Define Phase: ◦ Value Stream Map ◦ Project Selection Matrix ◦ Project Charter ◦ Stakeholder Analysis ◦ High Level Process Map ◦ Project Plan
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Create Your Own Lean Training
Create Your Own Lean Training Presented by Susan Weum Six Sigma Black Belt Lean Certified Continuous Improvement Leader 1 Background and Experience • Retired Senior Project Engineer and Continuous Improvement Leader from Smiths Medical. • Six Sigma Black Belt and Lean Practitioner. • Chemical and Materials Engineer, Michigan State University. • Six Sigma Green Belt Instructor since 2005. 2 Keys for Training Development • Start by Listing Tools & Concepts. • Understand your Audience. • Choose the delivery method. • Use examples and be flexible. • Ask students for examples. Engage at every opportunity. • Give targeted Homework. • Homework applies the concepts and tools. • Student presentations are optimal. • Students will use a variety of tools on their project. 3 Create Your Own Training Program Where do you start when developing training? Start with an overview…the BIG picture. • List what you specifically want to teach. • Steps • Concepts • Tools Let’s look at an example from Six Sigma… 4 DMAIC Process Overview -What’s the -Key Input & -Identify root -Develop -Develop SOPs & problem? Output Variables Causes Solutions Training Plan -What matters? -What data is -Confirm -Evaluate & Select -Process Control -What’s the available? Relationship of Solutions -Update VSM scope? -Validate Root Cause to -Anticipate Risks -Confirm Project -Who are Measurement Output -Cost/Benefit Results stakeholders? System -Prioritize Issues Analysis -Transition to -Financial/ Quality -Baseline data -Statistical -Benchmarking Process Owner Benefit collection -

Lean Process Improvement Assessment
LEAN PROCESS IMPROVEMENT ASSESSMENT INSTRUCTIONS: Read each item, then check a box on the 1-to-5 scale to show how often this occurs in your workplace: If you checked "often" or "very often" then consider: 1 = never 2 = rarely 3 = sometimes 4 = often 5 = very often In my work area, we spend too much time looking for the items we need to do our 5S+ 1 2 3 4 5 1 jobs: files, materials, equipment, and so on. If the physical work area was better 5S+ stands for sort, straighten, shine, standardize, sustain, organized, we’d be more productive and less frustrated. and safety. When we get inputs from customers or from other sources (from paper forms or Poka-Yoke online web forms, for example), we often find that the incoming information is 1 2 3 4 5 From the Japanese term for mistake-proofing, poka-yoke is 2 incomplete or inaccurate. We have to circle back to people to get the information all about putting measures in place to prevent errors from we need. If we received complete information from them the first time around, we’d occurring as a process unfolds. be a lot more efficient. We find ourselves wondering what our customers are thinking. Are we meeting their Voice of the Customer needs and expectations? Are they happy with our work? Are there things we can do 1 2 3 4 5 When it comes to improvement, understanding the 3 to increase their satisfaction? If we had answers to these questions, we could serve customer’s spoken and unspoken requirements is essential. -
Using the DMAIC Process to Direct the Sequencing of Lean/Six Sigma Tools for Successful Project Outcomes
Using the DMAIC Process to Direct the Sequencing of Lean/Six Sigma Tools for Successful Project Outcomes Jim Ellis Certified Master Black Belt J&J Process Excellence Director – US Sales Strategic Accounts [email protected] Intent: Using the DMAIC Process to Direct the Sequencing of Lean/Six Sigma Tools for Successful Project Outcomes The purpose of this presentation is to share with the attendees my experience over the past 5 years using the DMAIC Process how to determine what Lean and/or 6 Sigma tools is the best to use when for assuring successful outcomes of your projects. Learning Objectives: 1.) Clear understanding of DAMIC Process 2.) Clear understanding of which common Lean and 6 Sigma Tools are best used in what stage of DMAIC 3.) Clear understanding of how to assess success for a project and know if you have achieved it. After