60" Workbench
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

TOOLS and EQUIPMENT Orthotic 561
TOOLS AND EQUIPMENT Orthotic 561 Tools Shoe Stretchers............................562 Brannock Measuring Device..................562 Mixing Bowls ..............................562 Aluminum Cast Mandrels ....................562 Laminating Fixtures.........................563 Vises and Yates Clamps.................563-564 Measuring Devices .....................564-567 Hex Sets and Balldrivers.................567-569 Screw and Drill Gages ......................569 Cutting Nippers ............................570 Plastering Tools............................571 Shears and Scissors ....................571-572 Blades, Knives and Surforms .............572-575 Rivets, Punch Sets and Eyelets ...........576-579 Reamers .................................579 Needle Kit ................................579 Deburring Tool.............................579 Rout-A-Burr ...............................579 Precision Oiler.............................580 Countersinks ..............................580 Adjustable Bits.............................580 Tools Ball Set Tool . 580 Micro Torches and Heat Guns ............580-582 Cast Spreaders and Cutters ..............583-584 Alignment Fixtures .........................584 Benders and Contouring Iron .............584-585 Equipment Carvers, Cutters and Routers.............585-588 Sanding Accessories............ 589-591, 601-603 Sewing and Patching Machines ...............592 Drill Press ................................593 Band Saws . .594-595 Dust Collectors ........................596-597 -
HYTORC Tool Basics Description, Operation and Safety
HYTORC Tool Basics Description, Operation and Safety November 10, 2017 BOSS Training Series Basic Operation and Safety Series Contents 1. Hydraulic Torque Tools 2. Pneumatic Torque Tools 3. Electric Torque Tools 5. Hydraulic Tensioners Hydraulic Torque Technology Pneumatic Torque Tool Overview Electric Torque Tool Overview Hydraulic Tensioner Technology Hydraulic Torque Tool Overview Pneumatic Tool Comparison Electric Tool Comparison Top Side Tensioners Hydraulic Tool Comparison JGUN SINGLE SPEED FLASH 2.0 Wind and Subsea Tensioners EDGE jGUN DUEL SPEED LITHIUM SERIES Gun Tensioner Pumps VERSA FRL LION GUN Tensioner Accessories MXT Digital jGUN XLCT L – Lithium Battery Gun T - Hydraulic Tensioning ICE J - jGUN Tool Operating Operating Procedures Operating Procedures AVANTI Procedures STEALTH DJ – Digital jGUN Operating HY-115/230 Procedures HY-Air 4. HYTORC Fasteners Vector 6. Safety HYTORC Washer Additional Hydraulic Pumps Bolting Safety Moment HYTORC Nut H - Hydraulic Torque Tool HW - HYTORC Washer Install Operating Procedures Procedure HN – HYTORC Nut Install Procedure 1. Hydraulic Torque Tools BOSS Training Series Basic Operation and Safety Series Hydraulic Torque Tool Technology PUSH – ADVANCE – CLICK – RELEASE – Tool Drive Turns 24 degrees PUSH Pushing the advance button on the remote PUSH switches a solenoid valve on the pump and directs hydraulic fluid pressure into the advance side of the tool cylinder. ADVANCE ADVANCE Piston in the tool cylinder advances to turn the ratchet 24 degrees/click. (some tool ratchets are different, the STEALTH turns 18 degrees/click) CLICK CLICK Ratchet locks in place against a pawl with a distinct clicking sound. RELEASE - RETRACT Releasing the advance button causes the RELEASE solenoid valve to direct pressure in the release port to retract the piston. -

YJ Hood Louver Cut Template
Poison Spyder Customs, Inc. YJ Hood Louver Cut Template OPTIONAL CUT LINE OPTIONAL CUT LINE At these hole locations: Drill through At these hole locations: Drill through inner brace, then hole-saw nut O O O O inner brace, then hole-saw nut access hole from underside access hole from underside (Step 12) (Step 12) STANDARD STANDARD CUT LINE CUT LINE S S S S S O S O O S S O Existing Windshield Existing Windshield Loop Holes (Step 3) Loop Holes (Step 3) Drill/Hole Saw Locations S O S O (Steps 4 & 6) S O S O drilling, as the sheetmetal is very thin and may want to “catch” on th saw. At some of the optional hole location,s the underside hood brace lies S O directly underneath. While it is OK to drill through the underside brace with S O the hole saw’s pilot bit, try not to saw through it with the hole saw itself. Saw through only the outer sheetmetal, leaving the underside hood brace as untouched as possible at this point. e hole 7. Use a marker to draw a cut line around each of the hole cut-outs as shown in Thank you for purchasing a Poison Spyder Hood Louver for your Jeep. the template, by linking the outside edges of the 1” holes. Installation is fairly simple with the right tools and good mechanical abilities. If you 8. Use your cutting tool of choice to cut along the cut lines made in the previous are not confident in your mechanical skills, please seek the help of a professional Existing Windshield step. -

