1. Sawing 1.8 Portable Saws 1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Harris Absolute Auction
Shopper’s Review, Highland, IL • Tuesday, July 7, 2020 Page 11 Harris Absolute Auction Sunday, July 26th @ 11am Special Viewing Wednesday, July 15th @ 5-6pm For Sale by Owner: 445 Arkansas Rd, Highland, IL 62249 This must-see split bedroom Directions: From Highland: head South on Poplar Street to Arkansas Rd, continue approx. 4 miles - Home is on the Right; (or) atrium ranch at 30 Liberty Ln., From St. Morgan: Turn East onto Rose Rd. - go 1.5 miles, turn Left onto Arkansas Rd. - go 0.6 miles - Home on the Left; Watch for Signs Highland, IL, has everything you need. Included in REAL ESTATE: Super nice full-brick ranch-style home on a beautidul 1.28+/- lot with mature walnut, oak & maple approximately 3,800sf of living trees! Three bedroom two-and-a-half bath. Large living room, eat-in kitchen, main floor laundry, full finished area are 4 bedrooms, 3.5 baths, basement. Forced-air heat with central-air and newer furnace. Newer architectural shingled roof. Aeration system. walkout basement, hardwood Over-sized 2 car garage. Tri Township water and backup well. Stocked pond with dock! floor in the main living area, a kitchen made for efficient meal preparation with a large quartz-topped island and tile backsplash, a stacked-stone fireplace and much more. The lower level includes a large BR, a bath, and a large rec room area for entertaining and play. PERSONAL PROPERTY ITEMS: Tools & Outdoor: workbenches, bench vices, woodworking tools, hand tools, wrenches, There is an oversized 3-car screwdrivers, pliers, hammers, drills, saws, miscellaneous hardware; Craftsman electric chainsaw, lawn & garden tools, rakes, garage plus lower level storage shovels, weed eaters, extension cords. -

Cerca Il Codice Della Barra Oregon (Che Trovi Nel Nostro Titolo) E Premi "Successivo" Sino a Quando Non Arrivi Alla Marca Della Tua Motosega
Con la funzione "Trova" cerca il codice della barra Oregon (che trovi nel nostro titolo) e premi "Successivo" sino a quando non arrivi alla marca della tua motosega. cm “ “ mm SL/MP/SP/GP SX/PXB/SFG/SFH RN AT SD/ML/DG AEG® KES35, 30 12 91 0.050 1,3 91VG/91VX/91P 6 45E 120SPEA041* 120SXEA041 120SDEA041* KS30, KS35, KS40 35 14 52E 140SPEA041* 140SXEA041 140SDEA041* 40 16 57E 160SPEA041* 160SXEA041 160SDEA041* KES36 33 13 .325 0.063 1,6 22BPX/LPX 7 56E 133SLBD025 38 15 62E 153SLGD025 153SFGD025 153RNBD025 40 16 67E 163SLGD025 163SFGD025 163RNBD025 163ATMD025 45 18 74E 183SLGD025 183SFGD025 183RNBD025 183ATMD025 50 20 81E 203SLGD025 203ATMD025 33 13 3/8 0.063 1,6 75LGX/LPX/D/DP 7 52E 38 15 56E 153SLHD025 153SFHD025 153RNDD025 40 16 60E 163SLHD025 163SFHD025 163RNDD025 163ATMD025 45 18 66E 183SLHD025 183SFHD025 183RNDD025 183ATMD025 50 20 72E 203SLHD025 203SFHD025 203RNDD025 203ATMD025 ALKO E1200, 1400E, 1500E, 2000, 2300, 30 12 91 0.050 