Attending the attendees will: 1.) Know what the DMAIC process is and how it is applied in project planning 2.) Understand which Lean and 6 Sigma tools are used in what sequence to assure successful project outcomes © 2008 Ortho Clinical Diagnostics The Driving Forces of Change Today’s Healthcare Delivery Challenges… Declining Resources $29.9 Space Vacancy Capital Funds billion Skilled Labor Rates Medicare/Medicaid Reimbursement Laboratory Techs 5.9% Shortfall Imaging Techs 5.9% Pharmacists 8.1% RNs 8.1% Inpatient Admissions2 ED Visits2 Volume New Technology Market Pressures Increasing Pressures © 2008 Ortho Clinical Diagnostics Why are labs changing? “I need to transform my lab!” Why? • 2X Volume • ½ the -

Using Six Sigma and Lean Principles to Improve Laboratory Operations
Using Six Sigma and Lean Principles to Improve Laboratory Operations Big Bang Makeover of the Clinical Laboratory: Key Lessons for Work Flow, Analyzers, and Service Improvements Atlanta, GA Purpose/Objectives • Purpose: – To provide an overview of using Six Sigma and Lean Principles in chartering, designing and implementing a full scale Lean project in a large laboratory setting. • Objectives: – Understand how each phase of DMAIC was used to execute a full scale Lean design effort – Understand which key Lean tools were used in measure/design/implementation – Understand how interactions of physical, process, technological, and organizational changes contribute to a large scale Lean effort. 1 Outline • Who we are • Why Improving Lab Operations is Important to Quest Diagnostics • The Journey • Key Learnings Who we are • Focus: – Patients – Growth – People • Vision: – Dedicated People Improving the Health of Patients Through Unsurpassed Diagnostic Insights • Company Background – 40,000+ Employees – 900+ Clinical Scientist PhDs/MDs – Patient Service Centers – Rapid Response to Esoteric Laboratories – 145 million patient encounters annually • Values: – Quality, Integrity, Innovation, Accountability, Collaboration, Leadership • Six Sigma/Lean Journey – 2000?2008 2 Why Improving Lab Operations is Important to Quest Diagnostics PATIENTS 1. Reduce Patient Anxiety Time 2. Reduce tests not performed PEOPLE 1. Shortage of technical workforce GROWTH 2. Staffing of night shift 1. Improve equipment utilization 3. Improve technical skills 2. Improve productivity 4. Reduce potential blood exposure 3. Improve supply utilization 5. Reduce ergonomic Injuries 6. Improve staff involvement The Journey 3 The Journey – Integrating Six Sigma Design DMAIC DMADV Lean Three Major Improvement Six Sigma Process Methodologies Management Measurement Systems Integration Complex project required adequate training/development Using DMAIC & Lean to Define Project PATIENTS 1. -

Download Complete Curriculum
L E A N S I X S I G M A G R E E N B E LT C O U R S E T O P I C S Copyright ©2019 by Pyzdek Institute, LLC. LEAN SIX SIGMA GREEN BELT COURSE TOPICS LESSON TOPIC Overview A top-level overview of the topics covered in this course What is Six Sigma? A complete overview of Six Sigma Lean Overview 1 Waste and Value Lean Overview 2 Value Streams, Flow and Pull Lean Overview 3 Perfection Recognizing an Linking your Green Belt activities to the organization’s Opportunity vision and goals Choosing the Project- How to pick a winning project using Pareto Analysis Pareto Analysis Assessing Lean Six Sigma How to carefully assess Lean Six Sigma project candidates Project Candidates to assure success Develop the Project Plan 1 Team selection and dynamics; brainstorming; consensus decision making; nominal group technique Develop the Project Plan 2 Stakeholder analysis, communication and planning, cross functional collaboration, and Force Field Analysis Develop the Project Plan 3 Obtain a charter for your project Develop the Project Plan 4 Work breakdown structures, DMAIC tasks, network diagrams Develop the Project Plan 5 Project schedule management; project budget management Develop the Project Plan 6 Obstacle avoidance tactics and management support strategies High Level Maps 1 L-Maps, linking project charter Ys to L-Map processes High Level Maps 2 Mapping the process from supplier to customer (SIPOC) High Level Maps 3 Product family matrix 2 Voice of the Customer (VOC) 1 Kano Model, getting the voice of the customer using the critical incident technique VOC 2-CTQ Specification Link the voice of the customer to the CTQs that drive it Principles of Variation 1 How will I measure success? Are my measurements trustworthy? Scales of measurement, data types, measurement error principles. -
