Semiconductor Packaging Lo
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Stardigio Program
スターデジオ チャンネル:450 洋楽アーティスト特集 放送日:2019/11/25~2019/12/01 「番組案内 (8時間サイクル)」 開始時間:4:00~/12:00~/20:00~ 楽曲タイトル 演奏者名 ■CHRIS BROWN 特集 (1) Run It! [Main Version] Chris Brown Yo (Excuse Me Miss) [Main Version] Chris Brown Gimme That Chris Brown Say Goodbye (Main) Chris Brown Poppin' [Main] Chris Brown Shortie Like Mine (Radio Edit) Bow Wow Feat. Chris Brown & Johnta Austin Wall To Wall Chris Brown Kiss Kiss Chris Brown feat. T-Pain WITH YOU [MAIN VERSION] Chris Brown TAKE YOU DOWN Chris Brown FOREVER Chris Brown SUPER HUMAN Chris Brown feat. Keri Hilson I Can Transform Ya Chris Brown feat. Lil Wayne & Swizz Beatz Crawl Chris Brown DREAMER Chris Brown ■CHRIS BROWN 特集 (2) DEUCES CHRIS BROWN feat. TYGA & KEVIN McCALL YEAH 3X Chris Brown NO BS Chris Brown feat. Kevin McCall LOOK AT ME NOW Chris Brown feat. Lil Wayne & Busta Rhymes BEAUTIFUL PEOPLE Chris Brown feat. Benny Benassi SHE AIN'T YOU Chris Brown NEXT TO YOU Chris Brown feat. Justin Bieber WET THE BED Chris Brown feat. Ludacris SHOW ME KID INK feat. CHRIS BROWN STRIP Chris Brown feat. Kevin McCall TURN UP THE MUSIC Chris Brown SWEET LOVE Chris Brown TILL I DIE Chris Brown feat. Big Sean & Wiz Khalifa DON'T WAKE ME UP Chris Brown DON'T JUDGE ME Chris Brown ■CHRIS BROWN 特集 (3) X Chris Brown FINE CHINA Chris Brown SONGS ON 12 PLAY Chris Brown feat. Trey Songz CAME TO DO Chris Brown feat. Akon DON'T THINK THEY KNOW Chris Brown feat. Aaliyah LOVE MORE [CLEAN] CHRIS BROWN feat. -

Plastic Packaging and the Effects of Surface Mount Soldering Techniques
AN598 Plastic Packaging and the Effects of Surface Mount Soldering Techniques The heat from soldering causes a buildup of additional Author: John Barber stresses within the device that were not present from Surface Mount Technology Team the manufacturing process. Board level solder processes, such as IR reflow and Vapor phase reflow, are well-known areas where temperatures can reach PURPOSE levels sufficient to cause failure of the package This application note is intended to inform and assist integrity. A plastic semiconductor package forms a rigid the customers of Microchip Technology Inc. with system where the various components are locked Surface Mount Devices (SMD’s). The process of together. Differences in the physical expansion rate of packaging a semiconductor in plastic brings to pass a materials will result in internal package stresses somewhat unlikely marriage of different materials. In because the constituent parts cannot move. When a order to minimize potential adverse effects of surface package is heated, the stresses in the device are applied to the die in such a way that the maximum mount solder techniques, it is worthwhile to understand 1 the interaction of the package materials during the time areas of stress are at the corners. Forces can build to they are subjected to thermal stress. Understanding the point where the areas of adhesion between both the limits of thermal stressing that SMD’s can different components of the package give way causing withstand and how those stresses interact to produce device failure. Failure modes associated with excess failures are crucial to successfully maintaining stress include delamination of surfaces, fracturing of reliability in the finished product. -
The NASA Electronic Parts and Packaging (NEPP) '02 Workshop
The NASA Electronic Parts and Packaging (NEPP) ‘02 Workshop 1 JPL 400-1015, 04/02 2 The NASA Electronic Parts and Packaging (NEPP) ‘02 Workshop April 30 - May 2, 2002 Hilton Nassau Bay & Marina Houston, TX Organized by: NEPP Information, Management and Dissemination Project 3 Message ________________________ from Chuck Barnes, NEPP Program Manager Welcome to the Annual NEPP Workshop on Electronic Parts, Packaging, and Radiation Characterization for Space Applications! We’re happy you are with us and look forward to talking with you. Let’s start off with a few words about the NASA Electronic Parts and Packaging (NEPP) Program. The NEPP objectives are to: Assess the reliability of newly available electronic parts and