1,3 91VG/91VX/91P 7 45E 120SPEA041* 120SXEA041 120SDEA041* E125, 25A, KS, KSB, 35 14 52E 140SPEA041* 140SXEA041 140SDEA041* KE4000, KE3500 VARIO 40 16 57E 160SPEA041* 160SXEA041 160SDEA041* KB3500, KB4000, 30 12 91 0.050 1,3 91VG/91VX/91P 6 44E 120SDEA218* KB4500, BKS38-35 35 14 49E 140SPEA218* 140SDEA218* 35 14 50E 40 16 55E 160SPEA218* 160SDEA218* 140 30 12 .325 0.050 1,3 20BPX/LPX 7 55E 35 14 61E 240 35 14 .325 0.050 1,3 20BPX/LPX 7 57E KB5000 40 16 .325 0.050 1,3 20BPX/LPX 7 65E 160SLGZ095 40 16 66E 160SLGK095 160RNBK095 45 18 72E 180SLGK095 1074, P21, P26, P28 35 14 .325 0.058 1,5 21BPX/LPX 7 60E 40 16 -
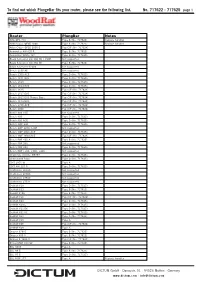
To Find out Which Plungebar Fits Your Router, Please See the Following List
To find out which PlungeBar fits your router, please see the following list. No. 717622 - 717625 page 1 Router PlungBar Notes AEG OFS 710 Type B (No. 717623) Replace handles Atlas Copco OFSE 1000 Type B (No. 717623) Replace handles Atlas Copco OFSE 2000 E Typ C/F (No. 717624) Axminster AW 635 R Type B (No. 717623) Axminster White 127 Type D (No. 717625) Black & Decker KW 800 EK / 780E Not supported Black & Decker KW 850 EK Type B (No. 717623) Black & Decker RP200 Not supported Bosch 1100 AE Not supported Bosch 1300 ACE Type D (No. 717625) Bosch 1611 EVS Type D (No. 717625) Bosch 1613 Type D (No. 717625) Bosch 1614 EVS Type D (No. 717625) Bosch 1615 Typ C/F (No. 717624) Bosch 1617 EVS Typ C/F (No. 717624) Bosch 1617 EVS Plunge Base Typ C/F (No. 717624) Bosch 1619 EVS Typ C/F (No. 717624) Bosch 1700 ACE Typ C/F (No. 717624) Bosch 2000 Typ C/F (No. 717624) Bosch 600 ACE Not supported Bosch 800 Type D (No. 717625) Bosch 900 ACE Type D (No. 717625) Bosch GOF 900 Type D (No. 717625) Bosch GOF 1250 (L)CE Not supported Bosch GOF 1300 ACE Type D (No. 717625) Bosch GOF 1600 ACE Typ C/F (No. 717624) Bosch POF 400 A Type B (No. 717623) Bosch POF 500 Not supported Bosch POF 800 Type D (No. 717625) Bosch POF 1100, 1300, 1400 Not supported Challenge Xtreme M5757 Type D (No. 717625) Charnwood P220 Type D (No. 717625) CMT 1850 W Type A CMT AW 127 R Type D (No. -

Circular Saws 530 | Circular Saw Blades | Overview Bosch Accessories for Power Tools 09/10
Circular saws 530 | Circular Saw Blades | Overview Bosch Accessories for Power Tools 09/10 531 The right circular saw blade for 537 Optiline Wood 548 Construct Wood every job 533 More bite thanks to the sharp 542 Speedline Wood 551 Construct Metal teeth from Bosch 535 The right circular saw blade for 545 Multi Material 554 Accessories for Circular Saws any saw The new circular saw blade range: Five outstanding lines for all conventional applications. Bosch has expanded its range of circu- lar saw blades for mitre saws, cordless handheld circular saws and construction site bench circular saws. Bosch now offers circular saw blades specially designed to cut metal. The circular saw blade range