Advancing CORROSION CONTROL
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bimetallic Corrosion Stainless Steel Fixing
Technical Data Sheet Bimetallic Corrosion Stainless Steel Fixing Nylon ‘Top Hat’ Washer Mild Steel Frame Neoprene Isolation Pad Stainless Steel Support Technical Data Bimetallic (galvanic) corrosion may occur when dissimilar metals are in contact in a common electrolyte (e.g. rain, condensation etc.), forming a galvanic corrosion cell. Current can then flow through the solution from the anodic or baser material to the cathodic or nobler material. If this reaction occurs the less noble material (the anode) corrodes at a faster rate than would have occurred if the metals were not in contact. Where contact in unavoidable in instances where moisture is likely to be Zinc Copper Copper Cast Iron Mild Steel present, the two metals should be isolated from one another with a non- Aluminium Stainless Steel Steel Stainless Phosphor Bronze Bronze Phosphor metal barrier. Aluminium Bronze The degree and rate of corrosion is dependant of a number of contributory Stainless Steel factors, including Mild Steel • The relative areas of the of the metals in contact Aluminium Bronze The differential in nobility of the anode and cathode Phosphor Bronze • Copper • The temperature and composition of the electrolyte Cast Iron The time that the galvanic corrosion cell remains wet/moist • Aluminium Avoidance & Prevention Zinc Prevention is possible by excluding water from the bimetallic interface by Key painting, taping or otherwise coating the joint. Alternatively the two Can be used in direct contact in all conditions materials should be isolated from one another by painting the contact Can be used in direct contact in dry conditions (e.g. above d.p.c. -
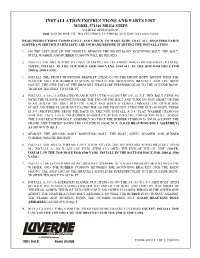
Installation Instructions and Parts List Model 571346 Mega Steps Vehicle Application: 2003 and Newer 155” Wb Chevrolet Express and Gmc Savana Vans
INSTALLATION INSTRUCTIONS AND PARTS LIST MODEL 571346 MEGA STEPS VEHICLE APPLICATION: 2003 AND NEWER 155” WB CHEVROLET EXPRESS AND GMC SAVANA VANS READ INSTRUCTIONS COMPLETELY AND CHECK TO MAKE SURE THAT ALL REQUIRED PARTS (LISTED ON SERVICE PARTS LIST) ARE ON HAND BEFORE STARTING THE INSTALLATION 1. ON THE LEFT SIDE OF THE VEHICLE, REMOVE THE FRONT BODY MOUNTING BOLT. THE BOLT, STEEL WASHER AND RUBBER CUSHION WILL BE REUSED. 2. INSTALL THE MULTI-THREAD U-NUT (ITEM #11) ON THE FRONT MOUNTING BRACKET (ITEM #2). (NOTE: INSTALL IN THE TOP HOLE FOR 1500 VANS. INSTALL IN THE BOTTOM HOLE FOR 2500 & 3500 VANS.) 3. INSTALL THE FRONT MOUNTING BRACKET (ITEM #2) TO THE FRONT BODY MOUNT WITH THE WASHER AND THE RUBBER CUSHION BETWEEN THE MOUNTING BRACKET AND THE BODY MOUNT. THE STEP END OF THE BRACKET SHOULD BE PERPENDICULAR TO THE OUTSIDE BODY. TIGHTEN THE BOLT TO 65 LB. FT 4. INSTALL A 3/8”-16 SERRATED FLANGE NUT (ITEM #10) ON THE 3/8”-16 X 5” HEX BOLT (ITEM #9) WITH THE FLANGE FACING TOWARD THE END OF THE BOLT AND TURN ON JUST SHORT OF THE HEAD. SCREW THE BOLT INTO THE U-NUT AND WHEN IT COMES THROUGH THE OTHER SIDE START ANOTHER FLANGE NUT FACING THE AS THE FIRST NUT. TURN THE NUT ON UNTIL THERE IS 3/4” PROTRUDING FROM THE FACE OF THE NUT, INSTALL A 3/8” FLAT WASHER (ITEM #18) AND THE .354 X 1.00 X .748 RUBBER WASHER (ITEM #14) INTO THE END OF THE BOLT. ADJUST THE LOAD REACTION BOLT ASSEMBLY SO THAT THE RUBBER CUSHION IS SNUG AGAINST THE FRAME AND TIGHTEN DOWN THE OUTSIDE FLANGE NUT. -