Methods and Concepts for Lean-Powered Improvement
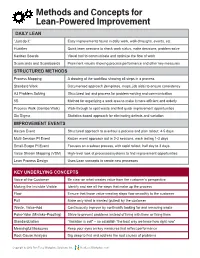
Methods and Concepts for Lean-Powered Improvement DAILY LEAN “Just do it” Easy improvements found in daily work, walk-throughs, events, etc. Huddles Quick team sessions to check work status, make decisions, problem solve Kanban Boards Visual tool to communicate and optimize the flow of work Scorecards and Scoreboards Prominent visuals showing process performance and other key measures STRUCTURED METHODS Process Mapping A drawing of the workflow showing all steps in a process Standard Work Documented approach (templates, maps, job aids) to ensure consistency A3 Problem Solving Structured tool and process for problem-solving and communication 5S Method for organizing a work area to make it more efficient and orderly Process Walk (Gemba Walk) Walk-through to spot waste and find quick improvement opportunities Six Sigma Statistics-based approach for eliminating defects and variation IMPROVEMENT EVENTS Kaizen Event Structured approach to overhaul a process and plan rollout; 4-5 days Multi-Session PI Event Kaizen event approach but in 2-3 sessions, each lasting 1-3 days Small-Scope PI Event Focuses on a subset process, with rapid rollout; half day to 3 days Value Stream Mapping (VSM) High-level look at processes/systems to find improvement opportunities Lean Process Design Uses Lean concepts to create new processes KEY UNDERLYING CONCEPTS Voice of the Customer Be clear on what creates value from the customer’s perspective Making the Invisible Visible Identify and see all the steps that make up the process Flow Ensure that those value-creating -

Six Sigma Project Charter
rev 12 Six Sigma Project Charter Name of project: Streamline Incomplete Applicant Follow-ups Black belt: Green belt: X Submitted by: Emily Vazquez & Angela Love E-mail: [email protected] & [email protected] Date submitted: October 4, 2012 I. Project Selection Process Item Yes No Comments Key business issue x Linked to a define process x Customers identified x Applicants & Admissions Defects clearly defined x Describe how and why project was selected. Reference any tools used, such as SIPOC, VOC plan, Affinity diagram, KANO model, CTS tree, etc…. II. Project Description Project Title Streamline Incomplete Applicant Follow-ups Date Charted Target Completion Date Actual Completion Date 05/17/12 Project Leader Team Facilitator Team Champion Emily Vazquez & Pamela Horne Rebekkah Porter & Angela Love Debra Emerson Estimated Cost Savings Actual Cost Savings Costs of implementing project There is not really a cost savings; it’s more of an efficiency savings. Team members Emily Vazquez, Angela Love, Rebekkah Porter, Debra Emerson, Pamela Horne Problem Statement The current process of sending follow-up notifications to applicants, who have been incomplete for 45 days and 90 days, is a five-step process within three different computer systems. Each entry term (spring, summer and fall) must be ran individually, which adds to the amount of time it takes. Because it is so time consuming, what should be a daily task, has become a weekly one. Y = process time. Defect occurs when process time is 5+ steps. Project Goal and Metrics Stream line the follow-up procedure to improve/condense processing time. 1 rev 12 Describe the challenges and support required While on the quest to improve the current follow-up procedure, we are also challenged to learn the existing process (In short, we must learn it, so that we can change/improve it). -

Using DMAIC in Improvement of Customer Satisfaction and Facilities Provided at Commuter Stations