now perfectly meets the needs of specialist dealers and professional tradesmen. These fi ve product lines cover every applica- tion, from interior jobs to construction. Tried and tested Bosch quality and outstanding performance guarantees satisfi ed customers. The outstanding value for money increases the demand for Bosch blades and therefore the sales volume. Our colour coding system and clearly labelled packaging means you can fi nd the right blade more quickly and easily than ever before. Bosch Accessories for Power Tools 09/10 Circular Saw Blades | Overview | 531 The right circular saw blade for every job. A precise blade for producing a quality cut in all standard woodworking applications. A fast blade for cuts along and across all types of wood. The perfect blade for making powerful cuts with clean cutting edges in all different kinds of materials. The ideal blade for making coarse cuts through construction site timber. -

Catalogue 45 Circular Saw Blades Made in Germany
3869 RZ EDN Katalog 2009 D_Kapitel1:EDN Katalog 07.04.2009 15:19 Uhr Seite U_1 Catalogue 45 Circular Saw Blades Made in Germany 3869 RZ EDN Katalog 2009 D_Kapitel1:EDN Katalog 07.04.2009 15:19 Uhr Seite U_2 3869 RZ EDN Katalog 2009 D_Kapitel1:EDN Katalog 07.04.2009 15:07 Uhr Seite 1 Carbide tipped saw blades ”Made in Germany” Content More than 45 years a name in the sawing industry! Seite Material allocation / technical information 2-4 Superline saw blades 5-9 LWS · UWS · KWS · VWS · KTS · VTS · KDTH pos. + neg. Standard saw blades 11-18 LFZ · LWZ · LF · QW · UW · GW · KWG · KW · VW ATS (Anti-Sound) saw blades 19-20 Special saw blades 21-44 LWD · UWD · VWD · FWD · NFD · WKN · LWP · VWN · UH · VTH · KDH pos. + neg. KTF · VTF · VWF · RSK · RS · UWP · PTF · ZFR · ZWR · LFR · LW · LFB · WPA · LW Saw blades for tenoner · Groover · Lamello Aluminium and steel saw blades 45-65 NE Pos. · NE neg. · STI · STS · STW · HS DM05 · HSE · segment saw blades tube saws · ATF Series 05 saw blades 66-72 For portable power saws, crosscut saws, mitre saws and saw benches Construction site saw blades 73-77 CV · BWK · BTS · BTK · BHS · BFA Mini-Groover / Portas bits 78-80 Reducing rings 82-83 Reworking and custom-made products 84 1 3869 RZ EDN Katalog 2009 D_Kapitel1:EDN Katalog 07.04.2009 15:07 Uhr Seite 2 Technical details Material allocation Which EDN saw blade for which material? Material Saw types particularly recommended Saw types for good cutting quality Natural wood soft-longitude LFZ2, LF, LW, LFR, ZFR LFZ1, LWS, LWZ, QW, UWS, UW, GW, WPA, ZWR soft-cross -

Milw Acc 2014-15 Running Change 24.6.Indd