Finishing Workshop Columbus, Ohio May 16-17, 2017
Finishing Workshop Columbus, Ohio May 16-17, 2017 Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Types of Multi- Stage Washers Pretreatment washers are designed and built to meet specification requirements produced in collaboration between chemical experts, finishing coaters and experience of the equipment builder. Tank 2 Return Pump Tank 1 Return Pump Multi- Stage Washer 1 Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Types of Multi-Stage Washers Various designs of washers with different types of application methods are available. The most common are: Spray – (Vertical, Horizontal, Chain Drive, Other.) Tank 2 Return Pump Tank 1 Return Pump Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Types of Multi-Stage Washers Various designs of washers with different types of application methods are available. The most common are: Immersion – Dip Tanks Tank 2 Return Pump Tank 1 Return Pump Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Application Methods for Multi-Stage Pretreatment Washer • Spray • Immersion • Waterfall • Combined Each method can be supplied by the equipment manufacturer and each has some advantages and disadvantages. The type of application typically chosen by the paint shop is based on many factors such as type of parts to be processed, throughput required, available space, project cost, etc.. 2 Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Application Methods for Multi-Stage Pretreatment Washer Spray Immersion Waterfall Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Types of Application: Listed below are a few advantages and disadvantages of different types of application methods of pretreatment: Type Advantages Disadvantages Impingement (Spray) Aggressive cleaning Atomization can Good coverage facilitate: Control of flow Cross contamination (Direction & Target Areas) between stages. -

Fastener Identification Guide • 4.13 KM • Printed in the USA
HEAD STYLES Hex Cap Screw Bugle Hex cap screws feature a washer face on the Button Washer bearing surface, a chamfered point, and tighter body tolerances than hex bolts. Pan Binding Undercut Hex Bolt Similar to hex cap screw, hex bolts do not require a washer face or a pointed end and have a greater tolerance range in the body. Round Head Fillister Socket Head Cap Screw Socket heads feature an internal hexagonal drive DRIVES socket and close tolerances for precision assembly. Flat 82° Cross Recess Button Head Socket Cap Screw Type I FASTENER (Phillips) Button heads feature a dome shaped head, though Flat 100° this feature reduces the tensile capacity. Cross Recess Flat Head Socket Cap Screw Type IA Flat heads feature an 82° countersunk head for Flat Undercut (Pozidriv®) IDENTIFICATION flush connections. Like the button heads, this feature reduces the tensile capacity. Cross Recess Type II (Frearson) Low Head Socket Cap Screw Indented Hex Low heads are similar to standard socket heads, but with a shorter head for applications where clearance Cross Recess Square GUIDE is an issue. This head configuration also reduces the Combo strength capacity. Indented Hex Washer (Quadrex®) NUTS Carriage Bolt A round head bolt with a square neck under the Slotted head. These must be tightened with a nut. Serrated Hex Finished Hex Nuts: Hex Coupling Nuts: Washer Hexagonal shaped nuts with internal screw Designed to join two externally threaded Plow Bolt threads. Finished hex nuts are one of the most objects, usually threaded rod, together. Combination Similar to a carriage bolt, these have a flat head common nuts used. -