International Journal of Academic Research in Business and Social Sciences 2016, Vol. 6, No. 12 ISSN: 2222-6990 Using DMAIC in Improvement of Customer Satisfaction and Facilities provided at Commuter Stations Roslina Mustapha1, Nurul Fadly Habidin2 1Department of Business Management, Faculty of Management and Economics, Universiti Pendidikan Sultan Idris, 35900 Tanjung Malim, Perak, Malaysia 2Department of Management and Leadership, Faculty of Management and Economics, Universiti Pendidikan Sultan Idris, 35900 Tanjong Malim, Perak, Malaysia DOI: 10.6007/IJARBSS/6-i12/2564 URL: http://dx.doi.org/10.6007/IJARBSS/v6-i12/2564 Abstracts This paper discusses the use of six sigma approach to improvement of customer service and facilities at commuter stations. The management of commuter stations should be sensitive to the needs and desires of the passengers. In this study, DMAIC approach taking into accounts the views of the customer (VOC) to the dissatisfaction of commuter services and facilities available at commuter stations. Keywords: Six sigma, DMAIC, customer satisfaction, business management 1. Introduction The performance of a business, whether private or public sector is depends on customer satisfaction. For commuter service almost 20 years of presence in Malaysia, there are still some problems, especially to people with disabilities (PWDs) who want to use the commuter service. Using the six-sigma approach is one way to solve the problem of quality of service. Problem solving is an activity to change what is actually happening to what is supposed to happen (Evans & Lindsay, 2007). People with disabilities are not left behind in the services for commuters as it is one of the convenient public transports, safe and cheap. -

Define Measure Analyze Contr Ol
Lean Six Sigma BENEFITS STRATEGIC VALUE METHOD ORGANIZATION • Process improvement and • Superior cost structure • Professional and scientific • Improvement projects are led by Green redesign (manufacturing, • Competitive advantages based problem solving and Black Belts, who are familiar with the construction, financial services, on customer satisfaction • Working with precise and process and Lean Six Sigma healthcare, public sector, quantitative problem descriptions • Improvement projects follow the DMAIC high-tech industry) • Competence development in operations management, project • Starting with a data-based approach • Resulting in superior quality management and continuous diagnosis • Lean Six Sigma program management and efficiency levels improvement • Designing evidence-based coordinates projects by strategically • Structural financial impact improvement actions choosing projects and making sure that benefits are realized 0. DEFINE THE PROJECT Stakeholder analysis Lets initiative happen Legend: M oderately agains Strongly against 0: Current situation Makes initiative S I P O C X: Preferred situation Helps initiative happe Influence n Stakeholder Stake t Person 1 Person 2 Person 3 SIPOC Person 4 - Project charter - SIPOC and process flow chart - Benefit analysis - Organization (time and review board) DEFINE - Stakeholder analysis Project charter Stakeholder analysis 1. DEFINE THE CTQS 2. VALIDATE THE MEASUREMENT Operational PROCEDURES Revenue cost Pareto Chart of Problems Throughput time Processing time (min) 200 Customer 100 Personnel -

Metrics That Trigger Actionable Discussions: Prioritize Process Improvements Using Gauge R&R and SPC Capability
Metrics That Trigger Actionable Discussions: Prioritize Process Improvements Using Gauge R&R and SPC Capability by Govindarajan (Govind) Ramu If a typical process engineering review meeting at your organization involves engineers staring at scores of presentation slides and feeling overwhelmed, you may want to consider the metrics you’re using. High-level metrics like throughput yield and scrap may seem like logical choices for regular product reviews, and they are useful at a business level; however, they tend not to trigger actionable improvement discussion. In contrast, the same powerful tools that engineers use in their everyday product development and process management applications can have enhanced benefits when put to work for broader decision making about improvements. Integrating tools like failure mode and effects analysis (FMEA), gauge repeatability and reproducibility (GR&R), and statistical process control (SPC) provides a quality improvement framework that organizations can use to monitor process health, prioritize improvements, and assign resources to actions that warrant most