Accessories Catalogue 2014 / 15 2 Contents Page No. Abrasive Paper 99 – 102 Angle Grinder System Accessories / FIXTEC Nut 96 – 97 Band Saw Blades 118 Batteries 146 Biscuit Jointer Accessories 139 Caulk and Adhesive Gun Accessories 143 Chargers 145 Chisels & Special Application Tools – SDS-plus 22 – 24 – SDS-Max 25 – 26 / 29 – 21 mm K-Hex 27 – 29 Chucks – Keyed & Keyless 78 – 79 – Chuck Adaptors 77 Circular Saw Blades / System Accessories 127 – 129 Cores / Tunnel Bits – TCT – SDS-plus 11 – SDS-Max 16 – 17 – 21 mm K-Hex 19 – Universal 12 – 13 Cutting & Grinding Discs 95 Diamond Blades / Diamond Cup Wheels 88 – 94 Diamond Core Bits – Wet Core Bits / System Accessories 80 – 82 – Dry Core Bits / System Accessories 83 – 87 Drill Bits ■ Concrete – SDS-plus 7 – 10 – SDS-plus RX4 4 – 6 – SDS Multipurpose 10 – SDS-Max 14 – 15 – 21 mm K-Hex 18 ■ Concrete / Masonry (round shank) – Concrete 31 – Concrete Super 32 ■ Multi Material 33 ■ Wood – Auger Impact Rated 36 – Auger 37 – Cable 43 – Flat Boring 42 – Forstner / TCT Forstner 40 – Lip & Spur 41 ■ Selfeed Bits – Switchblade™ Selfeed 38 – Selfeed 38 – Speed Feed™ 43 ■ Glass & Tile – Glass & Tile 33 – Diamond Grit 34 ■ Metal – HSS Annular Cutters 57 – 59 – HSS-Cobalt 54 – 55 – HSS-Ground DIN 1897 / Double Ended / DIN 340 51 – 52 – HSS-Ground THUNDERWEB 49 – 50 – HSS-Ground – ¼˝ Hex Step / Cone Drills 53 – HSS-Rollforged 47 – 48 – HSS-G Shockwave – ¼˝ Hex Drills 74 ■ Contractor Sets – 50/100 pc Set 56 Drill Connect 20 – 21 Drilling System Accessories – QUIK-LOK Cables / Side Handles / Right Angle Drill -

Zur Lage Der Elektrowerkzeugbranche in Der Region Stuttgart Branchenanalyse 2007
Jürgen Dispan Dieter Knauß Christa Lang Zur Lage der Elektrowerkzeugbranche in der Region Stuttgart Branchenanalyse 2007 Heft Nr. 1 / 2007 Institut für Medienforschung Geschäftsführung Beirat Bankverbindung und Urbanistik GmbH Dr. H. Biehler Prof. Dr. K. Brake GenossenschaftsbankGLS Gemeinschaftsbank eG eG Mü nchen Hasenbergstraße 49 Heinz Pfäfflin H. Düvel BLZ 701430 694609 64,67, KTO 42370 052 750 412 00 D-70176 Stuttgart Martin Schwarz-Kocher B. Eichler IBAN DE 1070 701643060967 9464 70050000 24124237 0050 Telefon +49 (0)711/2 37 05-0 Prof. Dr. J. Genosko Telefax +49 (0)711/2 37 05-11 Prof. Dr. W. Nohl AmtsgerichtUst. Id.-Nr. DE München 129383196 [email protected] Prof. Dr. R. Pieper VRHandelsregister 10242 B Nr. 77742 www.imu-institut.de Prof. Dr. K.-H. Tjaden ISSN 1611-8391 ISBN 978-3-934859-21-0 Zur Lage der Elektrowerkzeugbranche in der Region Stuttgart Branchenanalyse 2007 Informationsdienst des IMU-Instituts – Heft Nr. 1 / 2007 Auftraggeber: IG Metall Region Stuttgart Fronackerstraße 60 71332 Waiblingen Bearbeitung: IMU-Institut (Kap. 1/2) IG Metall Region Stuttgart (Kap. 3) Dr. Jürgen Dispan Dieter Knauß, Christa Lang Hasenbergstraße 49 Fronackerstraße 60 70176 Stuttgart 71332 Waiblingen Telefon: 0711 / 23 70 5-0 (24) 07151 / 95 26-0 Telefax: 0711 / 23 70 5-11 07151 / 95 26-22 E-Mail: [email protected] [email protected] Redaktionsschluss: August 2007 Termine der Expertengespräche: Oktober/November 2006 Termine der Gruppendiskussionen: November 2006 und Juni 2007 © 2007 by IMU-Institut München Alle Rechte vorbehalten IMU Inhaltsverzeichnis 1. EINLEITUNG 1 2. STRUKTURWANDEL IN DER ELEKTROWERKZEUGBRANCHE 5 2.1 Branchenstruktur 5 2.2 Marktentwicklung und wirtschaftliche Lage 9 2.3 Unternehmensstrategien 12 2.4 Flexible Produktionssysteme 16 2.5 Trends bei Beschäftigung und Arbeitspolitik 18 3. -