Owner's Manual
OWNER’S MOUNTAIN BIKE MANUAL THIS MANUAL CONTAINS IMPORTANT SAFETY, PERFORMANCE AND MAINTENANCE INFORMATION. READ THE MANUAL BEFORE TAKING YOUR FIRST RIDE ON YOUR NEW BICYCLE, AND KEEP THE MANUAL HANDY OF FUTURE REFERENCE. DO NOT return this item to the store. Questions or comments? 1-800-551-0032 NOTE: Illustrations in this Manual are for reference purposes only and may not reflect the exact appearance of the actual product. Specifications are subject to change without notice. HELMET USE & GENERAL MANUAL DISCLAIMER NOTE: The illustrations in this manual are used simply to provide examples; the components of your bicycle might differ. In addition, some of the parts shown might be optional and not part your bicycle’s standard equipment. The following manual is only a guide to assist you and is not a complete or comprehensive manual of all aspects of maintaining and repairing your bicycle. If you are not comfortable, or lack the skills or tools to assemble the bicycle yourself, you should take it to a qualified mechanic at a bicycle shop. Additionally, you can write or call us concerning missing parts or assembly questions. WARNING/IMPORTANT: Take notice of this symbol throughout this manual and pay particular attention to the instructions blocked off and preceded by this symbol. Dynacraft 1-800-551-0032 89 South Kelly Road, American Canyon, CA 94503 2 www.dynacraftbike.com HELMETS SAVE LIVES! WARNING: Always wear a properly fitted helmet when you ride your bicycle. Do not ride at night. Avoid riding in wet conditions. Correct fitting Incorrect fitting Make sure your helmet covers Forehead is exposed and vulnerable your forehead. -

Round Washer Head Screw General Purpose Self-Drilling Fastener for Metal Connection
Round Washer Head Screw General purpose self-drilling fastener for metal connection Specifications: - Gauge: #8 -Length: 1.25” - 2” -Recess: #2 Square -Head: Pan w/ Washer -Point: Drill -Thread Type: 18 TPI #2 Square Pan w/ Drill -Finish: Clear Zinc Washer - Round washer head provides a low profile connection and strong holding power for many non-countersinking applications - Square recess provides excellent torque transmission for high torque applications - Forged and hardened drill point - Clear zinc finish - ICC approval information available in ESR- 3558 - Designed for a wide variety of - Use a screwdriver with a torque controlled applications including window installation or precise depth-sensitive clutch and speeds or any application where the screw is not of up to 2500 RPM to be countersunk - Overdriving may cause a weak connection - 20ga to 12ga steel applications or thread strip-out of the steel - Three full threads must extend past the base metal for an acceptable connection Drive Item Code Gauge Length Thread Finish Quantity Point Head Type Clear #2 Pan w/ 08X125CKADDS #8 1 ¼” 18 TPI 1000 Box Drill Zinc Square Washer Clear #2 Pan w/ 08X200CKADDS #8 2” 18 TPI 1000 Box Drill Zinc Square Washer Torsional Strength Ultimate Shear (lbs) Ultimate Tensile (lbs) (lbs-in) 1377 1927 58.8 Base Metal Lap Joint Shear (lbs)* Pull Out (lbs)* Pull Over (lbs)* Thickness (in) 0.04 632 273 1430 0.05 812 383 1754 0.06 1274 549 1463 0.07 1312 711 1640 0.1 1317 1209 1764 *Figures represent ultimate average test results from 3rd party ICC accredited laboratory. -