Paul Sellers' Workbench Measurements and Cutting
PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST NOTE When putting together the cutting list for my workbench, I worked in imperial, the system with which I am most comfortable. I was not happy, however, to then provide direct conversions to metric because to be accurate and ensure an exact fit this would involve providing measurements in fractions of millimetres. When I do work in metric I find it more comfortable to work with rounded numbers, therefore I have created two slightly different sets of measurements. This means that in places the imperial measurement given is not a direct conversion of the metric measurement given. Therefore, I suggest you choose one or other of the systems and follow it throughout. © 2017 – Paul Sellers v2 PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST WOOD QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) (THICK X WIDE X LONG) (THICK X WIDE X LONG) 4 Leg 2 ¾” x 3 ¾” x 34 ⅜” 70 x 95 x 875mm 1 Benchtop 2 ⅜” x 12” x 66” 65 x 300 x 1680mm 2 Apron 1 ⅝” x 11 ½” x 66” 40 x 290 x 1680mm 1 Wellboard 1” x 12 ½” x 66” 25 x 320 x 1680mm 4 Rail 1 ½” x 6” x 26” 40 x 150 x 654mm 2 Bearer 1 ¼” x 3 ¾” x 25” 30 x 95 x 630mm 4 Wedge ⅝” x 1 ½” x 9” 16 x 40 x 228mm 4 Wedge retainer ⅝” x 1 ½” x 4” 16 x 40 x 100mm HARDWARE QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) 1 Vise 9” 225mm Dome head bolts (including nuts and washers) for 4 ⅜” x 5” 10 x 130mm bolting legs to aprons 2 Lag screws (with washers) for underside of vise ½” x 2 ½” 12 x 65mm 2 Lag screws for face -

Punches, Drill Bits and Tool Sets
Punches, Drill Bits and Tool Sets GENERAL PURPOSE DRILL BITS AND DRILL BIT SETS ELECTRONIC CONNECTOR PANEL PUNCHES Drill Bit Features: Drill Bit Set Features: • Sizes for PC board applications • High speed steel • High speed steel • Industrial quality Features: • Straight shank • Black ferous oxide finish cases A Straight shanks (except for 5876-34156 which has 3/8" reduced shanks) • Drill only one 7/16" pilot hole • Use wrench or hydraulic drive methods • C • Capacity 22-16 gauge mild steel • Universal size for front or back mount of connectors Drill Bits • 5 piece assembly: Punch, die, draw stud, square nut, B and ball bearing drive nut (in a plastic carrying case) For quantities greater than listed, call for quote. MOUSER Drill Size Price Each STOCK NO. Drill No. Hole Size (in.) Length (in.) 1 10 20 50 For quantities greater than listed, call for quote. 5876-409-52 52 .0635 1 7/8 1.10 1.04 .99 .97 MOUSER No. of Dimensions: in. Price 5876-409-55 55 .0520 1 7/8 1.56 1.49 1.41 1.34 STOCK NO. Pins A B C Each 5876-409-60 60 .0400 1 5/8 1.45 1.38 1.31 1.24 586-0229 9 .787 .982 .469 527.87 5876-409-66 66 .0330 1 3/8 2.96 2.70 2.50 2.35 586-0231 15 1.127 1.309 .469 517.51 5876-409-69 69 .0292 1 3/8 3.21 3.05 2.90 2.75 586-0232 25 1.655 1.853 .469 520.07 5876-409-80 80 .0135 3/4 2.52 2.39 2.27 2.22 586-0234 37 2.296 2.497 .469 550.44 586-0238 50 2.201 2.402 .579 555.86 Drill Bit Sets For quantities greater than listed, call for quote. -
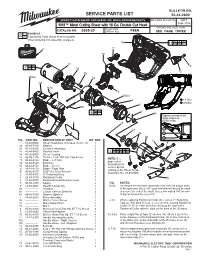
Service Parts List 54-44-2600 Specify Catalog No
BULLETIN NO. SERVICE PARTS LIST 54-44-2600 SPECIFY CATALOG NO. AND SERIAL NO. WHEN ORDERING PARTS REVISED BULLETIN DATE M18™ Metal Cutting Shear with 18 Ga. Double Cut Head Sept. 2014 WIRING INSTRUCTION STARTING CATALOG NO. 2635-20 SERIAL NO. F86A SEE PAGE THREE EXAMPLE: 00 0 Component Parts (Small #) Are Included When Ordering The Assembly (Large #). 11b 8 9 10 1111a 11b 21 17 16 7c 7a 7b 13 7 7c 7b 12 7a 10(8x) 6a 11a 8(3x) 15 5(2x) 4 = 8 (3x) =10(8x) 3 6b 6a 6b 2 6 7b 6c Tighten screws in the order shown to 45-50 in-lbs. 9 1k 1a 1 1b 3 1d 2 FIG. PART NO. DESCRIPTION OF PART NO. REQ. 1e 1 48-08-0500 Shear Head Assy. (Includes 1a thru 1k) 1 1a 45-88-7310 Washer 1 1b 43-16-0100 Eccentric Assembly 1 1a 1b 1c 1d 1e 1c 43-84-0460 Knurled Insert 3 1 1f 1g 1h 1j 1k 1h 1d 43-76-0400 Shear Housing 1 1c 1f 1e 06-75-2115 10-24 x 1-1/4" Skt. Hd. Cap Screw 3 NOTE: See 1f 48-44-0160 Blade - Left Side 1 page two of 1g 42-40-0520 Bushing 2 this bulletin for 1h 48-44-0150 Blade - Center 1 service details 1g 1j 48-44-0170 Blade - Right Side 1 relating to the Shear Head 1k 49-96-0070 5/32" Hex Allen Wrench 1 Assembly, No. 48-08-0500 2 34-60-0905 'C' Retaining Ring 1 3 28-84-0130 Rotational Collar 1 1j 4 31-52-0070 Rotational Head Release Lever 1 5 40-50-1085 Spring 2 FIG. -