packaging technologies for usage on NASA projects through validations, assessments and characterizations and the development of test methods/tools. Expedite infusion paths for advanced (emerging) electronic parts and packaging technologies by evaluations of readiness for manufacturability and project usage considerations. Provide NASA Projects with technology selection, application, and validation guidelines for electronic parts and packaging hardware and processes. Retain and disseminate electronic parts and packaging assurance, reliability validations, tools and availability information to the NASA community. NEPP is organized around three technology concentrations and the Information Management and Dissemination effort. The technology concentrations are Electronic Parts (EPAR), Electronic Packaging (EPAC), and Electronic Radiation Characterization (ERC). The Information Management & Dissemination (IMD) project is responsible for making all NEPP products and deliverables accessible in a controlled manner and is coordinating this conference. The Electronic Parts Project is tied to satisfying the needs of NASA programs/projects for evaluation of newly available and advanced electronic parts and maximizing effectiveness and efficiency through leveraging by teaming and partnering with industry and other agencies. -

1. Summer Rain by Carl Thomas 2. Kiss Kiss by Chris Brown Feat T Pain 3
1. Summer Rain By Carl Thomas 2. Kiss Kiss By Chris Brown feat T Pain 3. You Know What's Up By Donell Jones 4. I Believe By Fantasia By Rhythm and Blues 5. Pyramids (Explicit) By Frank Ocean 6. Under The Sea By The Little Mermaid 7. Do What It Do By Jamie Foxx 8. Slow Jamz By Twista feat. Kanye West And Jamie Foxx 9. Calling All Hearts By DJ Cassidy Feat. Robin Thicke & Jessie J 10. I'd Really Love To See You Tonight By England Dan & John Ford Coley 11. I Wanna Be Loved By Eric Benet 12. Where Does The Love Go By Eric Benet with Yvonne Catterfeld 13. Freek'n You By Jodeci By Rhythm and Blues 14. If You Think You're Lonely Now By K-Ci Hailey Of Jodeci 15. All The Things (Your Man Don't Do) By Joe 16. All Or Nothing By JOE By Rhythm and Blues 17. Do It Like A Dude By Jessie J 18. Make You Sweat By Keith Sweat 19. Forever, For Always, For Love By Luther Vandros 20. The Glow Of Love By Luther Vandross 21. Nobody But You By Mary J. Blige 22. I'm Going Down By Mary J Blige 23. I Like By Montell Jordan Feat. Slick Rick 24. If You Don't Know Me By Now By Patti LaBelle 25. There's A Winner In You By Patti LaBelle 26. When A Woman's Fed Up By R. Kelly 27. I Like By Shanice 28. Hot Sugar - Tamar Braxton - Rhythm and Blues3005 (clean) by Childish Gambino 29. -
Ina21x Voltage Output
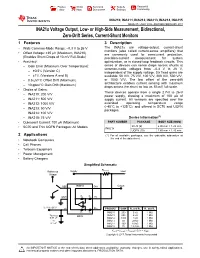
Product Order Technical Tools & Support & Folder Now Documents Software Community INA210, INA211, INA212, INA213, INA214, INA215 SBOS437J –MAY 2008–REVISED FEBRUARY 2017 INA21x Voltage Output, Low- or High-Side Measurement, Bidirectional, Zero-Drift Series, Current-Shunt Monitors 1 Features 3 Description The INA21x are voltage-output, current-shunt 1• Wide Common-Mode Range: –0.3 V to 26 V monitors (also called current-sense amplifiers) that • Offset Voltage: ±35 μV (Maximum, INA210) are commonly used for overcurrent protection, (Enables Shunt Drops of 10-mV Full-Scale) precision-current measurement for system • Accuracy: optimization, or in closed-loop feedback circuits. This – Gain Error (Maximum Over Temperature): series of devices can sense drops across shunts at common-mode voltages from –0.3 V to 26 V, – ±0.5% (Version C) independent of the supply voltage. Six fixed gains are – ±1% (Versions A and B) available: 50 V/V, 75 V/V, 100 V/V, 200 V/V, 500 V/V, – 0.5-µV/°C Offset Drift (Maximum) or 1000 V/V. The low offset of the zero-drift architecture enables current sensing with maximum – 10-ppm/°C Gain Drift (Maximum) drops across the shunt as low as 10-mV full-scale. • Choice of Gains: These devices operate from a single 2.7-V to 26-V – INA210: 200 V/V power supply, drawing a maximum of 100 µA of – INA211: 500 V/V supply current. All versions are specified over the – INA212: 1000 V/V extended operating temperature range (–40°C to +125°C), and offered in SC70 and UQFN – INA213: 50 V/V packages. -

