Lectures Notes on Manufacturing Science and Technology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Permanent Mold
PERMANENT MOLD CASTING PROCESSES Many variations of the permanent mold process are well-suited for mass production of high-integrity light metal castings for automotive components. This article is based on “High Integrity Permanent Mold Casting Processes: Current and Future,” a presentation at the American Foundry Society’s 6th International Conference on Permanent Mold Casting of Aluminum and Magnesium. J. L. Jorstad* JLJ Technologies Inc. This Chrysler NS cross member was cast on a tilt permanent mold machine. Richmond, Virginia However, with the incorporation of ceramic-foam filters and their ability Permanent mold casting consists of several basic to smooth melt flow (Fig. 1), opportu- processes. In this article, key characteristics of nities become available to top-pour each will be considered in terms of their impact with significantly fewer entrapped ox- on high-integrity products. ides and other quality detractors. Turbulent flow Combining filters with down-sprue GRAVITY FILLING PROCESSES and runner designs proposed by Prof. Gravity pouring, whether manual, via auto- Campbell has made it possible to pour ladles, or robotic pouring, can be susceptible to reasonably high-integrity aluminum turbulence, which has a negative effect on high- castings, perhaps most suitable for a Pintegrity castings. It is nearly impossible to have variety of less-critical automotive molten aluminum free fall more than a few cen- applications. timeters without initially exceeding a safe flow Static top-pouring has another velocity of about 0.5 to 1 m/s. Note that a free fall downside too, an ever-diminishing of less than 0.1 m will accelerate to more than 1 effective metal head as fill progresses. -
Use a Hacksaw Inch Blade
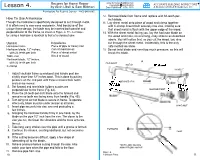
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

Radel® PPSU, Udel® PSU, Veradel® PESU & Acudel® Modified PPSU
Radel ® | Udel ® | Veradel ® | Acudel ® Radel® PPSU, Udel® PSU, Veradel® PESU & Acudel® modified PPSU Processing Guide SPECIALT Y POLYMERS 2 \ Sulfone Polymers Processing Guide Table of Contents Introduction ............................. 5 Part Ejection . 14 Draft . 14 Ejector pins and/or stripper plates . 14 Sulfone Polymers........................ 5 Udel® Polysulfone (PPSU) . 5 Injection Molding Equipment ............. 15 ® Veradel Polyethersulfone (PESU) . 5 Controls . 15 ® Radel Polyphenylsulfone (PPSU) . 5 Clamp . 15 ® Acudel modified PPSU . 5 Barrel Capacity . 15 Press Maintenance . 15 Resin Drying . .6 Screw Design . 15 Rheology................................ 8 Screw Tips and Check Valves . 15 Viscosity-Shear Rate ..................... 8 Nozzles . 16 Molding Process . 16 Resin Flow Characteristics . 9 Melt flow index . 9 Polymer Injection or Mold Filling . 16 Spiral flow . 9 Packing and Holding . 17 Injection Molding . .10 Cooling . 17 Molds and Mold Design .................. 10 Machine Settings ....................... 17 Tool Steels . 10 Barrel Temperatures . 17 Mold Dimensions . 10 Mold Temperature . 18 Mold Polishing . 10 Residence Time in the Barrel . 18 Mold Plating and Surface Treatments . 10 Injection Rate . 18 Tool Wear . 10 Back Pressure . 18 Mold Temperature Control . 10 Screw Speed . 18 Mold Types . 11 Shrinkage . 18 Two-plate molds . 11 Three-plate molds . 11 Regrind ............................... 19 Hot runner molds . 11 Cavity Layout . 12 Measuring Residual Stress ............... 19 Runner Systems . 12 Extrusion............................... 22 Gating . 12 Sprue gating . 12 Edge gates . 13 Predrying ............................. 22 Diaphragm gates . 13 Tunnel or submarine gates . 13 Extrusion Temperatures ................. 22 Pin gates . 13 Screw Design Recommendations . 22 Gate location . 13 Venting . 14 Sulfone Polymers Processing Guide / 3 Die Design ............................. 22 Extruded Product Types . 23 Wire . 23 Film . 23 Sheet . 23 Piping and tubing . 23 Start-Up, Shut-Down, and Purging ....... -