Hex Serrated Flange Lock Nuts Built-In Locking Force Resists Loosening
PRODUCT SPECIFICATION SHEET Hex Serrated Flange Lock Nuts Built-in locking force resists loosening. Hex Serrated Flange Lock Nuts offer serrations on the bearing face of the flange that are designed to grip their installation surface to create locking resistance from loosening caused by vibration. Earnest Machine offers Hex Serrated Flange Lock Nuts in both standard and large flange diameter styles. in sizes ranging from #6 to 3/4" and M6 to M16. PRODUCT ATTRIBUTES ADDITIONAL HEX FLANGE PRODUCT WE SUPPLY Built-in serrations for maximum locking force Hex Flange Lag Screws Unibody design distributes clamping load over wider area Hex Flange Screws Replaces traditional nut and lock washer applications Metric & JIS Hex Flange Screws Sizes range from #6 to 3/4”, M6 to M16 Metric Stainless Steel Hex Flange Screws Hex Serrated Flange Screws MARKETS FOR HEX SERRATED FLANGE LOCK NUTS Large Flange Hex Serrated Flange Screws Agriculture Equipment Stainless Steel Hex Serrated Flange Screws Food Processing Equipment Metric Hex Serrated Flange Screws Robotics & Automation Hex Flange Nuts Automotive Metric & JIS Hex Flange Nuts Metric Stainless Steel Hex Flange Nuts THIS PRODUCT IS OFTEN CALLED... All Metal Hex Flange Lock Nuts Spin Lock Metric All Metal Hex Flange Lock Nuts Whiz Lock Nuts Nylon Insert Hex Flange Lock Nuts Serrated Tooth Nuts Metric Nylon Insert Flange Lock Nuts Serrated Hex Washer Nuts AVAILABLE VALUE ADDED SERVICES BACKED BY THE EARNEST The right part. Bulk, full & broken case quantities The right quantity. Secondary & rework services -

Plating S & Heat Treatment
Plating s & Heat Treatment Plating Description Zinc is the most popular of all commercial plantings because it is relatively economical and offers good corrosion resistance in environments not subject to excessive moisture. Commercial zinc plating has a standard minimum thickness of 0.00015 inches. However, Class 2A threads allowance in sizes No. 8 and smaller may not accommodate this thickness. Electro –Zinc To avoid any reduction in the strength properties of these screws, a thinner coating may be acceptable. A clear or bluish & Clear chromate finish is applied on top of the zinc to provide additional protection against white oxidation spots, which can form due to moisture. Electroplating is the most common way of applying zinc coatings to fasteners. It is recommended by certain industry experts that case-hardened parts which are electro-plated should be baked after plating to minimize the risk of hydrogen embrittlement (see below) Commercial zinc-yellow plating has a standard minimum thickness of 0.00020 inches. However, Class 2A thread Electro – Zinc allowances in sizes No. 8 and smaller may not accommodate this thickness. To avoid any reduction in the strength properties of these screws, a thinner coating may be acceptable. Yellow chromate offers a greater degree of protection & Yellow from white corrosion than does clear chromate. Electroplating is the most common way of applying zinc coatings to fasteners. Electro – Zinc A wax lubricant is added to the zinc coatings of certain fasteners to improve the ease of assembly. This is the standard plating for thread rolling screws including the Plastite and Taptite II, as well as two-way reversible center-lock nuts. -

Bicycle Owner's Manual
PRE-RIDE CHECKLIST Bicycle Are you wearing a helmet and other Are your wheels’ quick-releases properly appropriate equipment and clothing, such fastened? Be sure to read the section on proper as protective glasses and gloves? Do not wear operation of quick-release skewers (See PART I, loose clothing that could become entangled in Section 4.A Wheels). Owner‘s Manual the bicycle (See PART I, Section 2.A The Basics). Are your front and rear brakes functioning Are your seatpost and stem securely fastened? properly? With V-brakes, the quick release Twist the handlebars firmly from side to side “noodle” must be properly installed. With while holding the front wheel between your cantilever brakes, the quick release straddle knees. The stem must not move in the steering cable must be properly attached. With caliper tube. Similarly, the seatpost must be secure in brakes the quick release lever must be closed. the seat tube (See PART I, Section 3. Fit). With any rim brake, the brake pads must make firm contact with the rim without the brake Are you visible to motorists? If you are riding at levers hitting the handlebar grip (See PART I, dusk, dawn or at night, you must make yourself Section 4.C Brakes). visible to motorists. Use front and rear lights With hydraulic disc brakes, check that the and a strobe or blinker. Reflectors alone do BICYCLE not provide adequate visibility. Wear reflective lever feels firm, does not move too close to the clothing (See PART I, Section 2.E Night Riding handlebar grip, and there is no evidence of and PART II, A. -