Manual Drills (Brace Drill, Eggbeater Drill)
Manual Drills (Brace drill, Eggbeater drill) Identify: Head, Handle, Chuck, Bits (drill and screw bits, which are inserted into the chuck) Accompanying Tools: Clamps (usually at least 2), Goggles Safety: ● Wear eye protection ● Clamp material to be drilled securely to a heavy object, with clamps on opposite ends of the wood ● Be cautious of delicate drill bits ● Lay drill carefully on its side when not in use, with bits aimed in from edge of table Operation for drilling holes: ● Clamp material down, with protective layer between material and table if necessary. A second piece of wood is usually sufficient. ● Insert correct bit or choose drill that has correct bit. Chuck is twisted counter-clockwise to loosen jaws that hold bit, clockwise to tighten ● Identify depth of material, hold drill bit on the side of the clamped wood to see how deep it will go, and to ensure that it won’t go into the table. ● Make dot or X on top of wood where hole is to be drilled. ● Hold operating handle with dominant (drawing) hand, other hand holds head or top handle in place. For ambidextrous tinkerers, whichever hand position feels most comfortable to them. ● Rotate handle clockwise to drill into wood. For brace drill, this is a horizontal turning, for eggbeater drill, it is vertical. ● While bit is in wood, do not let go of drill and avoid wiggling. This can break the bit. ● Binding debris can cause overheating of the bit, or make turning the drill difficult. Back out bit and clear debris as necessary ● Back out bit after the desired depth is achieved. -

