for uses other than those permitted above, please contact Allurentis by sending an email to [email protected] Photos courtesy of: www.istockphoto.com & www.123rf.com USINESS B Contents ISCOVERING Introduction Egypt turns to private sector to build new economy 5 D - 2016|2017 Messages GYPT E H.E. Ambassador Nasser Kamel: Egyptian Ambassador to the UK 8 HMA John Casson: British Ambassador to Egypt 9 UK Trade & Investment in Egypt 10 Egyptian Commercial Service in the UK 11 Business - Legal - Finance Egypt’s economic -

Importers Address Telephone Fax Make(S)
Importers Address Telephone Fax Make(s) Alpha Auto trading Josef tito st. Cairo +20 02-2940330 +20 02-2940600 Citroën cars Amal Foreign Trade Heliopolis, Cairo 11Fakhry Pasha St +20 02-2581847 +20 02-2580573 Lada Artoc Auto - Skoda 2, Aisha Al Taimouria st. Garden city Cairo +20 02-7944172 +20 02-7951622 Skoda Asia Motors Egypt 69, El Nasr Road, New Maadi, Cairo +20 02-5168223 +20 02-5168225 Asia Motors Atic/Arab Trading & 21 Talaat Harb St. Cairo +20 02-3907897 +20 02-3907897 Renault CV Insurance Center of 4, Wadi Al nil st. Mohandessin Cairo +20 02-3034775 +20 02-3468300 Peugeot Development & commerce - CDC - Wagih Abaza Chrysler Egypt 154 Orouba St. Heliopolis Cairo +20 02-4151872 +20 02-4151841 Chrysler Daewoo Corp Dokki, Giza- 18 El-Sawra St. Cairo +20 02-3370015 +20 02-3486381 Daewoo Daimler Chrysler Sofitel Tower, 28 th floor Conish el Nil, +20 02-5263800 +20 02-5263600 Mercedes, Egypt Maadi, Cairo Chrysler Egypt Engineering Shubra, Cairo-11 Terral el-ismailia +20 02-4266484 +20 02-4266485 Piaggio Industries Egyptan Automotive 15, Mourad St. Giza +20 02-5728774 +20 02-5733134 VW, Audi Egyptian Int'l Heliopolice Cairo Ismailia Desert Rd: Airport +20 02-2986582 +20 02-2986593 Jaguar Trading & Tourism / Rolls Royce Jaguar Egypt Ferrari El-Alamia ( Hashim Km 22 First of Cairo - Ismailia road +20 02-2817000 +20 02-5168225 Brouda Kancil bus ) Engineering Daher, Cairo 11 Orman +20 02-5890414 +20 02-5890412 Seat Automotive / SMG Porsche Engineering 89, Tereat Al Zomor Ard Al Lewa +20 02-3255363 +20 02-3255377 Musso, Seat , Automotive Co / Mohandessin Giza Porsche SMG Engineering for Cairo 21/24 Emad El-Din St. -

International Selection Panel Traveler's Guide
INTERNATIONAL SELECTION PANEL MARCH 13-15, 2019 TRAVELER’S GUIDE You are coming to EGYPT, and we are looking forward to hosting you in our country. We partnered up with Excel Travel Agency to give you special packages if you wish to travel around Egypt, or do a day tour of Cairo and Alexandria, before or after the ISP. The following packages are only suggested itineraries and are not limited to the dates and places included herein. You can tailor a trip with Excel Travel by contacting them directly (contact information on the last page). A designated contact person at the company for Endeavor guests has been already assigned to make your stay more special. TABLE OF CONTENTS TABLE OF CONTENTS: The Destinations • Egypt • Cairo • Journey of The Pharaohs: Luxor & Aswan • Red Sea Authentic Escape: Hurghada, Sahl Hasheesh and Sharm El Sheikh Must-See Spots in: Cairo, Alexandria, Luxor, Aswan & Sharm El Sheikh Proposed One-Day Excursions Recommended Trips • Nile Cruise • Sahl Hasheesh • Sharm El Sheikh Services in Cairo • Meet & Assist, Lounges & Visa • Airport Transfer Contact Details THE DESTINATIONS EGYPT Egypt, the incredible and diverse country, has one of a few age-old civilizations and is the home of two of the ancient wonders of the world. The Ancient Egyptian civilization developed along the Nile River more than 7000 years ago. It is recognizable for its temples, hieroglyphs, mummies, and above all, the Pyramids. Apart from visiting and seeing the ancient temples and artefacts of ancient Egypt, there is also a lot to see in each city. Each city in Egypt has its own charm and its own history, culture, activities. -