Performance Characteristics of IC Packages 4
Performance Characteristics of IC Packages 4 4.1 IC Package Electrical Characteristics As microprocessor speeds have increased and power supply voltages have decreased, the function of the microprocessor package has transitioned from that of a mechanical interconnect which provides protection for the die from the outside environment to that of an electrical interconnect that affects microprocessor performance and which must be properly understood in an electrical context. Inherent in understanding the electrical performance effects of the package is the need for electrical characterization of the package. The package is a complex electrical environment and the characterization of this environment is a multi-faceted task that consists of models constructed from both theoretical calculations and experimental measurements. In simple terms, a package electrical model translates the physical properties of a package into electrical characteristics that are usually combined into a circuit representation. The typical electrical circuit characteristics that are reported are DC resistance (R), inductance (L), capacitance (C), and characteristic impedance (Z_o) of various structures in the package. A package model consists of two parts, both of which are necessary for fully understanding the electrical performance effects of the package environment on Intel’s microprocessors. The first is an I/O lead model that describes the signal path from the die to the board. Depending upon the complexity of the model required for simulation purposes, the I/O lead model can take the form of a simple lumped circuit model, a distributed lumped circuit model, a single-conductor transmission-line model, or a multiple-conductor transmission-line model. While lumped models can adequately model simple effects, such as DC resistive voltage drop, more sophisticated models like the multiple-conductor transmission-line model include effects such as time delay and crosstalk. -
Heterogeneous Integration
2.0 INTERNATIONAL TECHNOLOGY ROADMAP FOR SEMICONDUCTORS 2.0 2015 EDITION HETEROGENEOUS INTEGRATION THE ITRS 2.0 IS DEVISED AND INTENDED FOR TECHNOLOGY ASSESSMENT ONLY AND IS WITHOUT REGARD TO ANY COMMERCIAL CONSIDERATIONS PERTAINING TO INDIVIDUAL PRODUCTS OR EQUIPMENT. ITRS 2.0 HETEROGENEOUS INTEGRATION CHAPTER: 2015 i ITRS 2.0 HETEROGENEOUS INTEGRATION CHAPTER: 2015 1 Table of Contents 01. Introduction.....................................................................................................................1614 12. Scope .............................................................................................................................1624 2Mission Statement .......................................................................................................................... 1636 33. Difficult Challenges.........................................................................................................1646 44. Single and Multi- Chip Packaging Overall Requirements ...............................................1658 5Electrical Requirements.................................................................................................................. 1668 6Interconnect................................................................................................................................................. 1679 7Cross Talk................................................................................................................................................... 1689 8Power Integrity......................................................................................................................................... -
FC-PBGA, Flip Chip Plastic Ball Grid Array
