Surface Design
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Repoussé Work for Amateurs
rf Bi oN? ^ ^ iTION av op OCT i 3 f943 2 MAY 8 1933 DEC 3 1938 MAY 6 id i 28 dec j o m? Digitized by the Internet Archive in 2011 with funding from Boston Public Library http://www.archive.org/details/repoussworkforamOOhasl GROUP OF LEAVES. Repousse Work for Amateurs. : REPOUSSE WORK FOR AMATEURS: BEING THE ART OF ORNAMENTING THIN METAL WITH RAISED FIGURES. tfjLd*- 6 By L. L. HASLOPE. ILLUSTRATED. LONDON L. UPCOTT GILL, 170, STRAND, W.C, 1887. PRINTED BY A. BRADLEY, 170, STRAND, LONDON. 3W PREFACE. " JjJjtfN these days, when of making books there is no end," ^*^ and every description of work, whether professional or amateur, has a literature of its own, it is strange that scarcely anything should have been written on the fascinating arts of Chasing and Repousse Work. It is true that a few articles have appeared in various periodicals on the subject, but with scarcely an exception they treated only of Working on Wood, and the directions given were generally crude and imperfect. This is the more surprising when we consider how fashionable Repousse Work has become of late years, both here and in America; indeed, in the latter country, "Do you pound brass ? " is said to be a very common question. I have written the following pages in the hope that they might, in some measure, supply a want, and prove of service to my brother amateurs. It has been hinted to me that some of my chapters are rather "advanced;" in other words, that I have gone farther than amateurs are likely to follow me. -
The Use of Titanium in Dentistry
Cells and Materials Volume 5 Number 2 Article 9 1995 The Use of Titanium in Dentistry Toru Okabe Baylor College of Dentistry, Dallas Hakon Hero Scandinavian Institute of Dental Materials, Haslum Follow this and additional works at: https://digitalcommons.usu.edu/cellsandmaterials Part of the Dentistry Commons Recommended Citation Okabe, Toru and Hero, Hakon (1995) "The Use of Titanium in Dentistry," Cells and Materials: Vol. 5 : No. 2 , Article 9. Available at: https://digitalcommons.usu.edu/cellsandmaterials/vol5/iss2/9 This Article is brought to you for free and open access by the Western Dairy Center at DigitalCommons@USU. It has been accepted for inclusion in Cells and Materials by an authorized administrator of DigitalCommons@USU. For more information, please contact [email protected]. Cells and Materials, Vol. 5, No. 2, 1995 (Pages 211-230) 1051-6794/95$5 0 00 + 0 25 Scanning Microscopy International, Chicago (AMF O'Hare), IL 60666 USA THE USE OF TITANIUM IN DENTISTRY Toru Okabe• and HAkon Hem1 Baylor College of Dentistry, Dallas, TX, USA 1Scandinavian Institute of Dental Materials (NIOM), Haslum, Norway (Received for publication August 8, 1994 and in revised form September 6, 1995) Abstract Introduction The aerospace, energy, and chemical industries have Compared to the metals and alloys commonly used benefitted from favorable applications of titanium and for many years for various industrial applications, tita titanium alloys since the 1950's. Only about 15 years nium is a rather "new" metal. Before the success of the ago, researchers began investigating titanium as a mate Kroll process in 1938, no commercially feasible way to rial with the potential for various uses in the dental field, produce pure titanium had been found. -