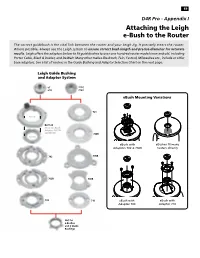
Attaching the Leigh E-Bush to the Router
69 D4R Pro - Appendix I Attaching the Leigh e-Bush to the Router The correct guidebush is the vital link between the router and your Leigh Jig. It precisely steers the router. Where possible, always use the Leigh system to ensure correct bush length and precise diameter for accurate results. Leigh offers the adaptors below to fit guidebushes to over one hundred router models new and old, including Porter Cable, Black & Decker, and DeWalt. Many other makes like Bosch, Fein, Festool, Milwaukee etc., include or offer base adaptors. See a list of routers in the Guide Bushing and Adaptor Selection Chart on the next page. Leigh Guide Bushing and Adaptor System e7 711C e10 716C eBush Mounting Variations 721 RA1126 RA1129 Set of two Bosch Adaptors: RA1126 and RA1100 704R RA1100 eBush with eBushes fit many Adaptors 702 & 702R routers directly 702 705R 702R 706R 703 710 eBush with eBush with Adaptor 703 Adaptor 710 Nut for e-Bushes and C Guide Bushings 70 Appendix I D4R Pro User Guide ATTACHING THE LEIGH E-BUSH TO THE ROUTER Guide Bushing and Adaptor Selection Leigh dovetail jigs require a router fitted with a guide bushing. An adaptor may be required to fit the bushing to the router. Visit Leightools.com for a complete list of routers. 1 ROUTER 2 ROUTER 3 ROUTER 4 7/16" OD 5 5/8" OD DIRECTIONS MAKER MODEL ADAPTOR BUSHING ◆ BUSHING ▲ OFE 710 in plunge base Not Required e7 or 711C 716C A. Locate name of router maker in AEG OFSE 2000 703 e7 or 711C 716C Column 1. -
Case Study Series
INDUSTRY CASE STUDY SERIES on IP-Management MIPLM INDUSTRY CASE STUDY SERIES What is the MIPLM Industry Case Study Series? The MIPLM Industry Case Study Series is aimed at documenting European best practice in IP management in different industries and companies of various sizes. The CEIPI Master's program in Intellectual Property Law and Management (MIPLM) has been honing the IP management skills of IP experts since 2006. The program teaches strategy develop- ment for IP organization and implementation of IP strategies, integration of IP in corporate inno- vation management, IP-based business development, as well as leadership skills. Our IP management case studies from the Industry Series provide practical insights into these topics, covering specific cases in real companies. The co-authors are top managers of these com- panies and vouch for the authenticity of the reported cases with their names. MIPLM INDUSTRY CASE STUDY SERIES 2 What titles are already available in the MIPLM Industry Case Study Series? Title