TM Freescale, the Freescale logo, AltiVec, C-5, CodeTEST, CodeWarrior, ColdFire, C-Ware, t he Energy Efficient Solutions logo, mobileGT, PowerQUICC, QorIQ, StarCore and Symphony are trademarks of Freescale Semiconductor, Inc., Reg. U.S. Pat. & Tm. Off. BeeKit, BeeStack, ColdFire+, CoreNet, Flexis, Kinetis, MXC, Platform in a Package, Processor Expert, QorIQ Qonverge, Qorivva, QUICC Engine, SMARTMOS, TurboLink, VortiQa and Xtrinsic are trademarks of Freescale Semiconductor, Inc. All other product or service names are the property of their respective owners. © 2011 Freescale Semiconductor, Inc. Table of Contents Slide 1. FC-PBGA Package Configurations 3 2. Printed Circuit Board Design for FC-PBGA 11 3. Surface Mount Assembly 16 4. Component Level Qualification 29 5. Board-Level Reliability 31 6. Thermal Performance 38 Freescale, the Freescale logo, AltiVec, C-5, CodeTEST, CodeWarrior, ColdFire, C-Ware, the Energy Efficient Solutions logo, mobileGT, PowerQUICC, QorIQ, StarCore and Symphony are trademarks of Freescale Semiconductor, Inc., Reg. U.S. Pat. & Tm. Off. BeeKit, BeeStack, ColdFire+, CoreNet, Flexis, Kinetis, MXC, Platform in a TM 2 Package, Processor Expert, QorIQ Qonverge, Qorivva, QUICC Engine, SMARTMOS, TurboLink, VortiQa and Xtrinsic are trademarks of Freescale Semiconductor, Inc. All other product or service names are the property of their respective owners. © 2011 Freescale Semiconductor, Inc. TM FC-PBGA Package Configurations Freescale, the Freescale logo, AltiVec, C-5, CodeTEST, CodeWarrior, ColdFire, C-Ware, t he Energy Efficient Solutions logo, mobileGT, PowerQUICC, QorIQ, StarCore and Symphony are trademarks of Freescale Semiconductor, Inc., Reg. U.S. Pat. & Tm. Off. BeeKit, BeeStack, ColdFire+, CoreNet, Flexis, Kinetis, MXC, Platform in a Package, Processor Expert, QorIQ Qonverge, Qorivva, QUICC Engine, SMARTMOS, TurboLink, VortiQa and Xtrinsic are trademarks of Freescale Semiconductor, Inc. -
Manufacturing and Reliability Challenges with QFN
Manufacturing and Reliability Challenges With QFN Dr. Craig Hillman and Cheryl Tulkoff DfR Solutions SMTA DC Chapter Ashburn, VA February 25, 2009 QFN as a ‘Next Generation’ Technology What is ‘Next Generation’ Technology? Materials or designs currently being used, but not widely adopted (especially among hi-rel manufacturers) Carbon nanotubes are not ‘Next Generation’ Not used in electronic applications Ball grid array is not ‘Next Generation’ Widely adopted © 2004 - 2007 2 Introduction (cont.) Why is knowing about ‘Next Generation’ Technologies important? These are the technologies that you or your supply chain will use to improve your product Cheaper, Faster, Stronger, ‘Environmentally-Friendly’, etc. And sooner then you think! © 2004 - 2007 3 Reliability and Next Gen Technologies One of the most common drivers for failure is inappropriate adoption of new technologies The path from consumer (high volume, short lifetime) to high rel is not always clear Obtaining relevant information can be difficult Information is often segmented Focus on opportunity, not risks Can be especially true for component packaging BGA, flip chip, QFN © 2004 - 2007 4 Component Packaging Most of us have little influence over component packaging Most devices offer only one or two packaging styles Why should you care? Poor understanding of component qualification procedures Who tests what and why? © 2004 - 2007 5 Component Testing Reliability testing performed by component manufacturers is driven by JEDEC JESD22 series (A & B) Focus is -

The Fifth Sunday of Easter May 2, 2021 + 10:30 A.M. Daily Morning Prayer: Rite II
St. David’s Episcopal Church, San Diego, California The Fifth Sunday of Easter May 2, 2021 + 10:30 a.m. Daily Morning Prayer: Rite II The mission of St. David’s Episcopal Church is to follow Jesus, loving our neighbors as ourselves, without exception. Daily Morning Prayer: Rite Two According to the Book of Common Prayer The service may also be found in the Book of Common Prayer, page 75 Music: CCLI License #386376 & #20564486 One License # A-706232 Prelude Passacaglia Couperin Officiant Alleluia! Christ is risen. People The Lord is risen indeed. Alleluia! Hymn Like the murmur of the dove’s song, like the challenge of her flight, like the vigor of the wind’s rush, like the new flame’s eager might come, Holy Spirit, come. To the members of