Hand Tools & Accessories
HAND TOOLS & ACCESSORIES CUSHION GRIP HACKSAW FRAMES HIGH TENSION HACKSAW FRAMES • Unique cushioned rubber grip reduces • Quick changing blades slippage for better control and comfort • Adjustable crank handle for tension • Rugged, sturdy frame built for up to 30,000 PSI torque and professional tool users micro-adjustment • High tension technology for • Spare blades can be tightening the blade to 30,000 PSI stored inside frame • Blade can be positioned • Blade can be positioned for 45° or 90° cutting for 45° or 90° cutting • Patended quick • End of frame can be used change blade design as a jab saw Model No. TJ246 Model No. TJ557 Mfg. No. 80965 Mfg. No. 80956 Price/Each $ Price/Each $ HEAVY-DUTY HACKSAW FRAMES ECONOMY HACKSAW FRAMES • High impact, contoured handle • Adjustable from 10"/250 mm • Adjust to 10" or 12" to 12"/300 mm • 45° blade adjustment • Cuts to 2.75"/70 mm in depth Model No. TBH296 • For DIY and home use Mfg. No. 80952 Model No. TJ251 Price/Each $ Mfg. No. 80950 Price/Each $ GENERAL PURPOSE HACKSAWS • Blade Length: 12" HACKSAW FRAMES • Handle Type: Plain • Instantly adjustable for 10"/250 mm • Overall Dimensions: 17-5/16" L x 5-1/8" H to 12"/300 mm blades • Depth of Bow: 4" H • Adjusts 90° for vertical • Tensile Strength: 8000 PSI or horizontal cuts • Strong aluminum die-cast handle Model No. VU145 provides comfort and control Mfg. No. 80951 • Guarded grip design protects Price/Each $ knuckles from grazing Model No. TYW991 Price/Each $ HIGH TENSION HACKSAW FRAMES LITTLE-NIC® UTILITY HACKSAWS • Professional quality high tension frame provides • Ergonomic cushioned handle easy to use an efficient adjustment lever • Gets into small places • Rubber handle and thumb hold provides • Overall length 10"/250 mm, an ergonomic grip (EAM042) • Uses any standard size hacksaw blade • 4 angled mounting pins allow for both straight and angle cutting, Model No. -
RESEARCH PROJECT No. 40
Ductile Iron Society RESEARCH PROJECT No. 40 Survey of Greensand Properties of Member Foundries Mary Beth Krysiak Sand Technology Co. LLC, New Hudson MI Dr. Hathibelagal Roshan K & S Data Services LLC, Fox Point WI DUCTILE IRON SOCIETY Issued by the Ductile Iron Society for the use of its Member Companies – Not for General Distribution DUCTILE IRON SOCIETY 15400 Pearl Road, Suite 234 Strongsville, Ohio 44136 (440) 665-3686 SEPTEMBER 2007 Research Report Project #40 2007 Survey of Greensand Properties of Member Foundries A Cooperative Project of Ductile Iron Society And Member Foundries Reported by Mary Beth Krysiak Dr. Hathibelagal Roshan Ductile Iron Society Issued by the Ductile Iron Society Located at 15400 Pearl Road, Suite 234; Strongsville, Ohio 44136 Contents 1, Executive Summary - pdf 2. Survey report Part A - pdf 3. Survey report Part B pdf 4. Correlations - pdf 5. Sand data sheet for collecting info - pdf 6. Sand grain photos - pdf 7. Test data - XL 8. Sand tests and guide to controls – chart - pdf 9. Sand tests and guide to controls – chart - Word Sand Survey Report Executive Summary 1. The sand tests were done in one laboratory known to have many years of expertise in sand testing. During transport, regardless of how well samples are sealed, the samples age and while moisture content remains fairly stable, compactability drops as the moisture is absorbed further into the clay. In addition, the sands cool from the temperature at which they were in use at foundry. While the cooling effect could not be negated on a practical level, the sands were retempered or conditioned, prior to testing, to the reported target compactability at the foundry. -

