Trend of Ironmaking Technology in Japan After 2000
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Arcelormittal Is Again Counting on the Strengths of the AUMUND Drag Chain Conveyor Type LOUISE São Paulo, Brazil, April 2017
Press Information ArcelorMittal is again counting on the strengths of the AUMUND Drag Chain Conveyor Type LOUISE São Paulo, Brazil, April 2017 The steel maker ArcelorMittal is building on proven solutions and reliable partners in Brazil. About 20 years ago, a shock-pressure-proof drag chain conveyor was ordered for Brazil from LOUISE Fördertechnik before this company was acquired by AUMUND Fördertechnik GmbH, and now AUMUND has won an order for another drag chain conveyor type LOUISE TKF. The shock-pressure-proof design of its predecessor was no longer required for the new model because of the change in classification of the plant segment. The dispatch of the machine is planned for June 2017. 1998: AUMUND Drag Chain Conveyor, type LOUISE TKF, in ArcelorMittal’s João Monlevade plant in Brazil (photo AUMUND) The earlier model drag chain conveyor was ordered in 1998 by the then Brazilian arm of the Luxemburg steel company Arbed, CSBM, Companhia Siderurgica Belgo Mineira. Arcelor was created by the merger of Aceralia and Usinor and merged with Mittal in 2006 to become ArcelorMittal, the world’s leading steel concern. Press Information Around fifteen years ago, AUMUND Fördertechnik GmbH integrated the products of the LOUISE subsidiary into its own portfolio. This double strand drag chain conveyor with a capacity of 3 kW, a centre distance of 10.4 m and a performance of 25 t/h, will be used for bunker extraction. The previous machine proved its durability in an interesting way. One of the supports of a weighing cell collapsed and caused one side of the silo to subside. -

Csr Report 2017
CSR REPORT 2 0 1 7 CSR REPORT 2017 JFE Holdings, Inc. 2-2-3 Uchisaiwaicho, Chiyoda-ku, Tokyo 100-0011, Japan www.jfe-holdings.co.jp/en Inquiries: Corporate Planning Department JFE Holdings, Inc. Tel: +81-3-3597-4321 Email: [email protected] Contents Editorial Policy This report provides stakeholders with information about JFE’s CSR activities 02 JFE CSR and elicits feedback to support further enhancement of the company’s activities and information disclosure. The 2017 report includes: 03 Message from the CEO • Material CSR issues that JFE is addressing 05 JFE in Society • Interviews of the President and CEO and Outside Directors regarding the reorganization of the Board of Directors and Audit & Supervisory Board 07 Material CSR Issues of the JFE Group • A widened scope of environmental data (e.g., Scope 3 emissions) from Group companies in Japan Management CSR Report Composition and Format 13 FEATURE 1 In the Forefront of Corporate Reader-friendly summary of CSR initiatives Governance (print and PDF) Highlights 19 Corporate Governance (brochure Detailed report on CSR activities and website) 23 CSR Management ( This report and PDF) CSR Report 24 Compliance ( This report and PDF) Extensive data to supplement 26 Risk Management detailed report (PDF) Environmental Data Book (website) Protecting the Environment Scope of Report 29 FEATURE 2 Reporting Period Creating Sustainable Societies with FY2016 (April 1, 2016 to March 31, 2017) Reports on some activities undertaken outside this period are included. World-class Technologies Organizations Covered 35 Environmental Management The report mainly covers the activities of JFE Holdings, Inc. and its three operating companies—JFE Steel Corporation, JFE Engineering Corporation 39 Main Environmental Targets and Results and JFE Shoji Trade Corporation—but it also includes reports on activities of other companies in the JFE Group (376 companies, of which 312 are 41 Material Flow consolidated subsidiaries and 64 are equity-method affiliates). -