Industry Technological field Abus – Security Solutions Smart Home Security technology ARRI – Professional Motion Picture Optics, Electricals Image processing Equipment Agricultural CLAAS – Digital Revolution in Agriculture Smart Farming machinery HILTI –Business model transformation to adapt Construction Industry Power Tools Industry to the digitization in the construction industry IFM – PMD in optical sensors Factory Equipment Automation – sensors Smart Factory, Control Controll cabinet sys- Rittal – Smart factory showcase for -

Estacionarias
HOJAS DE SIERRA CIRCULAR ESTACIONARIAS 10º 15º APLICACIÓN ● Madera, aglomerado 10º/15º y madera prensada. Ámbito de utilización: Esta herramienta es la más adecuada para corte longitudinal y transversal. Más aplicaciones: • Madera dura o blanda. envase individual • Plásticos laminados hasta 30 mm. Diám. exterior Nº Espes. dientes NL APLICACIONES Dientes CORTE U E REF Diám. agujero Forma DEWALT, ELEKTRA, BECKUM, ELU, FESTOOL, FLOJETT, MEDIO/ 250x3,2x30/20 COMBI HAFFNER, HITACHI, MAFELL, MAKITA, METABO, ROBLAND, 40/WS 1 52500202 FINO ULMIA DEWALT, ELEKTRA, BECKUM, ELU, FESTOOL, FLOJETT, MEDIO/ 250x3,2x30 COMBI HAFFNER, HITACHI, MAFELL, MAKITA, METABO, ROBLAND, 48/WS 1 72500203 FINO ULMIA DEWALT, ELEKTRA, BECKUM, ELU, FESTOOL, FLOJETT, 250x3,2x30 COMBI HAFFNER, HITACHI, MAFELL, MAKITA, METABO, ROBLAND, 60/WS FINO 1 52500204 ULMIA DEWALT, ELEKTRA, BECKUM, ELU, FESTOOL, FLOJETT, 250x3,2x30 COMBI HAFFNER, HITACHI, MAFELL, MAKITA, METABO, ROBLAND, 80/WS MUY FINO 1 72500205 ULMIA DEWALT, ELU, HAFFNER, HOLZ-HER, METABO, ROBLAND, MEDIO/ 300x3,2x30 COMBI 48/WS 1 73000201 SCHEPPACH FINO DEWALT, ELU, HAFFNER, HOLZ-HER, METABO, ROBLAND, 300x3,2x30 COMBI 60/WS FINO 1 73000202 SCHEPPACH DEWALT, ELU, HAFFNER, HOLZ-HER, METABO, ROBLAND, 300x3,2x30 COMBI 72/WS MUY FINO 1 73000203 SCHEPPACH DEWALT, ELU, HAFFNER, HOLZ-HER, METABO, ROBLAND, 300x3,2x30 COMBI 96/WS MUY FINO 1 73000204 SCHEPPACH METABO, MAFELL, MAKITA, FESTO, DEWALT, SKIL, HITACHI, 32/WS 305x2,6x30 COMBI MEDIO 1 73052700 BOSCH NEG METABO, MAFELL, MAKITA, FESTO, DEWALT, SKIL, HITACHI, 60/WS 305x2,6x30 -

HITACHI Handkreissäge C7MFA SCHEPPACH Eintauchsäge CS55
KW30 - 2021 "1964 - - 2014" HITACHI Handkreissäge C7MFA Typ C7MFA Leistungsaufnahme W 1010 Leerlaufdrehzahl U/min 5500 Sägeleistung bei 45° mm 0-46 Sägeleistung bei 90° mm 0-68 Abmessungen BxHxL mm 291x210x242 Gewicht kg 3,6 Preis 155 ,00 € 2-Stufen Sicherheitsschalter; Anschluss für Absaugadapter; Erhöhte Sicherheit durch großen Zusatzhandgriff; Gehrungsschnitte bis 45°; Kompakt und leicht; Nachjustierbare, nickelbeschichtete Aluminiumgrundplatte; Schnitttiefenverstellung durch Klemmhebel; Spindelarretierung. Lieferumfang HM-Sägeblatt (185x2,0x30mm); Parallelanschlag; Steckschlüssel; Sechskantschlüssel; Flügelschraube. SCHEPPACH Eintauchsäge CS55 Typ CS55 Motor 230V W 1200 Leerlaufdrehzahl U/min 5500 