Methodology for Characterising the Efficacy of Blasting in Open-Pit Mines;
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Schedule 1 — Authorised Explosives [Cl
Schedule 1 — Authorised explosives [cl. 3] UN number Specified explosives of UN classification 1.1A (0129) Lead Azide (0130) Lead Styphnate (0135) Mercury Fulminate (0114) Tetrazene UN number Specified explosives of UN classification 1.1B (0029) Anoline Delay Detonators (ICI) (0029) Austin Delay Primer Delays (0225) Boosters, with Detonator (0029) Capped (Detonator) safety fuse (0360) Capped Fuse Delay Assembly (ICI) (0360) CXA MS Connectors (TES) (0030) Carrick Short Delay Detonators (ICI) (0030) Coal Mine Delay Detonators (Du Pont) (0360) Cordline Delay Detonators (ICI) (0030) Delay Detonators (0029) Detaline MS in the hole Delays (Du Pont) (0029) Detaline MS Surface Delays (Du Pont) (0029) Detaline Starter (Du Pont) (0029) Detonating Relays (0029) Detonators (0030) Du Pont Acudet Mark V Detonators (0360) Du Pont Detaslide (0030) Du Pont SSS Seismic Detonators (0030) Electric Delay Detonators (ERT) (0030) Electric Detonators (0030) Electric Instantaneous II Detonators (ICI) (0030) Electric Super SP (DWL) (0030) Electric Super Seismicdet (DNAP) (0360) Etinel Non Electric Detonators (ERT) (0360) Exel Bunchdet Detonators (ICI) (0360) Exel Connectadet Detonators (ICI) (0360) Exel Detonators (ICI) (0360) Exel Detonators (MS & LP Series) (ICI) (0360) Exel Enduredet Detonators (ICI) (0360) Exel Goldet Detonators (ICI) (0360) Exel Lead-In Line (ICI) (0360) Exel LLHD Detonators (ICI) (0360) Exel MS Connectors (ICI) (0360) Exel Trunkline Delay (ICI) (0360) Fanel Non Electrical Delay Detonators (TES) (0360) Fuse Delay Assembly (0030) High Pressure -

Hard Rock Excavation at the CSM/OCRD Test Site Using Swedish Blast Design Techniques
BMI/OCRD-4(3) Distribution Category UC-70 Hard Rock Excavation at the CSM/OCRD Test Site Using Swedish Blast Design Techniques Technical Report September 1983 Roger Holmberg of Swedish Detonic Research Foundation Consultant to Colorado School of Mines prepared for Office of Crystalline Repository Development Battelle Memorial Institute 505 King Avenue Columbus, OH 43201 The content of this report was effective as of July 1983. This report was prepared by the Department of Geological Engineering, Colorado School of Mines under Subcontract E512-04800 with Battelle Project Management Division, Office of Nuclear Waste Isolation and Office of Crystalline Repository Develop- ment under Contract Nos. EY-76-C-06-1830 and DE-ACO2-83CH10140 with the U.S. Department of Energy. REPRODUCED BY: U.S. Department of Commerce National Technical information SOP/1CO ,Springfield, Virginia 22161 BIBLIOGRAPHIC DATA Holmberg, Roger,1983. Hard Rock Excavation at the CSM/OCRD Test Site Using Swedish Blast Design Techniques, BMI/OCRD-4(3), prepared by Swedish Detonic Research Foundation for Colorado School of Mines for Office of Crystalline Repository Development, Battelle Memorial Institute, Columbus, OH. NOTICE This report was prepared as an account of work sponsored by an agency of the United Stati.L. Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. -
Guide for the Selection of Commercial Explosives Detection Systems For
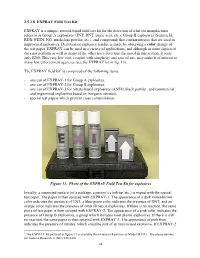
2.5.3.8 EXPRAY Field Test Kit EXPRAY is a unique, aerosol-based field test kit for the detection of what the manufacturer refers to as Group A explosives (TNT, DNT, picric acid, etc.), Group B explosives (Semtex H, RDX, PETN, NG, smokeless powder, etc.), and compounds that contain nitrates that are used in improvised explosives. Detection of explosive residue is made by observing a color change of the test paper. EXPRAY can be used in a variety of applications, and although in some aspects it does not perform as well as many of the other trace detectors discussed in this section, it costs only $250. This very low cost, coupled with simplicity and ease of use, may make it of interest to many law enforcement agencies (see the EXPRAY kit in fig. 13). The EXPRAY field kit2 is comprised