Dimethyl Ether) and Its Application Technology†
JFE TECHNICAL REPORT No. 8 (Oct. 2006) New Direct Synthesis Technology for DME (Dimethyl Ether) and Its Application Technology† OHNO Yotaro*1 YOSHIDA Masahiro*2 SHIKADA Tsutomu*3 INOKOSHI Osamu*4 OGAWA Takashi*5 INOUE Norio*6 Abstract: during the 21st century. In realizing sustained growth in Dimethly ether (DME) is a clean fuel that does not this region in the future, energy supply and environmen- produce toxic gases or particulate matter (PM) at burn- tal problems associated with mass energy consumption ing. JFE Group develops a direct synthesis process of will be major problems. High expectations are placed on DME which has advantages in economics. Construction dimethyl ether (DME) as a new fuel which can be syn- of a demonstration plant with 100 t/d capacity was fi n- thesized from diverse hydrocarbon sources, including ished in Nov. 2003. The fi rst demonstrating operation natural gas, can be handled as easily as liquefi ed petro- (Run 100) through Dec. 2003 to Jan. 2004 and the sec- leum gas (LPG), and causes a small load on the environ- ond operation (Run 200) through June 2004 to Aug. ment. Thus, if DME can be produced and distributed 2004 were completed successfully. The conversion of at low cost and in large quantities, this fuel can make synthesis gas, the selectivity to DME and the purity of an important contribution to solving the energy supply DME reached to 96% (Target: more than 95%), 93% problems and environmental problems resulting from (Target: more than 90%) and 99.6% (Target: more than expanded energy consumption expected in Asia in the 99%), respectively. -

The Modern Brazilian Steel Industry
THE MODERN BRAZILIAN STEEL INDUSTRY By Professor Celso Lafer* *Minister of Foreign Relations Notwithstanding the importance of pioneer initiatives by the first generation of Brazilian industrialists, the foundation and growth of the modern steel industry in Brazil was made, in great part, by the state. Steel symbolized industrialization which, for many decades, was synonymous with progress. The government realized, correctly, that having vast reserves of iron ore, Brazil could aspire to a significant steel industry. And it acted on this belief, creating the industry during the Getúlio Vargas administration and promoting its growth during the decades of 1960 and 1970. The predominantly state model that was necessary at the industry’s inception had some success cases. Without the government’s action in the 1930s and 1940s, Brazil would probably not have developed a robust steel-producing base. During the following decades Brazil positioned itself among the main producers and exporters of steel in the world. The state model came to an end, as happened in other sectors, when the government management crisis brought to the surface unsustainable inefficiencies and weaknesses of the productive segment. During the 1990s the steel sector experienced a great transformation. In three years, between 1991 and 1993, all of the state steel industry was privatized through public bidding, and massive investment began to modernize it. In 1998 alone more funds were invested than the sum of monies invested during the 5-year period 1989-1994. In total, between 1994 and 2000, the new steel mill owners invested US$ 10.2 billion in modernization, upgrading, cost reduction and environmental protection works. -