Hans Brunner Tool Auctions September 15, 2012
Hans Brunner Tool Auctions September 15, 2012 PO Box 5238, Brassall Qld 4305 www.hansbrunnertools.gil.com.au 07 3294 8253 Vol 22 1 1 Very rare 14” bronze–framed eggbeater drill. George Langford’s excellent type study on Millers Falls #2 drills lists this drill as the first model or type N. It has all the Millers Falls features found in the malleable iron models, most noticeably the wrap-around 2 frame that protects the main gear. Very few of these drills have changed hands which makes any type study a work in progress. To the best of my knowledge only 3 of these are documented, this one included! The patented 2 Superb little steel hand drill, maybe a dental Almond chuck used was patented in 1876, a or a surgical tool. Chrome plated with rosewood date that would fit in with the Millers Falls crank handle. 7” long, no maker’s mark. Plating is history as well as research that suggests a very good with just a few blank spots. G+ $ 60-120 starting date of 1878 for the famous # 2 drill. Whether Millers Falls made them, had them 3 Possibly the most attractive hand drill ever made: Whitney patent made or copied them might eventually be 10 ½” drill marketed by Tower and Lyon, New York N.Y. - the same company determined if more examples come to light but that sold the equally attractive Chaplin’s patent planes. There are no I would not hold my breath! G+ $ 250-500 markings on the drill, just those gorgeous red and gold decorations (striping) on all sides. -
Operator's Manual
OPERATOR’S MANUAL 10 in. Compound Miter Saw TS1345L - Double Insulated 31.6 22.5 22.5 31.6 Your miter saw has been engineered and manufactured to our high standard for dependability, ease of operation, and operator safety. When properly cared for, it will give you years of rugged, trouble-free performance. WARNING: To reduce the risk of injury, the user must read and understand the operator’s manual before using this product. Thank you for your purchase. SAVE THIS MANUAL FOR FUTURE REFERENCE TABLE OF CONTENTS Introduction ..................................................................................................................................................................... 2 Warranty .......................................................................................................................................................................... 2 General Safety Rules ....................................................................................................................................................3-4 Specific Safety Rules ....................................................................................................................................................4-5 Symbols ........................................................................................................................................................................... 6 Electrical ......................................................................................................................................................................... -
Punching Tools Truservices Punching Tools Truservices
TruServices Punching Tools TruServices Punching Tools TruServices Expertise for every application Machine Tools / Power Tools Laser Technology / Electronics Medical Technology The perfect tooling structure. + = Alignment ring Punch Stripper + + = Die plate Die adapter Die Alignment ring The alignment ring is available in three different versions. Punch Punches are available in three different sizes (size 0, 1, and 2). Punch chuck The punch chuck is available in two different sizes and is used with size 0 punches. It has the same clamping diameter as all other punches. Stripper The outside diameter of the stripper is 100 mm. Die Dies are available in two different sizes (size 1 and 2). Size 1 can be used in the same way as size 2 with the help of a die adapter. Tool cartridge Both die sizes are used with the same tool cartridge and the same die plate. A die adapter is used for holding size 1 dies. 2 E-mail: [email protected] / Fax: 860-255-6433 Content General information Preface Expertise for every application TRUMPF quality – Made in USA General information General ... and much more from page 4 Punching Classic System Special shapes MultiTool Guided tools ... and much more from page 8 Cutting Slitting tool MultiShear Film slitting tool ... and much more from page 30 Forming Countersink tool Extrusion tool Tapping tool Emboss tool ... and much more from page 40 Marking Center punch tool Engraving tool Marking tool Embossing tools ... and much more from page 66 Accessories Tooling accessories Tool cartridges Setup and grinding tools Consumables and additional equipment ... and much more from page 78 Useful information Dimensions + regrinding Stripper selection Tool life Low-scratch/scratch-free processing .. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

ABS HYTORC Product Brochure
INDUSTRIAL BOLTING SYSTEMS QUALITY WITH EXCELLENCE Since 1998 www.absgroup.in About Us Advanced Bolting Solutions Pvt. Ltd. (ABS) is a leading multinational company providing Precision Torquing, Tensioning, On-Site E Machining, Lifting and High Pressure Systems through consultative sales of leading international brands across multiple locations G in India and the Middle East. TENSIONING With over two decades of expertise and the N mission to be active partners in customer centric growth, we offer Productivity Enhancement Services through technical A ASSEMBLY SOLUTIONS consultations, training, on-site rental services, 24x7x365 technical support and multiple R NABL accredited calibration facilities. Production Tools Our “Joint Integrity Services” ensures leakage free joints and bolt load accuracy while MACHINING maintaining industrial workplace safety T standards. Today, with over 250 employees across all our C facilities, we stand as the frontrunner in providing the most comprehensive solutions to HYDRAULIC JACKS, FLANGE MAINTENANCE & ACCESSORIES every major industry such as Automobile, U Assembly, OEM, Power, Steel, Oil & Gas, Heavy Engineering, Wind, Mining, Shipping and more. D We have a team of (ASME Certified) experts who provide bolting related training courses and certifications. With a diligent focus on O process management, we have a strong Quality Management System comprising of R standard certifications like ISO 9001:2015, ISO 45001:2018 and ISO/IEC 17025. P ABS SERVICE SUPPORT REPAIR AND TOOL PORTABLE MAINTENANCE SERVICING Before conducting repairs, we document and share an RCA We offer doorstep repair and calibration services with the report of the tool. To avoid future breakdowns, we share ABS Mobile Van. With our highly skilled professionals and some precautionary measures to our customers to ensure calibration machine, our van is capable of calibrating tools tool longevity.