Cast Irons from Les Forges Du Saint- Maurice, Quebec a Metallurgical Study
Cast Irons from Les Forges du Saint- Maurice, Quebec A Metallurgical Study Henry Unglik Environment Canada Environnement Canada Parks Service Service des pares Cast Irons from Les Forges du Saint- Maurice, Quebec A Metallurgical Study Henry Unglik Studies in Archaeology Architecture and History National Historic Parks and Sites Parks Service Environment Canada ©Minister of Supply and Services Canada 1990. Available in Canada through authorized bookstore agents and other bookstores, or by mail from the Canadian Government Publishing Centre, Supply and Services Canada, Hull, Que bec, Canada Kl A 0S9. Published under the authority of the Minister of the Environment, Ottawa, 1990 Editing and design: Jean Brathwaite Production: Lucie Forget and Rod Won Parks publishes the results of its research in archaeology, architecture, and history. A list of publications is available from Research Publications, Parks Service, Environment Can ada, 1600 Liverpool Court, Ottawa, Ontario K1A 0H3. Canadian Cataloguing in Publication Data Unglik, Henry Cast irons from les Forges du Saint-Maurice, Quebec: a met allurgical study (Studies in archaeology, architecture and history, ISSN 0821-1027) Issued also in French under title: Fontes provenant des Forges du Saint-Maurice. Includes bibliographical references. ISBN 0-660-13598-1 DSS cat. no. R61-2/9-48E 1. Forges du Saint-Maurice (Quebec) — Antiquities. 2. Iron works — Quebec (Province) — Saint Maurice River Valley — History. 3. Cast-iron — Analysis. I. Canadian Parks Service. National Historic Parks and -

A Sheffield Hallam University Thesis
The effect of tooth geometry on power hacksaw blade performance. HALES, William M. M. Available from the Sheffield Hallam University Research Archive (SHURA) at: http://shura.shu.ac.uk/19742/ A Sheffield Hallam University thesis This thesis is protected by copyright which belongs to the author. The content must not be changed in any way or sold commercially in any format or medium without the formal permission of the author. When referring to this work, full bibliographic details including the author, title, awarding institution and date of the thesis must be given. Please visit http://shura.shu.ac.uk/19742/ and http://shura.shu.ac.uk/information.html for further details about copyright and re-use permissions. TELEPEN 101 039 701 X iiiiiiiiini Sheffield City Polytechnic Library REFERENCE ONLY Return to Learning Centre of issue Fines are charged at 50p per hour 2 0 APR 2007 ProQuest Number: 10697044 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a com plete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest ProQuest 10697044 Published by ProQuest LLC(2017). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States C ode Microform Edition © ProQuest LLC. ProQuest LLC. 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106- 1346 THE EFFECT OF TOOTH GEOMETRY on POWER HACKSAW BLADE PERFORMANCE by William Malcolm Manson Hales BSc A Thesis submitted to the Council for National Academic Awards in partial fulfilment of the requirements for the degree of Doctor of Philosophy. -

Metal Casting Process
Sand Casting Sand Mold Making Procedure The first step in making mold is to place the pattern on the molding board. The drag is placed on the board Dry facing sand is sprinkled over the board and pattern to provide a non sticky layer. Molding sand is then riddled in to cover the pattern with the fingers; then the drag is completely filled. The sand is then firmly packed in the drag by means of hand rammers. The ramming must be proper i.e. it must neither be too hard or soft. After the ramming is over, the excess sand is leveled off with a straight bar known as a strike rod. With the help of vent rod, vent holes are made in the drag to the full depth of the flask as well as to the pattern to facilitate the removal of gases during pouring and solidification. The finished drag flask is now rolled over to the bottom board exposing the pattern. Cope half of the pattern is then placed over the drag pattern with the help of locating pins. The cope flask on the drag is located aligning again with the help of pins The dry parting sand is sprinkled all over the drag and on the pattern. A sprue pin for making the sprue passage is located at a small distance from the pattern. Also, riser pin, is placed at an appropriate place. The operation of filling, ramming and venting of the cope proceed in the same manner as performed in the drag. The sprue and riser pins are removed first and a pouring basin is scooped out at the top to pour the liquid metal. -