Metals and Metal Products Tariff Schedules of the United States
251 SCHEDULE 6. - METALS AND METAL PRODUCTS TARIFF SCHEDULES OF THE UNITED STATES SCHEDULE 6. - METALS AND METAL PRODUCTS 252 Part 1 - Metal-Bearing Ores and Other Metal-Bearing Schedule 6 headnotes: Materials 1, This schedule does not cover — Part 2 Metals, Their Alloys, and Their Basic Shapes and Forms (II chemical elements (except thorium and uranium) and isotopes which are usefully radioactive (see A. Precious Metals part I3B of schedule 4); B. Iron or Steel (II) the alkali metals. I.e., cesium, lithium, potas C. Copper sium, rubidium, and sodium (see part 2A of sched D. Aluminum ule 4); or E. Nickel (lii) certain articles and parts thereof, of metal, F. Tin provided for in schedule 7 and elsewhere. G. Lead 2. For the purposes of the tariff schedules, unless the H. Zinc context requires otherwise — J. Beryllium, Columbium, Germanium, Hafnium, (a) the term "precious metal" embraces gold, silver, Indium, Magnesium, Molybdenum, Rhenium, platinum and other metals of the platinum group (iridium, Tantalum, Titanium, Tungsten, Uranium, osmium, palladium, rhodium, and ruthenium), and precious- and Zirconium metaI a Iloys; K, Other Base Metals (b) the term "base metal" embraces aluminum, antimony, arsenic, barium, beryllium, bismuth, boron, cadmium, calcium, chromium, cobalt, columbium, copper, gallium, germanium, Part 3 Metal Products hafnium, indium, iron, lead, magnesium, manganese, mercury, A. Metallic Containers molybdenum, nickel, rhenium, the rare-earth metals (Including B. Wire Cordage; Wire Screen, Netting and scandium and yttrium), selenium, silicon, strontium, tantalum, Fencing; Bale Ties tellurium, thallium, thorium, tin, titanium, tungsten, urani C. Metal Leaf and FoU; Metallics um, vanadium, zinc, and zirconium, and base-metal alloys; D, Nails, Screws, Bolts, and Other Fasteners; (c) the term "meta I" embraces precious metals, base Locks, Builders' Hardware; Furniture, metals, and their alloys; and Luggage, and Saddlery Hardware (d) in determining which of two or more equally specific provisions for articles "of iron or steel", "of copper", E. -

Antibacterial Property and Biocompatibility of Silver, Copper, and Zinc in Titanium Dioxide Layers Incorporated by One-Step Micro-Arc Oxidation: a Review
antibiotics Review Antibacterial Property and Biocompatibility of Silver, Copper, and Zinc in Titanium Dioxide Layers Incorporated by One-Step Micro-Arc Oxidation: A Review Masaya Shimabukuro Department of Biomaterials, Faculty of Dental Science, Kyushu University, 3-1-1 Maidashi, Higashi-ku, Fukuoka 812-8582, Japan; [email protected]; Tel.: +81-92-642-6346 Received: 3 October 2020; Accepted: 19 October 2020; Published: 20 October 2020 Abstract: Titanium (Ti) and its alloys are commonly used in medical devices. However, biomaterial-associated infections such as peri-implantitis and prosthetic joint infections are devastating and threatening complications for patients, dentists, and orthopedists and are easily developed on titanium surfaces. Therefore, this review focuses on the formation of biofilms on implant surfaces, which is the main cause of infections, and one-step micro-arc oxidation (MAO) as a coating technology that can be expected to prevent infections due to the implant. Many researchers have provided sufficient data to prove the efficacy of MAO for preventing the initial stages of biofilm formation on implant surfaces. Silver (Ag), copper (Cu), and zinc (Zn) are well used and are incorporated into the Ti surface by MAO. In this review, the antibacterial properties, cytotoxicity, and durability of these elements on the Ti surface incorporated by one-step MAO will be summarized. This review is aimed at enhancing the importance of the quantitative control of Ag, Cu, and Zn for their use in implant surfaces and the significance of the biodegradation behavior of these elements for the development of antibacterial properties. Keywords: titanium; biofilm; infection; micro-arc oxidation; silver; copper; zinc; antibacterial properties; coating; implant 1. -
Titanium Alloy Data Sheet
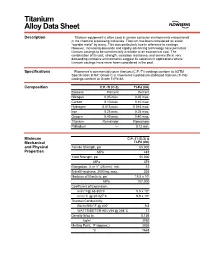
M Titanium Alloy Data Sheet Description Titanium equipment is often used in severe corrosive environments encountered in the chemical processing industries. Titanium has been considered an exotic “wonder metal” by many. This was particularly true in reference to castings. However, increasing demands and rapidly advancing technology have permitted titanium castings to be commercially available at an economical cost. The combination of its cost, strength, corrosion resistance, and service life in very demanding corrosive environments suggest its selection in applications where titanium castings have never been considered in the past. Specifications Flowserve’s commercially pure titanium (C.P.-Ti) castings conform to ASTM Specification B367, Grade C-3. Flowserve’s palladium stabilized titanium (Ti-Pd) castings conform to Grade Ti-Pd 8A. Composition C.P.-Ti (C-3) Ti-Pd (8A) Element Percent Percent Nitrogen 0.05 max. 0.05 max. Carbon 0.10 max. 0.10 max. Hydrogen 0.015 max. 0.015 max. Iron 0.25 max. 0.25 max. Oxygen 0.40 max. 0.40 max. Titanium Remainder Remainder Palladium –– 0.12 min. Minimum C.P.-Ti (C-3) & Mechanical Ti-Pd (8A) and Physical Tensile Strength, psi 65,000 Properties MPa 448 Yield Strength, psi 55,000 MPa 379 Elongation, % in 1" (25 mm), min. 12 Brinell Hardness, 3000 kg, max. 235 Modulus of Elasticity, psi 15.5 x 106 MPa 107,000 Coefficient of Expansion, in/in/°F@ 68-800°F 5.5 x 10-6 m/m/°C @ 20-427°C 9.9 x 10-6 Thermal Conductivity, Btu/hr/ft/ft2/°F @ 400° 9.8 WATTS/METER-KELVIN @ 204°C 17 Density lb/cu in 0.136 kg/m3 3760 Melting Point, °F (approx.) 3035 °C 1668 Titanium Alloy Data Sheet (continued) Corrosion The outstanding mechanical and physical properties of titanium, combined with its Resistance unexpected corrosion resistance in many environments, makes it an excellent choice for particularly aggressive environments like wet chlorine, chlorine dioxide, sodium and calcium hypochlorite, chlorinated brines, chloride salt solutions, nitric acid, chromic acid, and hydrobromic acid. -