Itraxx Japan Series 35 Final Membership List March 2021
iTraxx Japan Series 35 Final Membership List March 2021 Copyright © 2021 IHS Markit Ltd T180614 iTraxx Japan Series 35 Final Membership List 1 iTraxx Japan Series 35 Final Membership List...........................................3 2 iTraxx Japan Series 35 Final vs. Series 34................................................ 5 3 Further information .....................................................................................6 Copyright © 2021 IHS Markit Ltd | 2 T180614 iTraxx Japan Series 35 Final Membership List 1 iTraxx Japan Series 35 Final Membership List IHS Markit Ticker IHS Markit Long Name ACOM ACOM CO., LTD. JUSCO AEON CO., LTD. ANAHOL ANA HOLDINGS INC. FUJITS FUJITSU LIMITED HITACH HITACHI, LTD. HNDA HONDA MOTOR CO., LTD. CITOH ITOCHU CORPORATION JAPTOB JAPAN TOBACCO INC. JFEHLD JFE HOLDINGS, INC. KAWHI KAWASAKI HEAVY INDUSTRIES, LTD. KAWKIS KAWASAKI KISEN KAISHA, LTD. KINTGRO KINTETSU GROUP HOLDINGS CO., LTD. KOBSTL KOBE STEEL, LTD. KOMATS KOMATSU LTD. MARUB MARUBENI CORPORATION MITCO MITSUBISHI CORPORATION MITHI MITSUBISHI HEAVY INDUSTRIES, LTD. MITSCO MITSUI & CO., LTD. MITTOA MITSUI CHEMICALS, INC. MITSOL MITSUI O.S.K. LINES, LTD. NECORP NEC CORPORATION NPG-NPI NIPPON PAPER INDUSTRIES CO.,LTD. NIPPSTAA NIPPON STEEL CORPORATION NIPYU NIPPON YUSEN KABUSHIKI KAISHA NSANY NISSAN MOTOR CO., LTD. OJIHOL OJI HOLDINGS CORPORATION ORIX ORIX CORPORATION PC PANASONIC CORPORATION RAKUTE RAKUTEN, INC. RICOH RICOH COMPANY, LTD. SHIMIZ SHIMIZU CORPORATION SOFTGRO SOFTBANK GROUP CORP. SNE SONY CORPORATION Copyright © 2021 IHS Markit Ltd | 3 T180614 iTraxx Japan Series 35 Final Membership List SUMICH SUMITOMO CHEMICAL COMPANY, LIMITED SUMI SUMITOMO CORPORATION SUMIRD SUMITOMO REALTY & DEVELOPMENT CO., LTD. TFARMA TAKEDA PHARMACEUTICAL COMPANY LIMITED TOKYOEL TOKYO ELECTRIC POWER COMPANY HOLDINGS, INCORPORATED TOSH TOSHIBA CORPORATION TOYOTA TOYOTA MOTOR CORPORATION Copyright © 2021 IHS Markit Ltd | 4 T180614 iTraxx Japan Series 35 Final Membership List 2 iTraxx Japan Series 35 Final vs. -
Ironmaking Process Alternatives Screening Study, Volume I
Ironmaking Process Alternatives Screening Study Volume I: Summary Report ORE TO CONCENTRATOR IRON ORE MINE SLURRY ORE BENEFICIATION PIPELINE CONCENTRATOR CONCENTRATE SLURRY ELECTRIC PELLET RECEIVING, PELLET POWER STOCKPILE DEWATERING PLANT (50% FROM COAL, 50% FROM N.G.) DIRECT REDUCTION PLANTS NATURAL GAS EAF MELTING NATURAL GAS DRI PRODUCTION STEEL TO PORT SLABS SLAB LMFs CASTER SLAB VACUUM SHIPPING DEGASSING October 2000 LG Job No. 010529.01 DISCLAIMER This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof. Contents Volume I: Ironmaking Alternative Study Executive Summary...............................................................................1 Study Scope and Methodology............................................................2 -
Research Template
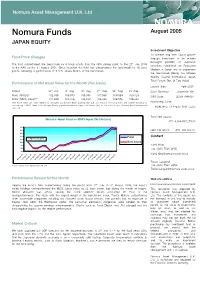
Nomura Asset Management U.K. Ltd Nomura Funds August 2005 JAPAN EQUITY Investment Objective To achieve long term capital growth Fund Price Changes through investment in an actively managed portfolio of Japanese The fund outperformed the benchmark by 6 basis points from the NAV pricing point on the 27th July 2005 securities listed/dealt on Regulated to the NAV on the 31 August 2005. Since inception the fund has outperformed the benchmark by 78 basis Markets in Japan and to outperform points, delivering a performance of 9.12% verses 8.34% of the benchmark. the Benchmark [Being the Morgan Stanley Capital International Japan Total Return (Net of Tax) Index]. Performance of Net Asset Value for the Month (Yen basis) Launch date: April 2005 th rd th th th Period 27 July 3 Aug 10 Aug 17 Aug 24 Aug 31 Aug Base Currency: Japanese Yen Fund (NAVps)* 102,335 103,970 105,080 107,565 109,584 109,123 ISIN Code: LU0217998821 Index (MSCI Japan)** 101,659 102,916 104,224 106,234 108,576 108,340 *Net Asset Value per share (NAVps) is calculated by Nomura Bank (Luxembourg) S.A. according to the prospectus and market standards in Bloomberg Code: Luxembourg. **MSCI Japan is the Morgan Stanley Capital International Japan Total Return (Net of Tax) Index Source: Nomura Asset Management NOMJAEQ LX Equity DES <GO> U.K. Ltd Total Net Assets: Nomura Japan Fund vs MSCI Japan (Net Return) JPY 4,034,857,279.00 110 108 NAV Per Share: JPY 109,123.00 106 104 Fund Contact 102 12-Apr-05, Inception 100 Dt Benchmark 98 Yuhki King 96 +44 (0)20 7521 2635 94 5 5 5 5 [email protected] 5 5 5 5 0 0 0 0 5 5 5 5 5 5 5 -0 -0 -0 -0 - - 05 05 -0 -0 05 0 0 0 05 05 -0 05 05 r r r r y- y- n- n- n n n- l- l-0 l- l- g- g- g- g- p p p ay a a ay u u u u u Ap M M J J J Ju Ju Ju Ju u u ug u u -A -A -A -M -M - - -J -J - - - - - -A -A -A -A -A 0- 1- 8- 1 8 9 6 0 7 7 06 13 2 27 04 1 1 25 0 0 15 22 2 0 13 2 2 03 10 1 24 31 Trevor Langford Source: Nomura Asset Management U.K. -