Additive Tooling Simplifies the Mold Build Process – 18 Conformally Cooled Sprue Bushings Reduce Cycle Time
ENGINEER / BUILD / MAINTAIN Additive Tooling Simplifies the Mold Build Process – 18 Conformally Cooled Sprue Bushings Reduce Cycle Time – 22 Best Practices for Improving Measurement Accuracy – 30 Revisiting Some Hot Runner Fundamentals – 36 FEBRUARY 2020 / VOL. 23 / NO. 2 A property of Gardner Business Media “Progressive’s Inserted Bar Locks provide perfect alignment for even our largest tools, which perform in harsh conditions.” Oswaldo Roman, Inland Die Casting Company align with the leader When producing tight tolerance parts for the automotive industry, Inland Die Casting Company knows that taking shortcuts today will lead to problems tomorrow. Progressive’s Inserted Bar Locks are designed to go the distance: • Largest, standard alignment lock in the industry • Designed for mold weights from 25,000 to 75,000 lbs • Utilizes exclusive Z-Series technology for longevity Don’t let inferior components bench your tools. Contact our Engineering team at 1-800-269-6653 to discuss how the Progressive advantage can generate profits for you. VISIT THE NEW PROCOMPS.COM FOR ENHANCED E-COMMERCE AND CAD GEOMETRY AVAILABILITY A CONTROL FOR EVERY GENERATION. For over 50 years, Hurco has been empowering machinists of every generation with cutting-edge control technology that’s easy to learn and easy to use. See which one of our 65+ models of CNC machines is right for you. Hurco.com/MyGeneration Double Column Boring Mills Horizontals 3-Axis Vertical 5-Axis Double Column Bridge Turning Centers Hurco Companies, Inc. | One Technology Way | Indianapolis, IN 46268 | 800.634.2416 | [email protected] | HURCO.com | Machines shown with options. Information may change without notice. -

Portable Machine Tools Safety Precautions
TC 9-524 Chapter 3 PORTABLE MACHINE TOOLS The portable machine tools identified and described in this Portable machine tools are powered by self-contained chapter are intended for use by maintenance personnel in a electric motors or compressed air (pneumatic) from an outside shop or field environment. These lightweight, transportable source. They are classified as either cutting took (straight and machine tools, can quickly and easily be moved to the angle hand drills, metal sawing machines, and metal cutting workplace to accomplish machining operations. The accuracy shears) or finishing tools (sanders, grinders, and polishers). of work performed by portable machine tools is dependent upon the user’s skill and experience. SAFETY PRECAUTIONS GENERAL Portable machine tools require special safety precautions Remove chuck keys from drills prior to use. while being used. These are in addition to those safety precautions described in Chapter 1. Hold tools firmly and maintain good balance. Secure the work in a holding device, not in your PNEUMATIC AND ELECTRIC TOOL hands. SAFETY Wear eye protection while operating these Here are some safety precautions to follow: machines. Never use electric equipment (such as drills, Ensure that all lock buttons or switches are off sanders, and saws) in wet or damp conditions. before plugging the machine tool into the power source. Properly ground all electric tools prior to use. Never leave a portable pneumatic hammer with a Do not use electric tools near flammable liquids or chisel, star drill, rivet set, or other tool in its nozzle. gases. ELECTRIC EXTENSION CORDS Inspect all pneumatic hose lines and connections prior to use. -
Ingot Cleanliness Improvements Using Sprue Extensions Beyond the Mold Outlet
Ingot Cleanliness Improvements Using Sprue Extensions Beyond The Mold Outlet Ryan VanderMeulen ArcelorMittal Coatesville April 11, 2012 ArcelorMittal USA Locations Research Center Burns Harbor Cleveland Lackawanna Indiana Harbor Riverdale Coatesville Hennepin Conshohocken Columbus Coatings Newton Weirton Georgetown Steelton Steelmaking and processing facilities Processing facilities Research center 2 ArcelorMittal USA Plate Production Locations Indiana Harbor Cleveland Riverdale Conshohocken Burns Coatesville Harbor, Gary Steelmaking, Rolling, Heat Treating: Rolling & Heat Treating: Steelmaking: Burns Harbor, Coatesville Conshohocken, Gary Indiana Harbor, Cleveland, Riverdale 3 Plate Mills Production Focus • Burns Harbor – 160” – larger, TMCP, Q&T, precise weight – 110” – commodity to 1” – 160” @ Gary – commodity to 1.5”, Q&T • Conshohocken – 110” - commodity, thin, Q&T • Coatesville – – 140” - heavy, varied chemistries, Q&T – 206” - very wide and heavy, Q&T 4 Production Focus • East Clad, Flamecut, Conversion Most alloy and Q&T Very clean steel Very wide or heavy plate Light thickness plate Small special orders • West Control rolled Precise weight Special surface requirements Very large orders Heat Treated Commodity 5 ArcelorMittal USA Operations Coatesville Steelmaking Process Plan Electrodes Automatic Automatic Alloys Alloys Wire Feed Argon Stirring Argon Stirring Ladle Furnace Ladle Degasser Continuous Bottom Cast Slabs Poured Ingots Ladle Electric Arc Furnace 6 Ingot Casting Coatesville • Bottom pouring • Hot topping • Argon shrouding -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10.