Christ’s Body, to the branches of the Vine, to the Church in faith assembled, to her midst as gift and sign come, Holy Spirit, come. With the healing of division, with the ceaseless voice of prayer, with the power to love and witness, with the peace beyond compare come, Holy Spirit, come. Words © 1982 Hope Publishing Company. Music © 1969 Hope Publishing Company. Used with permission under ONE LICENSE #A-706232. All rights reserved. The Invitatory and Psalter Officiant Lord, open our lips. People And our mouth shall proclaim your praise. (All Say) Glory to the Father, and to the Son, and to the Holy Spirit: as it was in the beginning, is now, and will be forever. Amen. Alleluia. 1 Cantor Alleluia. The Lord is risen indeed: Come let us adore him. -
Land Grid Array (LGA) Package Rework
Freescale Semiconductor Document Number: AN3241 Application Note Rev. 1.0, 10/2009 Land Grid Array (LGA) Package Rework 1 Introduction Contents 1 Introduction . 1 This application note describes rework considerations 2 What is LGA? . 3 for the Land Grid Array (LGA) style package. 3 LGA Rework . 5 4 Package Removal . 6 Freescale has introduced radio frequency (RF) modules 5 LGA Reliability . 14 such as the MC1320x and MC1321x in LGA packages as 6 References . 14 an alternative package to ball grid array (BGA). The LGA packages reduce the amounts of lead in finished products and are Reduction of Hazardous Substances (RoHS) compliant, optimized for improved radio-frequency (RF) performance for wireless applications, and/or reduce the overall height of the package by eliminating the stand-off height associated with BGA balls. For assistance with any questions about the information contained in this note or for more details about the MC1320x and MC1321x devices, visit www.freescale.com/802154. or contact the appropriate product applications team. © Freescale Semiconductor, Inc., 2009. All rights reserved. Introduction 1.1 Acronyms and Abbreviations BGA Ball Grid Array BT Bismaleimide Triazine CBGA Ceramic Ball Grid Array CTE Coefficient of Thermal Expansion EU European Union ESD Electrostatic Discharge HCTE High Coefficient of Thermal Expansion HDI High Density Interconnect LGA Land Grid Array LTCC Low Temperature Co-fired Ceramic MSLn Moisture Sensitivity Level n NSMD Non-Solder Mask Defined OSP Organic Solderability Protectant PCB Printed Circuit Board RF Radio Frequency RoHS Reduction of Hazardous Substances SMD Solder Mask Defined SMT Surface Mount Technology Land Grid Array (LGA) Package Rework Application Note, Rev. -

Electronic Packaging Technologies 1
ElectronicElectronic PackagingPackaging TechnologiesTechnologies Sergio Lopez-Buedo, Eduardo Boemo Universidad Autonoma de Madrid e-mail: [email protected] Electronic Packaging Technologies 1 Introduction to Electronic Packaging • Electronic Packaging is a multi-disciplinary subject – Mechanical, Electrical and Industrial Engineering, Chemistry, Physics and even Marketing • Electronic Packaging: Housing and interconnection of integrated circuits to form electronic systems • Electronic Packaging must provide – Circuit support and protection – Heat dissipation – Signal distribution – Manufacturability and serviceability – Power distribution Electronic Packaging Technologies 2 Issues in Electronic Packaging Electrical analysis and testing Mechanical analysis and Reliability, Chemistry, testing Physics, Mat. performance, cost, Eng.. market need/timing, manufacturability, yields…other Thermal Manufacturing analysis and and Industrial testing Eng.. Market analysis Electronic Packaging Technologies 3 Hierarchy of Interconnection Levels • Level 0 – Gate-to-gate interconnections on the silicon die • Level 1 – Connections from the chip to its package • Level 2 – PCB, from component to component or to external connector • Level 3 – Connections between PCBs, including backplanes or motherboards • Level 4 – Connections between subassemblies, for example a rack • Level 5 – Connections between physically separate systems, using for example an Ethernet LAN Electronic Packaging Technologies 4 Blue Gene: Example of Connection Hierarchy Electronic