Cairo-Luxor-Aswan-Ci
Cairo, Luxor & Aswan City Package 6 Days – 5 Nights Daily Arrivals Motorboating on the Nile, Aswan Limited to 12 participants Day 3: Cairo / Luxor to see the Temple of Isis and the Aswan High Early morning flight to Luxor; transfer to Dam. Optional extra night in Aswan is available; Tour Includes: your hotel. Morning tour the Valley of the please inquire. Overnight in Aswan. (B.L) • Flights within Egypt as per Itinerary Kings containing the secretive tombs of New Kingdom Pharaohs; enter the Tomb Day 5: Aswan / Cairo • Choice of Deluxe Hotel Plans c Return flight to Cairo. Balance of day at ai • Meals: Buffet Breakfast Daily, of Tutankhamen. Continue to the famed leisure, or take an optional tour to Abu , and R 3 Lunches. 1 Dinner on the Nile Colossi of Memnon Temple of Queen Hatshepsut. After lunch, visit the vast Simbel (See Page 23 for details). Overnight o, • All Transfers as indicated Karnak Temple-Complex, Avenue of the in Cairo. (B) l • Sightseeing with Egyptologist Guide uxo Sphinxes and the imposing Temple of Day 6: En Route by Exclusive IsramBeyond Services Luxor. Evening: Optional Sound & Light • All Entrance Fees to Sites as indicated Show at the Temple of Karnak ($75 per Transfer to the airport for your departure flight. R • Visa for Egypt (USA & Canadian person based on 2 participants, please (B) & Passports only) reserve at time of booking). (B.L) EXTEND YOUR STAY! a Day 4: Luxor / Edfu / Aswan Optional extra night in Aswan is swan Highlights: Depart Luxor driving to the Temple of Horus highly recommended; or extend • Panoramic “Cairo by Night” Tour & at Edfu, the best preserved of all large your tour to Sharm el-Sheikh on Dinner on the Nile Egyptian temples before continuing to the Red Sea, Alexandria, Jordan or c • Entrance to one of the Great Pyramids Aswan, Egypt’s southernmost city. -

Exposure Assessment and the Risk Associated with Trihalomethane Compounds in Drinking Water, Cairo
ntal & A me na n ly o t ir ic v a Souaya et al., J Environ Anal Toxicol 2014, 5:1 n l T E o Journal of f x o i l DOI: 10.4172/2161-0525.1000243 c o a n l o r g u y o J Environmental & Analytical Toxicology ISSN: 2161-0525 ResearchResearch Article Article OpenOpen Access Access Exposure Assessment and the Risk Associated with Trihalomethane Compounds in Drinking Water, Cairo – Egypt Eglal R Souaya1, Ali M Abdullah2*, Gouda A RMaatook3 and Mahmoud A khabeer2 1Faculty of Science, Ain Shams University, Khalifa El-Maamon Street, Cairo, 11566, Egypt 2Holding Company for water and wastewater, IGSR, Alexandria -1125, Egypt 3Central Laboratory of Residue Analysis of Pesticides and Heavy Metals in Foods, Agricultural Research Centre, Ministry of Agriculture and Land Reclamation, Egypt Abstract The main objectives of the study to measure the concentrations of trihalomethanes (THMs) in drinking water of Cairo, Egypt, and their associated risks. Two hundred houses were visited and samples were collected from consumer taps water. Risks estimates based on exposures were projected by employing deterministic and probabilistic approaches. The THMs species (dibromochloromethane, bromoform, chloroform, and bromodichloromethane) ranged from not detected to 76.8 μg/lit. Non-carcinogenic risks induced by ingestion of THMs were exceed the tolerable level (10-6). Data obtained in this research demonstrate that exposure to drinking water contaminants and associated risks were higher than the acceptable level. Keywords: Drinking water; Risk; Trihalomethanes; Cairo routes. In response to the increasing public concern on the pollution of the water supply, this study aims to estimate the THM exposure, Introduction lifetime CR caused by these different routes due to the use of tap water Chlorination, the most commonly used method to disinfect tap in the Cairo, Egypt. -

PDF Fulltext
BENHA VETERINARY MEDICAL JOURNAL, VOL. 23, NO. 1, JUNE 2012: 123- 130 BENHA UNIVERSITY BENHA VETERINARY MEDICAL JOURNAL FACULTY OF VETERINARY MEDICINE PREVALENCE OF BOVINE VIRAL DIARRHEA VIRUS (BVDV) IN CATTLE FROM SOME GOVERNORATES IN EGYPT. El-Bagoury G.F.a, El-Habbaa A.S.a, Nawal M.A.b and Khadr K.A.c aVirology Dept., Fac. Vet. Med., Benha University, Benha, bAnimal Health Research Institute (AHRI), Dokki- c Giza, General Organization for Veterinary Medicine (GOVS), Dokki-Giza, Egypt. A B S T R A C T Diagnosis of the BVDV infection among suspected and apparently healthy cattle at Kaluobia, Giza, Menofeia and Gharbia governorates was done by detection of prevalence of BVD antibodies. A total number of 151/151(100%) and 97/151 (62.25%) of examined sera were positive for BVD antibodies using serum neutralization test (SNT) and competitive immunoenzymatic assay (cIEA), respectively. Examined sera with cIEA detected antibodies against BVDV non structral proteins P80/P125. Detection of BVDV in buffy coat samples using antigen capture ELISA showed that 22/151(14.56%) of the samples were positive for BVDV. Isolation and biotyping of suspected BVDV from buffy coat on MDBK cell line showed that 19/22 of ELISA positive buffy coat samples were cytopathogenic BVDV biotype (cpBVDV) while only 3/22 samples were CPE negative suggesting a non- cytopathogenic BVDV (ncpBVDV) biotype. Inoculated cell culture with no CPE were subjected to IFAT and IPMA using specific antisera against BVDV revealed positive results indicating presence of non-cytopathogenic strain of BVDV. It was concluded that cIEA detected antibodies against non- structural proteins P80/P125 has many advantages over SNT being for rapid diagnosis of BVDV. -