Screwdriver Wrench Washer Nut Bolt
Knowledge domain: Mechanical Unit: Attachment Skill: Tightening Nuts Tools and Parts Required 1) Wrench 2) Selection of nuts 3) Selection of bolts 4) Piece of metal with a hole 5) Selection of washers 6) Screwdriver 7) Safety goggles 8) Work gloves Screwdriver Bolt Nut Wrench Washer Introduction A nut is a hardware fastener with a threaded hole. Nuts are used with bolts to secure two objects together. Bolts go through two pieces of material. Bolts keep the pieces of material from separating. Bolts can keep two pieces from sliding against one another. Bolts connect objects together. Nuts stabilize the bolts. Nuts loosen over time. Washers are used with nuts to help keep them tight. Lock washers prevent a nut from loosening. Flat washers prevent the material from cracking from the pressure. However, occasionally, nuts must be tightened. Nuts are tightened with a wrench and a screwdriver. Loose nuts can cause stretchers and operating chairs to wobble. Very loose nuts can cause the bolts to fall out and the device to come apart. Example Below is a picture of a nut before and after tightening. Bolt Bolt Washer Nut Screwdriver Nut Washer Wrench Nut Bolt Identification and Diagnosis Tighten a nut if the nut is loose. If a mechanical device shakes unnecessarily, check for loose nuts. Look for nuts that you can turn with your hand. Tighten these nuts with a wrench and a screwdriver. Add a washer between the material and the nut. This helps keep the nut tight. Use a lock washer if you’re working with metal. Use a lock washer if the nut is on a device that undergoes movement or vibration. -

Technical Specifications Guide for Fasteners
fastrite_2011_fut.ai 8/4/11 4:29:01 PM C M Y CM MY CY CMY K Important Disclaimer All of the information provided in this publication is intended for reference purposes only. The publisher is merely furnishing information and does not warrant or guarantee the completeness or the accuracy of the information provided herein. There is no effort on the publisher’s part toward price fixing or regulating prices. Publisher assumes no responsibility for loss, claims, or damages resulting from use of the information in this catalog. TECHNICAL INFORMATION A-1 A Metric (Continued) Nuts, Jam .........................................................A-36 Anchors−Application & Socket Screws, Button Head..............................A-44 Socket Screws, Flat Head..................................A-43 Drilling Information...................................A-45, A-46 Socket Screws, Socket Head Cap......................A-43 B Socket Set Screws ............................................A-44 Tap Drill Guide ..................................................A-50 Bolts Thread and Din Information ...............................A-34 Washers, External Tooth Lock............................A-38 ASTM and SAE Specifications, Proof Loads Washers, Flat....................................................A-37 & Tensile Strengths............................................A-14 Washers, Internal Tooth Lock .............................A-38 Carriage............................................................A-19 Washers, Split Lock...........................................A-37 -

User's Guide for Topload Washers
User's Guide for Topload Washers TLW22C_SVG Original Instructions Keep These Instructions for Future Reference. CAUTION: Read the instructions before using the machine. (If this machine changes ownership, this manual must accompany machine.) Part No. 204367R2 www.alliancelaundry.com October 2018 WARNING Failure to install, maintain, and/or operate this ma- chine according to the manufacturer's instructions may result in conditions which can produce bodily in- jury and/or property damage. W030 WARNING For your safety and to reduce the risk of fire or an ex- plosion, do not store or use gasoline or other flamma- ble vapors and liquids in the vicinity of this or any oth- er appliance. W022 NOTE: The WARNING and IMPORTANT instructions ap- pearing in this manual are not meant to cover all possi- ble conditions and situations that may occur. It must be understood that common sense, caution, and careful- ness are factors which cannot be built into these wash- ers. These factors MUST BE supplied by the person(s) installing, maintaining, or operating the unit. Always contact the distributor, service agent, or the manufacturer about any problems or conditions you do not understand. Read all instructions before using unit. This product uses FreeRTOS V7.2.0 (www.freertos.org). © Copyright, Alliance Laundry Systems LLC - 3 Part No. 204367R2 DO NOT COPY or TRANSMIT Table of Contents Safety Information............................................................................. 6 Explanation of Safety Messages................................................................