“Social Aspects and Financing of Industrial Restructuring”
INTERNATIONAL LABOUR ORGANIZATION UNITED NATIONS ECONOMIC COMMISSION FOR EUROPE REGIONAL FORUM “Social Aspects and Financing of Industrial Restructuring” 26 and 27 November 2003, Moscow, Russian Federation Topic 2. Social costs of restructuring and their financing: a closer view Restructuring in the Industry of Luxembourg. Major Issues, Actors and Lessons to Learn By Mr. Albert ZENNER – Director Human Resources, Arbed – Arcelor Group Luxembourg (This paper is being circulated by the secretariat as received from the author) UNITED NATIONS Page 1 sur 13 Restructuring in the Industry of Luxembourg Major issues, Actors and Lessons to learn By Albert ZENNER, Director Human Resources, Arbed – Arcelor Group. Luxembourg might be known by many of You as a banking centre or a country hosting European institutions, and some of You will even know that it is the Headquarters of ARCELOR, the world’s largest steel producer, created by the merger of three companies: the French USINOR, the Spanish ACERALIA, and ARBED, the steel company of LUXEMBOURG. All this is true, but LUXEMBOURG is also an independent country, which has undergone deep changes during the last three decades. These changes result from the restructuring of the steel industry, which for more than a century has been the pillar of the Luxembourg economy. During my presentation I will speak about the major issues of this restructuring, the key players, and the lessons to learn from our point of view. I will also try to show how some of the lessons are applied now within the new group ARCELOR. GEOGRAPHICAL LOCATION AND POPULATION. For locating Luxembourg geographically we have to zoom the map of Western Europe. -

Studies in Global Social History
Fabricating Modern Societies <UN> Studies in Global Social History Series Editor Marcel van der Linden (International Institute of Social History, Amsterdam, The Netherlands) Editorial Board Sven Beckert (Harvard University, Cambridge, MA, usa) Dirk Hoerder (University of Arizona, Phoenix, AZ, usa) Chitra Joshi (Indraprastha College, Delhi University, India) Amarjit Kaur (University of New England, Armidale, Australia) Barbara Weinstein (New York University, New York, NY, usa) volume 37 The titles published in this series are listed at brill.com/sgsh <UN> Fabricating Modern Societies Education, Bodies, and Minds in the Age of Steel Edited by Karin Priem and Frederik Herman leiden | boston <UN> This is an open access title distributed under the terms of the CC-BY-NC 4.0 License, which permits any non-commercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited. Cover illustration: Apprentices with a telescope at the seaside in Belgium. Undated. Digital positive from glass plate negative. © Institut Emile Metz. cna Collection (HISACS000048V01). The Library of Congress Cataloging-in-Publication Data is available online at http://catalog.loc.gov lc record available at http://lccn.loc.gov/2019023135 Typeface for the Latin, Greek, and Cyrillic scripts: “Brill”. See and download: brill.com/brill-typeface. issn 1874-6705 isbn 978-90-04-34423-5 (hardback) isbn 978-90-04-41051-0 (e-book) Copyright 2019 by the Authors. Published by Koninklijke Brill NV, Leiden, The Netherlands. Koninklijke Brill NV incorporates the imprints Brill, Brill Hes & De Graaf, Brill Nijhoff, Brill Rodopi, Brill Sense, Hotei Publishing, mentis Verlag, Verlag Ferdinand Schöningh and Wilhelm Fink Verlag. -

BAT Guide for Electric Arc Furnace Iron & Steel Installations
Eşleştirme Projesi TR 08 IB EN 03 IPPC – Entegre Kirlilik Önleme ve Kontrol T.C. Çevre ve Şehircilik Bakanlığı BAT Guide for electric arc furnace iron & steel installations Project TR-2008-IB-EN-03 Mission no: 2.1.4.c.3 Prepared by: Jesús Ángel Ocio Hipólito Bilbao José Luis Gayo Nikolás García Cesar Seoánez Iron & Steel Producers Association Serhat Karadayı (Asil Çelik Sanayi ve Ticaret A.Ş.) Muzaffer Demir Mehmet Yayla Yavuz Yücekutlu Dinçer Karadavut Betül Keskin Çatal Zerrin Leblebici Ece Tok Şaziye Savaş Özlem Gülay Önder Gürpınar October 2012 1 Eşleştirme Projesi TR 08 IB EN 03 IPPC – Entegre Kirlilik Önleme ve Kontrol T.C. Çevre ve Şehircilik Bakanlığı Contents 0 FOREWORD ............................................................................................................................ 12 1 INTRODUCTION. ..................................................................................................................... 14 1.1 IMPLEMENTATION OF THE DIRECTIVE ON INDUSTRIAL EMISSIONS IN THE SECTOR OF STEEL PRODUCTION IN ELECTRIC ARC FURNACE ................................................................................. 14 1.2 OVERVIEW OF THE SITUATION OF THE SECTOR IN TURKEY ...................................................... 14 1.2.1 Current Situation ............................................................................................................ 14 1.2.2 Iron and Steel Production Processes............................................................................... 17 1.2.3 The Role Of Steel Sector in -