attention. Figure 1 shows how FMEA, GR&R, and SPC can be analyzed in the context of relationships between critical to quality (CTQ) and critical to process (CTP) parameters, leading to creation of a “process health card.” In eight steps, you can build your own process health card and begin using it at your engineering review meetings. With your focus strongly on metrics of practical interest to product and process engineers—GR&R results, SPC stability status, and the potential risk to the organization of rejecting good parts or accepting bad parts (misclassification) which impacts the organization’s cost of poor quality—you should find it easier to engage in the actionable discussions that the meeting should foster. -

Chapter 3 Study Guide Tools and Techniques for Quality Design and Control
CHAPTER 3 STUDY GUIDE TOOLS AND TECHNIQUES FOR QUALITY DESIGN AND CONTROL MULTIPLE CHOICE QUESTIONS . Design for Six Sigma consists of four principal activities. Which of the following is not one of them? a. Concept development b. Design development c. Design maximization d. Design verification Answer: C AACSB: Reflective Thinking Page: 102 . In the set of matrices is used to relate the voice of the customer to technical features and production planning and control requirements the following symbols • and Δ are used to denote _____ and _____ respectively. a. a weak relationship; a strong relationship b. a very strong relationship; a weak relationship c. a strong relationship; a weak relationship d. a very strong relationship; a strong relationship Answer: B AACSB: Analytic Page: 107 . Which of the following is not a type of house of quality? a. Technical features deployment matrix b. Process plan and quality control charts c. BCG matrix d. Operating instructions Answer: C AACSB: Analytic Page: 109 . DFMEA stands for: a. design failure mode and effects analysis. b. design function mode and effects analysis c. design failure mode and efficiency analysis d. design feature methods and efficiency analysis Answer: A AACSB: Analytic Page: 109 . The purpose of DFMEA is all of the following except: a. to recommend corrective design actions. b. to estimate the effect and seriousness of the failure. c. to identify all the ways in which a failure can occur. d. to act as the “voice of the customer” in product design. Answer: D AACSB: Reflective Thinking Page: 109 . Which of the following statements is true about various service components: degree of customer contact and interaction, the degree of labor intensity, and the degree of customization? a. -
Overview of DMAIC
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Overview of DMAIC DMAIC is a \structured problem-solving procedure" closely connected to Six Sigma. Its five steps are: Define opportunities; Measure performance; Analyze opportunity; Improve performance; Control performance. 1 / 22 The DMAIC Process Overview of DMAIC ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control The Define step The Define step is largely non-statistical. Objectives Identify and validate the business improvement opportunity; Define critical customer requirements; Document processes; Establish project charter, build team. 2 / 22 The DMAIC Process The Define Step ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control The Measure step The Measure step involves various statistical contributions. Objectives Determine what to measure; Develop and validate measurement systems; Manage measurement data collection; Determine Sigma performance level. 3 / 22 The DMAIC Process The Measure Step ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Deciding what to measure is sometimes straightforward (e.g. diameter of a shaft); often, however, a system or process can be characterized in many ways, and choosing one as a focus is a non-trivial decision. Similarly, how to measure it may be a serious decision. In some cases, there may be: a cheap and easy but imprecise method; a more expensive but precise method. The Measure step includes collecting baseline data: the performance of the system before improvement. 4 / 22 The DMAIC Process The Measure Step ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control The Analyze step The Analyze step is inherently statistical.