of the following items: - one can of EXPRAY-1 for Group A explosives, - one can of EXPRAY-2 for Group B explosives, - one can of EXPRAY-3 for nitrate-based explosives (ANFO, black powder, and commercial and improvised explosives based on inorganic nitrates), - special test papers which prevent cross contamination. Figure 13. Photo of the EXPRAY Field Test Kit for explosives Initially, a suspected surface (of a package, a person’s clothing, etc.) is wiped with the special test paper. The paper is then sprayed with EXPRAY-1. The appearance of a dark violet-brown color indicates the presence of TNT, a blue-green color indicates the presence of DNT, and an orange color indicates the presence of other Group A explosives. -
Schedule 1 — Authorised Explosives [Cl
Schedule 1 — Authorised explosives [cl. 3] UN number Specified explosives of UN classification 1.1A (0129) Lead Azide (0130) Lead Styphnate (0135) Mercury Fulminate (0114) Tetrazene UN number Specified explosives of UN classification 1.1B (0029) Anoline Delay Detonators (ICI) (0029) Austin Delay Primer Delays (0225) Boosters, with Detonator (0029) Capped (Detonator) safety fuse (0360) Capped Fuse Delay Assembly (ICI) (0360) CXA MS Connectors (TES) (0030) Carrick Short Delay Detonators (ICI) (0030) Coal Mine Delay Detonators (Du Pont) (0360) Cordline Delay Detonators (ICI) (0030) Delay Detonators (0029) Detaline MS in the hole Delays (Du Pont) (0029) Detaline MS Surface Delays (Du Pont) (0029) Detaline Starter (Du Pont) (0029) Detonating Relays (0029) Detonators (0029) DRC Detonators (Orica) (0030) Du Pont Acudet Mark V Detonators (0360) Du Pont Detaslide (0030) Du Pont SSS Seismic Detonators (0030) Electric Delay Detonators (ERT) (0030) Electric Detonators (0030) Electric Instantaneous II Detonators (ICI) (0030) Electric Super SP (DWL) (0030) Electric Super Seismicdet (DNAP) (0360) Etinel Non Electric Detonators (ERT) (0360) Exel Bunchdet Detonators (ICI) (0360) Exel Connectadet Detonators (ICI) (0360) Exel Detonators (ICI) (0360) Exel Detonators (MS & LP Series) (ICI) (0360) Exel Enduredet Detonators (ICI) (0360) Exel Goldet Detonators (ICI) (0360) Exel Lead-In Line (ICI) (0360) Exel LLHD Detonators (ICI) (0360) Exel MS Connectors (ICI) (0360) Exel Trunkline Delay (ICI) (0360) Fanel Non Electrical Delay Detonators (TES) (0360) Fuse Delay -

Explosives Detection Technologies and Equipment 2004
The author(s) shown below used Federal funds provided by the U.S. Department of Justice and prepared the following final report: Document Title: Survey of Commercially Available Explosives Detection Technologies and Equipment 2004 Author(s): Lisa Thiesan, David Hannum, Dale W. Murray, John E. Parmeter Document No.: 208861 Date Received: February 2005 Award Number: 96-MU-MU-K011 This report has not been published by the U.S. Department of Justice. To provide better customer service, NCJRS has made this Federally- funded grant final report available electronically in addition to traditional paper copies. Opinions or points of view expressed are those of the author(s) and do not necessarily reflect the official position or policies of the U.S. Department of Justice. This document is a research report submitted to the U.S. Department of Justice. This report has not been published by the Department. Opinions or points of view expressed are those of the author(s) and do not necessarily reflect the official position or policies of the U.S. Department of Justice. Survey of Commercially Available Explosives Detection Technologies and Equipment 2004 Written by: Lisa Theisen, Ph.D. David W. Hannum Dale W. Murray John E. Parmeter, Ph.D. For: The National Law Enforcement and Correction Technology Center, a Program of the National Institute of Justice, U.S. Department of Justice November 2004 This document is a research report submitted to the U.S. Department of Justice. This report has not been published by the Department. Opinions or points of view expressed are those of the author(s) and do not necessarily reflect the official position or policies of the U.S. -

Chapter 3 STORAGE
