Heat Treating Data Book
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Troubleshooting Decorative Electroplating Installations, Part 5
Troubleshooting Decorative Electroplating Installations, Part 5: Plating Problems Caused Article By Heat & Bath Temperature Fluctuations by N.V. Mandich, CEF, AESF Fellow Technical Technical In previous parts of this series, emphasis was given The fast-machining steels must then be carburized to troubleshooting of the sequences for pre-plating or case-hardened to obtain a surface with the hardness and electroplating over metals, Parts 1 and 2;1 required to support the top chromium electroplate. the causes, symptoms and troubleshooting for Case hardening is the generic term covering several pores, pits, stains, blistering and “spotting-out” processes applicable to steel or ferrous alloys. It changes phenomena, Part 3;2 and troubleshooting plating on the surface composition of the top layer, or case, by plastic systems, Part 4.3 Here in Part 5, causes and adsorption of carbon, nitrogen or a mixture of the two. some typical examples of problems that occur in By diffusion, a concentration gradient is created. The electroplating as a result of a) thermal, mechanical heat-treatments and the composition of the steel are surface treatments, b) the metallurgy of the part to additional variables that should be addressed and taken be plated or c) effects of plating bath temperature into account in the electroplating procedure. on plating variables and quality of the deposits When discussing the effect of heat-treatment on are discussed. subsequent electroplating processes it is necessary to zero in on the type of heat-treatment involved. We Nearly every plater has at one time or another had the can defi ne the heat-treatment process as changing the experience of trying to plate parts that simply would characteristics of the parts by heating above a certain not plate. -

Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons Under Similar Hardness
metals Article Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons under Similar Hardness 1,2 2 2 2, , Bingxu Wang , Xue Han , Gary C. Barber and Yuming Pan * y 1 Faculty of Mechanical Engineering and Automation, Zhejiang Sci-Tech University, Hangzhou 310018, China; [email protected] 2 Automotive Tribology Center, Department of Mechanical Engineering, School of Engineering and Computer Science, Oakland University, Rochester, MI 48309, USA; [email protected] (X.H.); [email protected] (G.C.B.) * Correspondence: [email protected] Current address: 201 N. Squirrel Rd Apt 1204, Auburn Hills, MI 48326, USA. y Received: 14 November 2019; Accepted: 4 December 2019; Published: 8 December 2019 Abstract: In this research, an austempering heat treatment was applied on gray cast iron using various austempering temperatures ranging from 232 ◦C to 371 ◦C and holding times ranging from 1 min to 120 min. The microstructure and hardness were examined using optical microscopy and a Rockwell hardness tester. Rotational ball-on-disk sliding wear tests were carried out to investigate the wear behavior of austempered gray cast iron samples and to compare with conventional quenched and tempered gray cast iron samples under equivalent hardness. For the austempered samples, it was found that acicular ferrite and carbon saturated austenite were formed in the matrix. The ferritic platelets became coarse when increasing the austempering temperature or extending the holding time. Hardness decreased due to a decreasing amount of martensite in the matrix. In wear tests, austempered gray cast iron samples showed slightly higher wear resistance than quenched and tempered samples under similar hardness while using the austempering temperatures of 232 ◦C, 260 ◦C, 288 ◦C, and 316 ◦C and distinctly better wear resistance while using the austempering temperatures of 343 ◦C and 371 ◦C. -

Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon As Carburizer
Materials Research, Vol. 12, No. 4, 483-487, 2009 © 2009 Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon as Carburizer Fatai Olufemi Aramidea,*, Simeon Ademola Ibitoyeb, Isiaka Oluwole Oladelea, Joseph Olatunde Borodea aMetallurgical and Materials Engineering Department, Federal University of Technology, Akure, Ondo State, Nigeria bMaterials Science and Engineering Department, Obafemi Awolowo University, Ile-Ife, Osun State, Nigeria Received: July 31, 2009; Revised: September 25, 2009 Due to the complexity of controlling parameters in carburization, there has been relatively little work on process variables during the surface hardening process. This work focuses on the effects of the carburizing temperature and time on the mechanical properties of mild steel carburized with activated carbon, at 850, 900 and 950 °C, soaked at the carburizing temperature for 15 and 30 minutes, quenched in oil, tempered at 550 °C and held for 60 minutes. Prior carburization process, standard test samples were prepared from the as received specimen for tensile and impact tests. After carburization process, the test samples were subjected to the standard test and from the data obtained, ultimate tensile strength, engineering strain, impact strength, Youngs’ moduli were calculated. The case and core hardness of the carburized tempered samples were measured. It was observed that the mechanical properties of mild steels were found to be strongly influenced by the process of carburization, carburizing temperature and soaking time at carburizing temperature. It was concluded that the optimum combination of mechanical properties is achieved at the carburizing temperature of 900 °C followed by oil quenching and tempering at 550 °C. -
Crucible A2 Data Sheet
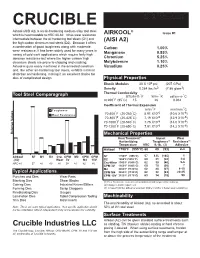
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Ferritic Nitrocarburizing Gears to Increase Wear Resisitance And
Ferritic Nitrocarburizing Gears tOI Increase Wear Resistance and Reduce Distortion Loren ,JI, Epler uaHtygear manufacturing depends on controlled toler- asa gaseous territic nitrocarl:mrizillg process and patented by ances and geometry. As a re ult, ferritic nillocarburizing Lucas Industries in 1961. Lucas demonstrated that they could ha become the heat treat process of choice for many produce surface layers identical to those produced in salt bath gear manufacturers. The primary reason for this are: processes using an endothermic, ammonia-based atmosphere. The process is performed at low temperatures, i.e. less than The process was classified as a "thermochemical susfece critical treatment" that involved !he diffusion of both nitrogenand car- 2. The quench methods increase fatigue strength by up to, L25% bon into the surface of a metal at a temperature below the au tell- without distorting. Ferritlc nitrocarboriziag is used in place ite transforrnation temperature. The process would yield .3 single of carburizing and hardening, carbonitriding, nltriding or in phase epsilon layer with an atomic weight of Fep3' The ingle conjunction wi.th conventional and induction hardening. phase layer makes !:heproduct much more wear resistant than gas 3. h establishes gradient base haronesses, i.e, eliminates egg- or ionnitriding, according to Dawc and Trantner 0). shell effect on TiN, TiAlN,. ere. etc. [II 1982, lronbeund HeatTreat developed Ni.tmwear® using In addition, the process can also be applied to hobs, broaches, similar atmo pheres in a fluidized bed medium. Subsequently. drills and other cutting tools. Jack Ross, owner and founder of lronbound,. patented and HisUJry, Fenitic nitrocarburizing was first established in licensed the process to Dynamic Metal Treating. -

Ats 34 and 154 Cm Stainless Heat Treat Procedure
ATS 34 AND 154 CM STAINLESS HEAT TREAT PROCEDURE This is an oil hardening grade of steel which will require oil quenching. The oil should be a warm, thin quenching oil that contains a safe flash point. Olive oil has been used as a sub stitute. As a rule of thumb, there should be a gallon of oil for each pound of steel. For , warming the oil before quenching, you may heat a piece of steel and drop it in the oil. 1.) Wrap blades in stainless tool wrap and leave an extra two inches on each end of the package. (This will be for handling purposes going into the quench as described below.) We suggest a double wrap for this grade. The edges of the foil should be double crimped, being careful to avoid hav ing even a pin hole in the wrap. 2 . ) Place in the furnace and heat to 1900"F. After reaching this temperature, immediately start timing the soak time of 25-30 minutes. 3.) After the soak time has elapsed, very quickly and carefully pull the package out with tongs~ place over the quench tank and snip the end of the package allowing the blades to drop into the oil. You should have a wire basket in the quench tank for raising and lowering the blades rather than have them lie s till. Gases are released in the quench and would form a "trap" around the steel unless you keep them movi~g for a minute or so. *IMPORTANT--It is very important that the blades enter the oil quench as quickly as possible after leaving the furnace ! Full hardness would not be reached if this step is not followed. -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated. -