Fully-Integ Supplier O
Fully-integrated Supplier of Titanium Now safely and effectively etch/prepare titanium For Aerospace for anodizing without using Hydrofluoric Acid! In use since 1993, join the growing number of Applications medical, dental and jewelry users who’ve made the switch to a more environmentally sound process. AIRFRAME • ENGINES • LANDING GEAR Developed as a safe alternative to the dangers of Bar • Billet • Sheet • Plate • Ingot • Forgings • Wire • Seamless Tube Hydrofluoric acid, Multi Etch, with its pH of 6.8, has quickly become the favored safer etch to: ISO 9001 and AS9100 certified US, UK, Germany and China sales and distribution locations. •Remove surface oxides & contaminants on titanium Inventory in stock and available today. which cause dull colors and block the full color range VSMPO-AVISMA is the World’s Largest Producer of Titanium. •Erase anodizing mistakes on titanium & niobium Holding more than 300 international quality certifications and customer approvals, VSMPO-Tirus operations provide sales, distribution and service center processing of VSMPO-AVISMA titanium mill products to the aerospace, military, •Prepare platinum for soldering/welding consumer and medical markets. VSMPO has approvals at all major airframe and engine OEMs and produces titanium for every major commercial aerospace program in production today. •Enhance patterns on mokume and meteorite Anodized titanium treated with Multi Etch (top) and untreated (bottom) PO Box 890, Clarkdale, AZ 86324 [email protected], www.reactivemetals.com 928-634-3434 • 928-634-6734 fx [email protected] Fully-integrated Fully-integrated SupplierSupplier ofof TitaniumTitanium For For Aerospace Aerospace Applications Applications AIRFRAMEAIRFRAME • • ENGINES ENGINES •• LANDINGLANDING GEARGEAR BarBar • Billet • Billet • Sheet • Sheet • Plate• Plate • Ingot• Ingot • •Forgings Forgings •• WireWire • Seamless TubeTube ISO ISO9001 9001 and and AS9100 AS9100 certified certified US, US,UK, UK, Germany Germany and and China China sales sales and and distribution distribution locations. -

By Sharon Francis Maxwell a Thesis Submitted in Partial
Essence [slide] by Sharon Francis Maxwell A thesis submitted in partial fulfillment of the requirements for the degree of Master of Fine Arts Montana State University © Copyright by Sharon Francis Maxwell (1993) Abstract: no abstract found in this volume ESSENCE by Sharon Francis Maxwell A thesis submitted in partial fulfillment of the requirements for the degree of Master of Fine Arts MONTANA STATE UNIVERSITY Bozeman, Montana April 1993 a / ^ (A 4 4 ° 1 ii APPROVAL of a thesis submitted by Sharon Francis Maxwell This thesis has been read by each member of the thesis committee and has been found to be satisfactory regarding content, English usage, format citations, bibliographic style, and consistency, and is ready for submission to the College of Graduate Studies. Approved for the Major Department , I icpartmerv Approved for the College of Graduate Studies Date Graduate Dean iii STATEMENT OF PERMISSION TO USE In presenting this thesis in partial fulfillment of the requirements for a master’s degree at Montana State University, I agree that the Library shall make it available to borrowers under rules of the Library. If I have indicated my intention to copyright this thesis by including a copyright notice page, copying is allowable only for scholarly purposes, consistent with "fair use" as prescribed in the US. Copyright Law. Requests for permission for extended quotation from or reproduction of this thesis in whole or in parts may be granted only by the copyright holder. Signatur Date I ARTIST’S STATEMENT Flowers have inspired mankind for thousands of years, providing a lasting and endless variety of motifs. -