Chapter 3 STORAGE GENERAL STORAGE INFORMATION Storage shall conform to part 55, Subpart K of Title 27 CFR (BATF). Exceptions to Title 27 CFR, other than more stringent regulations of local, state, or federal agencies, shall be approved by the Director of BATF (see ATF P 5400.9) dated 6/90. PERMANENT MAGAZINES Post magazines with signs reading “EXPLOSIVES-KEEP OFF.” Locate signs to minimize the possibility of a bullet traveling in the direction of the magazine if anyone shoots at the sign. Day boxes shall not be used for permanent storage. 27 CFR, SUBPART K - STORAGE 55.201 GENERAL (a) Section 842(j) of the Act and 55.29 of this part requires that the storage of explosive materials must be in accordance with regulations in this part. Further, section 846 of this Act authorizes regulations to prevent the recurrence of accidental explosions in which explosive materials were involved. The stor- age standards prescribed by this subpart confer no right or privileges to store explosive materials in a manner contrary to state or local law. 39 (b)The director may authorize alternate construction for explosives storage magazine construction that is substantially equivalent to the standards of safety and security contained in this subpart. Any alternate explosive magazine construction approved by the director prior to August 9, l982, will continue as approved unless notified in writing by the director. Any person intending to use alternate magazine construction shall submit a letter of application to the regional director (compliance) for transmittal to the director, specifically describing the proposed magazine. Explosive materials may not be stored in alternate magazines before the applicant has been notified that the application has been approved. -

Experimental Investigation of the Toxicity of Post Detonation Blasting
Small Scale Study of the Role of The Muckpile in the Blasting Fumes of Commercial Explosives By Kerina Ruth Taylor A thesis submitted to the Graduate Program in Mining Engineering in conformity with the requirements for the Degree of Master of Applied Science. Queen’s University Kingston, Ontario, Canada September 2015 Copyright © Kerina Ruth Taylor, 2015 Abstract Blasting fumes are an important safety topic for the mining industry because toxic fumes are generated by the detonation of explosives. Prediction of the amount and concentration of blasting fumes is important for underground mines to provide enough ventilation to ensure worker safety. The production of toxic fumes in open pit mines is a significant hazard to workers and surrounding communities because fumes are easily able to travel from the blast zone with wind. An important hazard often overlooked is the potential for blasting fumes to remain trapped in the blasted material until it is handled or for the fumes to slowly escape to the atmosphere. The present investigation into blasting fumes examines the real time concentrations of the fumes produced after detonation using a continual gas analyzer. The fumes analyzed were nitrogen oxide, nitrogen dioxide, carbon monoxide and carbon dioxide. The first set of experiments studied the effect of accepted factors affecting fume production, mainly product formulation and confinement. The second set of experiments simulated fumes travelling through blasted material in an attempt to measure the portion of fumes that remain trapped after detonation and to observe the fume output over a long amount of time. This improves on previous studies by analyzing the sample continuously throughout the period of concern, instead of obtaining few discrete samples that require offsite analysis. -
Trace Evidence – Explosives