Mints – MISR NATIONAL TRANSPORT STUDY
No. TRANSPORT PLANNING AUTHORITY MINISTRY OF TRANSPORT THE ARAB REPUBLIC OF EGYPT MiNTS – MISR NATIONAL TRANSPORT STUDY THE COMPREHENSIVE STUDY ON THE MASTER PLAN FOR NATIONWIDE TRANSPORT SYSTEM IN THE ARAB REPUBLIC OF EGYPT FINAL REPORT TECHNICAL REPORT 11 TRANSPORT SURVEY FINDINGS March 2012 JAPAN INTERNATIONAL COOPERATION AGENCY ORIENTAL CONSULTANTS CO., LTD. ALMEC CORPORATION EID KATAHIRA & ENGINEERS INTERNATIONAL JR - 12 039 No. TRANSPORT PLANNING AUTHORITY MINISTRY OF TRANSPORT THE ARAB REPUBLIC OF EGYPT MiNTS – MISR NATIONAL TRANSPORT STUDY THE COMPREHENSIVE STUDY ON THE MASTER PLAN FOR NATIONWIDE TRANSPORT SYSTEM IN THE ARAB REPUBLIC OF EGYPT FINAL REPORT TECHNICAL REPORT 11 TRANSPORT SURVEY FINDINGS March 2012 JAPAN INTERNATIONAL COOPERATION AGENCY ORIENTAL CONSULTANTS CO., LTD. ALMEC CORPORATION EID KATAHIRA & ENGINEERS INTERNATIONAL JR - 12 039 USD1.00 = EGP5.96 USD1.00 = JPY77.91 (Exchange rate of January 2012) MiNTS: Misr National Transport Study Technical Report 11 TABLE OF CONTENTS Item Page CHAPTER 1: INTRODUCTION..........................................................................................................................1-1 1.1 BACKGROUND...................................................................................................................................1-1 1.2 THE MINTS FRAMEWORK ................................................................................................................1-1 1.2.1 Study Scope and Objectives .........................................................................................................1-1 -
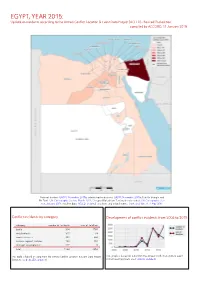
ACLED) - Revised 2Nd Edition Compiled by ACCORD, 11 January 2018
EGYPT, YEAR 2015: Update on incidents according to the Armed Conflict Location & Event Data Project (ACLED) - Revised 2nd edition compiled by ACCORD, 11 January 2018 National borders: GADM, November 2015b; administrative divisions: GADM, November 2015a; Hala’ib triangle and Bir Tawil: UN Cartographic Section, March 2012; Occupied Palestinian Territory border status: UN Cartographic Sec- tion, January 2004; incident data: ACLED, undated; coastlines and inland waters: Smith and Wessel, 1 May 2015 Conflict incidents by category Development of conflict incidents from 2006 to 2015 category number of incidents sum of fatalities battle 314 1765 riots/protests 311 33 remote violence 309 644 violence against civilians 193 404 strategic developments 117 8 total 1244 2854 This table is based on data from the Armed Conflict Location & Event Data Project This graph is based on data from the Armed Conflict Location & Event (datasets used: ACLED, undated). Data Project (datasets used: ACLED, undated). EGYPT, YEAR 2015: UPDATE ON INCIDENTS ACCORDING TO THE ARMED CONFLICT LOCATION & EVENT DATA PROJECT (ACLED) - REVISED 2ND EDITION COMPILED BY ACCORD, 11 JANUARY 2018 LOCALIZATION OF CONFLICT INCIDENTS Note: The following list is an overview of the incident data included in the ACLED dataset. More details are available in the actual dataset (date, location data, event type, involved actors, information sources, etc.). In the following list, the names of event locations are taken from ACLED, while the administrative region names are taken from GADM data which serves as the basis for the map above. In Ad Daqahliyah, 18 incidents killing 4 people were reported. The following locations were affected: Al Mansurah, Bani Ebeid, Gamasa, Kom el Nour, Mit Salsil, Sursuq, Talkha.