METAL ENAMELING Leader Guide Pub
Arts & Communication METAL ENAMELING Leader Guide Pub. No. CIR009 WISCONSIN 4-H PUBLICATION HEAD HEART HANDS HEALTH Contents Before Each Meeting: Checklist ..............................1 Adhesive Agents or Binders ....................................6 Facilities Tools, Materials and Equipment Safety Precautions..................................................6 Resource Materials Kiln Firing and Table-Top Units Expenses Metal Cutting and Cleaning Planning Application of Enamel Colors Youth Leaders Other Cautions Project Meeting: Checklist ......................................3 Metal Art and Jewery Terms ...................................7 Purposes of 4-H Arts and Crafts ...........................................8 Components of Good Metal Enameling Futher Leader Training Sources of Supplies How to Start Working Prepare a Project Plan Bibiography ............................................................8 Evaluation of Projects Kiln Prearation and Maintenance ...........................6 WISCONSIN 4-H Pub. No. CIR009, Pg. Welcome! Be sure all youth are familiar with 4H158, Metal Enameling As a leader in the 4-H Metal Enameling Project, you only Member Guide. The guide suggests some tools (soldering need an interest in young people and metal enameling to be irons and propane torches), materials and methods which are successful. more appropriate for older youth and more suitable for larger facilities (school art room or spacious county center), rather To get started, contact your county University of Wisconsin- than your kitchen or basement. Rearrange these recommen- Extension office for the 4-H leadership booklets 4H350, dations to best suit the ages and abilities of your group’s Getting Started in 4-H Leadership, and 4H500, I’m a 4-H membership and your own comfort level as helper. Project Leader. Now What Do I Do? (also available on the Wisconsin 4-H Web Site at http://www.uwex.edu/ces/4h/ As in any art project, a generous supply of tools and pubs/index.html). -

CLASSROOM ASSIGNMENTS Wednesday, August 15, 2018
CLASSROOM ASSIGNMENTS Wednesday, August 15, 2018 Workshop Teacher Room Assignment Starting at 8:30 AM Arabesque Necklace Leslie Venturoso 22 Bangalore Phyllis Flora & Scott Mason 3 & 4 Beachcomber's BonanzaHelen Driggs 18 Caging and Brazing + Wire TechniquesSusan Lenart Kazmer 16 Chroniker – Intro to MetalworkingKieu Pham Gray 7 Earth & Sea Kumihimo Graduating NecklaceCindy Grayson 29 Faux Marcasite Bracelet Diane Dennis 27 Fold Formed Reinforced Rivet & Hinged CuffAnne Mitchell 1 & 2 Inspiration Bracelets Pamela Hawkins 24 Introducing Niobium Marti Brown 5 Lavalicious Bracelet with Leather StrapNancy Sacco 19 Rings to Rings with BlingEva Sherman 11 Sterling Padlock (2 Days)Richard Salley 14 Treescape Jean Van Brederode 8 Twist Bracelet Kaska Firor 31 Vessel of Flowers Sara Lukkonen 10 Vintage Elegance with Silver ClaySulie Girardi 9 Wave Bangle Set Robyn Cornelius 6 Written In Stone Pendant / NecklaceKristi Evenson 17 Starting at 12:30 PM Filigree 101 - Pendant Kieu Pham Gray 7 Starting at 1:00 PM Beach Baby Earring Patina WorkshopPamela Hawkins 24 Stone Set Finger BanglesPhyllis Flora & Scott Mason 3 & 4 Textural Wrap Bracelet Kristi Evenson 17 CLASSROOM ASSIGNMENTS Thursday, August 16, 2018 Class Teacher Room Assignment Starting at 8:30 AM Art Nouveau Designs in Metal ClayLisel Crowley 32 Big Bling Ring Nancy Sacco 19 Chandelier Earrings Kaska Firor 31 Cold Connection Boot Camp: Rivets and Cold Joins for Jewelry Helen Driggs 18 and Mixed Media Discover Torch Enameling: Wild About WireSteven James 17 Eye of the Beholder Jean Van Brederode -