Briefing for Seventh Medium‐Term Business Plan
JFE Holdings, Inc. Briefing for Seventh Medium-term Business Plan May 7, 2021 Presentation Moderator: We would like to move on to Part 2: JFE Holdings, Inc. Briefing for Seventh Medium-term Business Plan. Mr. Kakigi, Representative Director, President and CEO, will now give an explanation. Kakigi: I am Kakigi from JFE Holdings. I will begin the explanation. First of all, I would like to look back on the Sixth Medium-Term Business Plan. As you are all aware, our earnings deteriorated sharply, mainly in the steel business, mainly due to the effects of trade friction between the US and China and the spread of COVID-19. As you can see here, the steel business was the only one in a very difficult situation. However, looking back, I believe that we have done what we can to establish a foundation to some extent, and one of the things we have done is to announce our individual target of the CO₂ emissions reduction for our steel business last year. The other thing is that each company has been proactive in promoting digital transformation. By operating company, JFE Steel struggled, but it reinforced manufacturing base spending a lot of money. Then, in March last year, it decided to implement structural reform by shutting down the upper process and hot-rolling production lines at Keihin district. 1 JFE Engineering is doing relatively well, and it has expanded its operation business and conducted 2 M&A transactions. JFE Shoji acquired Cogent, a company in Canada, in order to strengthen its electrical steel sheet processing bases, and also promoted SCM* expansion. -

TOBAM Maximum Diversification All World Developed Ex North America USD
TOBAM Maximum Diversification All World Developed ex North America USD 31/12/2019 Instrument Weight BP PLC 0.10% IDEMITSU KOSAN CO LTD 0.21% INPEX HOLDINGS INC 0.07% JX HOLDINGS INC 0.09% NESTE OIL OYJ 1.16% OMV AG 0.08% SANTOS LTD 0.02% SBM OFFSHORE NV 0.05% TGS NOPEC GEOPHYSICAL CO ASA 0.02% VOPAK 0.02% WOOD GROUP (JOHN) PLC 0.02% AIR LIQUIDE 0.23% AIR WATER INC 0.02% AKZO NOBEL 0.12% ALUMINA LTD 0.03% AMCOR PLC-CDI 0.08% AVON RESOURCES LTD 0.53% BORAL LTD 0.02% CHR HANSEN HOLDING A/S 0.08% DAICEL CHEMICAL INDUSTRIES 0.02% DOWA HOLDINGS CO LTD 0.01% EMS-CHEMIE HOLDING AG-REG 0.03% FLETCHER BUILDING LTD 0.02% FORTESCUE METALS GROUP LTD 0.60% GIVAUDAN-REG 0.16% HITACHI CHEMICAL CO LTD 0.03% HUHTAMAKI OYJ 0.03% ISRAEL CHEMICALS LTD 0.02% JAMES HARDIE INDUSTRIES-CDI 0.07% JFE HOLDINGS INC 0.02% KANSAI PAINT CO LTD 0.03% KURARAY CO LTD 0.03% MITSUBISHI MATERIALS CORP 0.02% NEWCREST MINING LTD 1.35% TOBAM Maximum Diversification All World Developed ex North America USD 31/12/2019 Instrument Weight NIPPON PAINT CO LTD 0.05% NIPPON PAPER INDUSTRIES CO L 0.04% NIPPON SHOKUBAI CO LTD 0.01% NISSAN CHEMICAL INDUSTRIES 0.04% NOF CORP 0.02% NORTHERN STAR RESOURCES LTD 0.66% NOVOZYMES A/S-B SHARES 0.07% OJI PAPER CO LTD 0.03% ORICA LTD 0.02% ORORA LTD 0.02% SARACEN MINERAL HOLDINGS LTD 0.32% SMURFIT KAPPA GROUP PLC 0.04% SYMRISE AG 0.04% TAIHEIYO CEMENT CORP 0.02% TAIYO NIPPON SANSO CORP 0.02% TEIJIN LTD 0.02% THYSSENKRUPP AG 0.04% TORAY INDUSTRIES INC 0.02% WIENERBERGER AG 0.02% ADP 0.04% AENA SA 0.09% ALFA LAVAL AB 0.04% ALL NIPPON AIRWAYS CO LTD