Revised 2/10/2017 VIRGINIA DEPARTMENT OF FORENSIC SCIENCE EVIDENCE HANDLING & LABORATORY CAPABILITIES GUIDE TRACE EVIDENCE: EXPLOSIVES Contact Information If you have any questions concerning the Trace Evidence laboratory examination capabilities or evidence handling procedures, please call the Training Section or the Trace Evidence Section at the Forensic Laboratory that services your area. Laboratory Section Contact Phone Number Central Josh Kruger (804) 588-4009 Eastern Brenda Christy (757) 355-5979 Western Anthony Brown (540) 283-5936 © 2017 Virginia Department of Forensic Science Trace Evidence: Explosives - Page 1 of 4 Revised 2/10/2017 EXPLOSIVES AND EXPLOSIVE RESIDUES OVERVIEW Analysis for explosives or explosive residues may include commercial, military, or improvised explosive devices. Explosives are generally classified as either low or high. Low explosives are primarily used as propellants and are designed to generate large volumes of gas. They have a pushing, rather than a shattering effect and must be properly confined and ignited to explode, as in a pipe bomb. Examples of low explosives are black powder, black powder substitutes, smokeless powder, flash powder, match heads, and fireworks powder. Low explosives can be ignited with a flame. High explosives detonate and do not need to be confined to explode. They are designed to shatter and destroy. Examples include initiating explosives such as mercury fulminate and lead azide; commercial explosives such as Tovex, ANFO, and dynamite; and military explosives such as TNT, RDX, and C-4. Primary high explosives are extremely sensitive to shock, friction, flame, and/or heat and are often packaged as blasting caps. Primary high explosives are HAZARDOUS. -

Commercial High Explosives
EXPLOSIVES 390 CHIMIA 2004, 58, No. 6 Chimia 58 (2004) 390–393 © Schweizerische Chemische Gesellschaft ISSN 0009–4293 Commercial High Explosives Otto Ringgenberg* and Jörg Mathieua Abstract: Non-military explosives are used mainly for mining and tunnel construction, for building demolition and for various special uses such as setting off avalanches and for seismic investigations. Common to all explosives is their heterogeneous structure, the great work capacity (blast effect) and the advantage that the detonation releas- es only small amounts of poisonous explosion gases. Modern explosives for tunnel construction can be pumped and are capable of exploding only on site, by the addition or chemical generation of microbubbles. With the intro- duction of electronic detonators, explosive technology entered a new era. These detonators are very safe and pre- cise, and it is possible to program up to 1600 detonators in one blasting operation. Keywords: Blast effect · Detonator · Explosive plating · Explosives · Tagging 1. Introduction itary explosives, exhibit a strong propulsive oil as the combustible component. effect (work capacity or blast effect), but These cost-effective explosives have at- In contrast to military explosives, which are only a restricted ability to accelerate metals tained world-wide importance because they mostly based on uniform molecules, explo- (brisance). are easy to produce and very safe to handle, sives for non-military use are composed of even as freeflowing loose materials. Their oxidising, reducing, sensitising, -

Oklahoma City Bombing
Coordinates: 35°28′22″N 97°31′01″W Oklahoma City bombing The Oklahoma City bombing was a domestic terrorist truck bombing of the Alfred P. Murrah Federal Building in Oklahoma City, Oklahoma, United States, on Wednesday, April Oklahoma City 19, 1995. Perpetrated by anti-government extremists Timothy McVeigh and Terry Nichols, the bombing bombing happened at 9:02 am and killed at least 168 people,[2] injured more than 680 others, and destroyed more than one-third of the building, which had to be demolished.[3] Part of Terrorism in the The blast destroyed or damaged 324 other buildings within a 16-block radius, shattered glass United States in 258 nearby buildings, and destroyed or burned 86 cars,[4][5] causing an estimated $652 million worth of damage.[6] Local, state, federal, and worldwide agencies engaged in extensive rescue efforts in the wake of the bombing. The Federal Emergency Management Agency (FEMA) activated 11 of its Urban Search and Rescue Task Forces, consisting of 665 rescue workers who assisted in rescue and recovery operations.[7][8] Until the September 11 attacks in 2001, the Oklahoma City bombing was the deadliest terrorist attack in the history of the United States other than the Tulsa race massacre. It remains one of the deadliest acts of domestic terrorism in U.S. history. Within 90 minutes of the explosion, McVeigh was stopped by Oklahoma Highway Patrolman Charlie Hanger for driving without a license plate and arrested for illegal weapons possession.[9][10] Forensic evidence quickly linked McVeigh and Nichols to the attack; Nichols was arrested,[11] and within days, both were charged. -