TECH NEWS Some Theory: Efficient Polishing Is Dependent on Surface-Feet-Per-Minute This Marks My First Issue As Technical Editor Forsnag News
The Society of North American Goldsmiths TECH NEWS Some Theory: Efficient polishing is dependent on surface-feet-per-minute This marks my first issue as Technical Editor forSNAG News. (SFM), not pressure applied to the polishing wheels. Excessive I want to thank Sean for all the work he has done for SNAG pressure mainly produces excessive heat. Of course, even when News in bringing us these articles in the past. These articles using proper polishing supplies and techniques the piece is have helped our community share the wealth of knowledge gonna get warm; ya can’t fight friction. Speaking of SFM, the housed within its members. choice of buffing motors and wheel size selection naturally fol- I have hit the ground running with e-mail and phone solicita- lows. In my shop the smallest wheel I spin is a 6", the largest is a tions for articles. It is my intent to bring you as many views of 10". My polishing motor is 1 HP and spins at 1725 RPM. A quick our chosen medium as possible. Sometimes the experts I con- look at Rio Grande’s catalog reveals that their wheels range in tact will lie outside of our field. size from 8" to 2". Their motor choices are 1725 and 3450 RPM; some dual speed motors range in horsepower from 1/4 to 1/2. So Other times they, like the author today, are metalsmiths who if you think about motor speeds with respect to wheel diameter, have learned a great deal about a technique from another it just makes sense that if we run small diameter wheels we occupation and have applied it to their artwork. -

Gilt Fibula with Christogram from Imperial Palace in Sirmium
UDC 904:739.1/.2"652"(497.113) DOI: 10.2298/STA0757101P 101 IVANA POPOVI], Institute of Archaeology, Belgrade GILT FIBULA WITH CHRISTOGRAM FROM IMPERIAL PALACE IN SIRMIUM Abstract. ‡ The foot of gilt bronze fibula was discovered in 2005 during archaeological investigations of locality 85 in Sirmium, that is assumed to have been the remains of the imperial palace. Ornament on the foot enclosed within rectangular field is executed in the niello technique. End of the foot is bent at the right angle and the Christogram is engraved on it with Greek letters alpha and omega engraved above its side arm. The preserved part of fibula makes possible reconstruction of its appearance and attribution to the group of massive bronze crossbow fibulae, which were produced in the second half of the 4th century and characterized by decoration consisting of gilding, niello, Christogram motif and/or the busts of young men in medallions. Key words. ‡ Crossbow fibula, Christogram, Late Antiquity, Sirmium n the course of archaeological investigations at bent upper arm makes letter rho. Letters alpha and locality 85 in Sirmium, that could be assumed omega are engraved above the side arm of the cross with considerable certainty to be the segment of as direct allusion to Christ as the beginning and the I 1 imperial residential complex, the foot of gilt bronze end’, in accordance with His words in the Book of fibula (C-169/2005), 31 x 22 mm in size (Fig. 1), was Revelation (1:8; 21:6; 22:13). discovered in the fall of 2005. The fibula fragment The distinct ornament on the foot makes possible has been found in sector C, room 12, in the layer of relatively precise reconstruction of fibula, despite the building rubble originating from the same site and fact that its other parts are not preserved (Fig. -

The Care and Preservation of Historical Silver by CLARA DECK, CONSERVATOR REVISIONS by LOUISE BECK, CONSERVATOR
The Care and Preservation of Historical Silver BY CLARA DECK, CONSERVATOR REVISIONS BY LOUISE BECK, CONSERVATOR Introduction Historical silver can be maintained for years of use and enjoyment provided that some basic care and attention is given to their preservation. The conservation staff at The Henry Ford have compiled the information in this fact sheet to help individuals care for their objects and collections. The first step in the care of all collections is to understand and minimize or eliminate conditions that can cause damage. The second step is to follow basic guidelines for care, handling and cleaning. Most people know that silver is a white, lustrous metal. Pure or “fine” silver is called “Sterling” if it is made up of no less than 925 parts silver to 75 parts alloy. Sterling will thus often have ‘.925’ stamped somewhere on it, as an identifier. Silver objects, especially coins and jewelry, contain copper as an alloying metal for added hardness. The copper may corrode to form dark brown or green deposits on the surface of the metal. Silver is usually easy to differentiate from lead or pewter, which are generally dark gray and not very shiny. Silver is often plated (deposited) onto other metallic alloys, almost always with an intermediate layer of copper in between. The earliest plating process, “Sheffield Plate” was developed in England in 1742. By the mid-19th century, the process was largely replaced by electroplating (which used less silver). The base metal in plated artifacts may consist of any of the following metals or alloys: copper, brass, “German silver” or “nickel silver” (50% copper, 30% nickel, 20% zinc), “Brittania metal” (97% tin, 7% antimony, 2% copper), or a “base” silver containing a high percentage of copper.