Schnittgeschwindigkeit m/sec 46 Sägeblattmaße mm 160x20 Sägeleistung bei 45° mm 41 Sägeleistung bei 90° mm 55 Absaugstutzen mm 38 Maße ca. BxHxL mm 260x235x340 Gewicht ca. kg 4,8 Preis 199,00 € Präzise Schnitte bis zu einer Materialstärke von 55mm; Geeignet für unterschiedlichste Materialien wie Massivholz, Arbeitsplatten, beidseitig beschichtete MDF-Platten, usw.; Mit Führungsschiene besonders geeignet für Ablängarbeiten z.B. an Türen, Dehnungsfugen in Parkettböden oder Schattenfugen gelingen leicht und präzise; Stufenlos einstellbare Schnitttiefenbegrenzung bis max. 55mm; Automatischer Spaltkeil; Schienensystem inklusive Splitterschutz für präzise und ausrissfreie Schnitte; Haftunterlage an der Unterseite der Führungsschiene für sicheren Halt auf dem Werkstück; Gleitbeläge auf der Führungsschiene sorgen für eine leichtgängige Maschinenführung; -
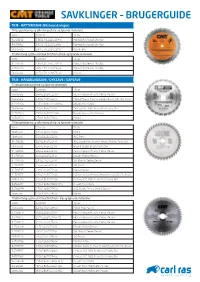
Savklinger – Brugerguide
SAVKLINGER – BRUGERGUIDE TRÆ – BATTERISAVE (Blisterpakninger) Til længdeskæring og afkortning af træ og lignende materialer. Varenr. Størrelse Til sav 34703152 136x1,5/1,0x20 Z18 W Makita 18v, Dewalt 18v (Ny) 34703412 165x1,7/1,1x20 Z24 W Makita 18v, Dewalt 18v (Ny) Skaffevare 184x1,7/1,1x20 Z24 W Dewalt 36v Til afkortning og fine snit med flot finish af træ og lignende materialer. Varenr. Størrelse Til sav 34703155 136x1,5/1,0x20 Z36 W Makita 18v, Dewalt 18v (Ny) 34703419 165x1,7/1,1x20 Z36 W Makita 18v, Dewalt 18v (Ny) Skaffevare 165x1,7/1,1x30 Z36 W Hitachi TRÆ – HÅNDRUNDSAVE / DYKSAVE / KAPSAVE Til længdeskæring af træ og lignende materialer. Varenr. Størrelse Til sav Skaffevare 160x2,2x20 Z12 W Festool dyksav, Hitachi, Makita, Metabo Skaffevare 190x2,6x30 Z12 W Makita, Hitachi, Festool, Dewalt, Bosch, AEG, Elu, Ryobi 34704065 216x2,8x30 Z24 W NEG Dewalt, Elu, Hitachi Skaffevare 210x2,8x30 Z24 W Festool, AEG, B&D, Bosch, Elu, Hitachi, Skil 34704565 250x2,8x30 Z24 WB Dewalt, Festool, Elu, Metabo 34700566 270x2,8x30 Z28 W Makita Til længdeskæring og afkortning af træ og lignende materialer. Varenr. Størrelse Til sav Skaffevare 120x1,8x20 Z18 W Mafell Skaffevare 130x2,4x20 Z20 W AEG, Atlas 34703235 150x2,4x20 Z24 W AEG, Dewalt, Elu, Festool, Hitachi, Makita, Ryobi, Skil Skaffevare 160x2,6x16 Z24 W Black & Decker, Bosch, Ryobi, Skil 34703335 160x2,2x20 Z24 W Festool dyksav, Hitachi, Makita, Metabo 34703425 165x2,6x20 Z24 W Dewalt, Makita, Metabo 34703605 184x2,6x16 Z24 W Skil, Black & Decker, Dewalt 34703705 190x2,6x16 Z24 W Skil, Bosch 34703735 190x2,6x20 Z24 W Makita, Metabo 34703765 190x2,6x30 Z24 W Makita, Hitachi, Festool, Dewalt, Bosch, AEG, Elu, Ryobi 34703969 210x2,8x30 Z36 W Festool, AEG, B&D, Bosch, Elu, Hitachi, Skil 34704072 216x2,8x30 Z48 W NEG Dewalt, Elu, Hitachi 34704269 230x2,8x30 Z36 W AEG, Bosch, Festool, Mafell, Scheer Skaffevare 270x2,8x30 Z42 W Makita Til afkortning og fine snit med flot finish i træ og lignende materialer.