Carbonitriding and Hard Shot Peening for High-Strength Gears Yoshihisa Miwa, Masayuki Suzawa, Yukio Arimi, Yoshihiko Kojima, and Katsunori Nishimura Mazda Motor Corp
Carbonitriding and Hard Shot Peening for High-Strength Gears Yoshihisa Miwa, Masayuki Suzawa, Yukio Arimi, Yoshihiko Kojima, and Katsunori Nishimura Mazda Motor Corp. ABSTRACT CUE HARONESS HARONESS CUE OEtrM A new process for manufacturing high- OISTRIBUTION --E CORE HARONESS strength gears has been developed to meet the requirement of automobile transmission minia- r turization. The points of the process are to GRAIN SIZE increase the shot peening intensity and to MICROSTRUCTURE perform optimal control of the initial (before FATIGUE CARBIOES shot peening) microstructure by heat treatment STREMGTH MON-MARTEMSITIC corresponding with the peening intensity in OEFEtTS -r SURFACEUOU-METALLIC LAYER order to obtain higher residual compressive IuCLUSlONS stress. INTERGRANULAR i TOUGHMESS The new process, named Carbonitriding and Hard Shot Peening in Mazda, brings a much RESlOUAL COYIRESIVE STRESS higher fatigue strength than the one obtained by the conventional carburizing and shot peening process. Fig. 1 METALLURGICAL FACTORS AFFECTING ON THE FATIGUE STRENGTH OF GEARS 1. Introduction A higher drivability, stability in therefore, it is necessary to set a suitable driving, and fuel efficiency are required for i~ardnessdistribution by heat treatment using automobiles and the new systems to meet these clean material. However, in order to augment requirements have been developed. This can the fatigue strength furthermore, it is nec- be seen, for example, in multi-valve system, essary to make use of residual compressive super charging in engines, 4 WD or 4 WS, etc. stress more positively. In addition, the height of engine hood has For enlargement of the residual compressive been lowered in body designing for reducing stress, it is most effective to increase the air resistance. -

Cold Rolled Steel Coils Arcelormittal Europe
ENVIRONMENTAL PRODUCT DECLARATION as per ISO 14025 and EN 15804 Owner of the Declaration ArcelorMittal Europe - Flat Products Programme holder Institut Bauen und Umwelt e.V. (IBU) Publisher Institut Bauen und Umwelt e.V. (IBU) Declaration number EPD-ARC-20200027-CBD1-EN ECO EPD Ref. No. ECO-00001269 Issue date 10/07/2020 Valid to 09/07/2025 Cold Rolled Steel Coils ArcelorMittal Europe www.ibu-epd.com | https://epd-online.com Umwelt Produktdeklaration Name des Herstellers – Name des Produkts General Information ArcelorMittal Europe Cold Rolled Steel Coils Programme holder Owner of the declaration IBU – Institut Bauen und Umwelt e.V. ArcelorMittal Europe – Flat Products Panoramastr. 1 24-26 Boulevard d’Avranches 10178 Berlin L-1160 Luxembourg Germany Luxembourg Declaration number Declared product / declared unit EPD-ARC-20200027-CBD1-EN The declaration applies to 1 ton of cold rolled steel coil. This declaration is based on the product Scope: category rules: The Life Cycle Assessment is based on data collected Structural steels, 07.2014 from the ArcelorMittal plants producing Cold Rolled (PCR checked and approved by the SVR) Coils, representing 95 % of the annual production from 2015. Issue date 10/07/2020 The owner of the declaration shall be liable for the underlying information and evidence; the IBU shall not Valid to be liable with respect to manufacturer information, life cycle assessment data and evidences. 09/07/2025 Verification The standard EN 15804 serves as the core PCR Independent verification of the declaration and data according to ISO 14025:2010 Dipl. Ing. Hans Peters internally x externally (chairman of Institut Bauen und Umwelt e.V.) Dr. -

Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron
Asian Journal of Chemistry Vol. 19, No. 6 (2007), 4665-4673 Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron A.R. ISMAEEL*, S.S. ABDEL REHIM† and A.E. ABDOU‡ Department of Chemistry, Faculty of Science, Garyounis University, Benghazi, Libya E-mail: [email protected] Two steps ferritizing technique was applied on ductile cast iron samples by austenitizing at 900ºC, air cooling to produce pearlite, ferritizing by reheating samples for different times at 700ºC and air cooling to room temperature. Chemical analysis and microstructure showed that as ferritizing time increased, an increase of percentage of ferrite, decrease of pearlite, with corresponding decrease in cementite and increase of free carbon in the form of spheroidal graphite. These changes explain the changes of physical (mechanical) properties repre- sented in the increase of percentage elongation, decrease of tensile strength and decrease in brinle hardness. Weight loss corrosion test technique was followed for investigation of corrosion rate of heat treated samples in 0.1 N H2SO4 solution, which show decrease in corrosion rate with increased ferritizing time. This was explained due to decrease of cathodic sites represented in cementite forming pearlitic lamella. The exception was in the early step of ferritizing, where the corrosion rate increased due to formation of secondary graphite acting as effec- tive cathodic sites. Key Words: Ferritizing, Pearlite, Austenitizing, Microstructure, Cementite, Spheroidal graphite, Cathodic, Corrosion, Secondary graphite. INTRODUCTION Ductile (nodular or spherulitic graphite) cast iron in which a part or all of the carbon is present in the form of a tiny spherical balls, of average 33 to 37 µm1-4. -

History of the Hardening of Steel : Science and Technology J
HISTORY OF THE HARDENING OF STEEL : SCIENCE AND TECHNOLOGY J. Vanpaemel To cite this version: J. Vanpaemel. HISTORY OF THE HARDENING OF STEEL : SCIENCE AND TECHNOLOGY. Journal de Physique Colloques, 1982, 43 (C4), pp.C4-847-C4-854. 10.1051/jphyscol:19824139. jpa- 00222126 HAL Id: jpa-00222126 https://hal.archives-ouvertes.fr/jpa-00222126 Submitted on 1 Jan 1982 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. JOURNAL DE PHYSIQUE Colloque C4, suppZ4ment au no 12, Tome 43, de'cembre 1982 page C4-847 HISTORY OF THE HARDENING OF STEEL : SCIENCE AND TECHNOLOGY 3. Vanpaemel Center for historical and socio-economical studies on science and technology Teer EZstZaan 41, 3030 Leuven, SeZgim (Accepted 3 November 1982) Abstract. - The knowledge of the hardening phenomenon was achieved through a very cumulative process without any dis- continuity or 'scientific crisis' . The history of the hardening shows a definite interrelationship between techno- logical approach (or the application-side) and academic science . The hardening of steel appears to have been an operation in common use among the early Greeks The Greek and Roman smiths knew, from experience, how to control the. -

Chemical Analyses of Standard Sizes
SECTION P CPHEMICAL ANALYSES OF STANDARD SIZES STANDARD METALS AND DESIGNATION SYSTEMS . 2 EFFECTS OF COMMON ALLOYING ELEMENTS IN STEEL . 3-4 DESIGNATION OF CARBON STEELS . 5-7 DESIGNATION OF ALLOY STEELS .......................... 8-12 STAINLESS AND HEAT RESISTING STEELS .................. 13-17 HIGH TEMPERATURE HIGH STRENGTH ALLOYS . 18 DESIGNATION OF ALLUMINUM ALLOYS . 19-20 OIL TOOL MATERIALS . 21 API SPECIFICATION REQUIREMENTS ....................... 22 Sec. P Page 1 STANDARD METALS AND DESIGNATION SYSTEMS UNS Studies have been made in the metals industry for the purpose of establishing certain “standard” metals and eliminating as much as possible the manufacture of other metals which vary only slightly in composition from the standard metals. These standard metals are selected on the basis of serving the significant metal- lurgical and engineering needs of fabricators and users of metal products. UNIFIED NUMBERING SYSTEM: UNS is a system of designations established in accordance with ASTM E 527 and SAE J1086, Recommended Practice for Numbering Metals and Alloys. Its purpose is to provide a means of correlat- ing systems in use by such organizations as American Iron and Steel Institute (AISI), American Society for Testing Materials (ASTM), and Society of Automotive Engineers (SAE), as well as individual users and producers. UNS designa- tion assignments are processed by the SAE, the ASTM, or other relevant trade associations. Each of these assignors has the responsibility for administering a specific UNS series of designations. Each considers requests for the assignment of new UNS designations, and informs the applicants of the action taken. UNS designation assignors report immediately to the office of the Unified Numbering System for Metals and Alloys the details of each new assignment for inclusion into the system.