Mccann Thesis with Formatting
THESIS EFFECTS OF EXPLOSIVE PRESSURE ON CADAVERIC OVINE AUDITORY TISSUE Submitted by Amanda McCann Department of Civil and Environmental Engineering In partial fulfillment of the requirements For the degree of Master of Science Colorado State University Fort Collins, Colorado Fall 2018 Master’s Committee: Advisor: Paul Heyliger Hussam Mahmoud Kirk McGilvray Copyright by Amanda Jean McCann 2018 All Rights Reserved ABSTRACT EFFECTS OF EXPLOSIVE PRESSURE ON CADAVERIC OVINE AUDITORY TISSUE The focus of this research centered around two main goals: 1) determine the allowable pressures that people can be exposed to in non-life-threatening situations and 2) determine the pressure required to rupture a sheep eardrum as a representative sample for human ears. For the first goal, blast pressure tests were conducted at a local football stadium using Composition 1 (C1) plastic explosive, 50-grain detonation cord, and the game cannon firing 75% strength shells. The results for each explosive were put into units of TNT equivalency to provide a common unit between explosive types. Based on the recorded pressures, spectators and staff in the vicinity of the game cannon are not at risk of severe ear damage, but should still take precautions and wear hearing protection when in the vicinity. The second goal, which forms the bulk of this thesis, was investigated through conducting two series of explosive tests on dissected sheep heads and sheep ears as a representative sample for human ears. Through these experiments, the author developed a refined process for preparing and analyzing the eardrum samples under blast conditions. From these two blast tests, eight eardrums were ruptured when exposed to varying explosive pressures and this damage was used to estimate the threshold pressure at which severe damage initially occurs. -

7012 1 in the United States District Court for The
7012 1 IN THE UNITED STATES DISTRICT COURT FOR THE DISTRICT OF COLORADO 2 Criminal Action No. 96-CR-68 3 UNITED STATES OF AMERICA, 4 Plaintiff, 5 vs. 6 TERRY LYNN NICHOLS, 7 Defendant. 8 ƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒ 9 REPORTER'S TRANSCRIPT 10 (Trial to Jury: Volume 64) 11 ƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒƒ 12 Proceedings before the HONORABLE RICHARD P. MATSCH, 13 Judge, United States District Court for the District of 14 Colorado, commencing at 1:35 p.m., on the 5th day of November, 15 1997, in Courtroom C-204, United States Courthouse, Denver, 16 Colorado. 17 18 19 20 21 22 23 24 Proceeding Recorded by Mechanical Stenography, Transcription Produced via Computer by Paul Zuckerman, 1929 Stout Street, 25 P.O. Box 3563, Denver, Colorado, 80294, (303) 629-9285 7013 1 APPEARANCES 2 PATRICK RYAN, United States Attorney for the Western 3 District of Oklahoma, 210 West Park Avenue, Suite 400, Oklahoma 4 City, Oklahoma, 73102, appearing for the plaintiff. 5 LARRY MACKEY, SEAN CONNELLY, BETH WILKINSON, GEOFFREY 6 MEARNS, JAMIE ORENSTEIN, and AITAN GOELMAN, Special Attorneys 7 to the U.S. Attorney General, 1961 Stout Street, Suite 1200, 8 Denver, Colorado, 80294, appearing for the plaintiff. 9 MICHAEL TIGAR, RONALD WOODS, ADAM THURSCHWELL, and 10 JANE TIGAR, Attorneys at Law, 1120 Lincoln Street, Suite 1308, 11 Denver, Colorado, 80203, appearing for Defendant Nichols. 12 * * * * * 13 PROCEEDINGS 14 (Reconvened at 1:35 p.m.) 15 THE COURT: Be seated, please. 16 Yes, Miss Wilkinson. 17 MS. WILKINSON: Your Honor, as to the exhibit, 18 Government Exhibit 1702B, I showed it to Mr.