Experimental Investigation of the Toxicity of Post Detonation Blasting
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Factors Affecting Anfo Fumes Production
FACTORS AFFECTING ANFO FUMES PRODUCTION James H. Rowland III and Richard Mainiero ABSTRACT For many years there have been small scale tests available for evaluating the toxic fumes production by cap- sensitive explosives (DOT Class 1.1), but these could not be used with blasting agents due to the large charge sizes and heavy confinement required for proper detonation. Considering the extensive use of blasting agents in construction and mining, there is a need to determine the quantities of toxic fumes generated by blasting agents. At the International Society of Explosive Engineers Twenty Third Annual Conference on Explosives and Blasting Technique in 1997, the authors reported on a facility for detonating large (4.54 kg), confined blasting agent charges in a controlled volume that had been constructed at the National Institute for Occupational Safety and Health’s Pittsburgh Research Lab’s Experimental Mine. Since 1997, this facility has been used to collect data on toxic fumes produced by the detonation of various ammonium nitrate/fuel oil (ANFO) mixtures and several cap-sensitive explosives. ANFO composition ranging from 1 to 10 percent (pct) fuel oil have been studied. As expected from previous studies, with an increase in fuel oil content the carbon monoxide production increases, while nitric oxide and nitrogen dioxide production decrease. The detonation velocity varies from 3,000 to 4,000 m/sec for the 1 to 10 pct range of fuel oil content, suggesting that ANFO mixes with improper fuel oil content may appear to detonate properly, while their fume production differs significantly from optimum. The study also considers such factors as degree of confinement, water contamination, and aluminum content on blasting agent fume production. -

Toxic Fume Comparison of a Few Explosives Used in Trench Blasting
Toxic Fume Comparison of a Few Explosives Used in Trench Blasting By Marcia L. Harris, Michael J. Sapko, and Richard J. Mainiero National Institute for Occupational Safety and Health Pittsburgh Research Laboratory ABSTRACT Since 1988, there have been 17 documented incidents in the United States and Canada in which carbon monoxide (CO) is suspected to have migrated through ground strata into occupied enclosed spaces as a result of proximate trench blasting or surface mine blasting. These incidents resulted in 39 suspected or medically verified carbon monoxide poisonings and one fatality. To better understand the factors contributing to this hazard, the National Institute for Occupational Safety and Health (NIOSH) carried out studies in a 12-foot diameter sphere to identify key factors that may enhance the levels of CO associated with the detonation of several commercial trenching explosives. The gaseous detonation products from emulsions, a watergel, and ANFO blasting agents as well as gelatin dynamite, TNT, and Pentolite boosters were measured in an argon atmosphere and compared with those for the same explosives detonated in air. Test variables included explosive formulation, wrapper, aluminum addition, oxygen balance, and density. Major contributing factors to CO production, under these laboratory test conditions, are presented. The main finding is the high CO production associated with the lack of afterburning in an oxygen poor atmosphere. Fumes measurements are compared with the manufacturer’s reported IME fume class and with the Federal Relative Toxicity Standard 30 CFR Part 15 in order to gain an understanding of the relative toxicity of some explosives used in trench blasting. INTRODUCTION Toxic gases such as CO and NO are produced by the detonation of explosives. -

Chapter 2 EXPLOSIVES
Chapter 2 EXPLOSIVES This chapter classifies commercial blasting compounds according to their explosive class and type. Initiating devices are listed and described as well. Military explosives are treated separately. The ingredi- ents and more significant properties of each explosive are tabulated and briefly discussed. Data are sum- marized from various handbooks, textbooks, and manufacturers’ technical data sheets. THEORY OF EXPLOSIVES In general, an explosive has four basic characteristics: (1) It is a chemical compound or mixture ignited by heat, shock, impact, friction, or a combination of these conditions; (2) Upon ignition, it decom- poses rapidly in a detonation; (3) There is a rapid release of heat and large quantities of high-pressure gases that expand rapidly with sufficient force to overcome confining forces; and (4) The energy released by the detonation of explosives produces four basic effects; (a) rock fragmentation; (b) rock displacement; (c) ground vibration; and (d) air blast. A general theory of explosives is that the detonation of the explosives charge causes a high-velocity shock wave and a tremendous release of gas. The shock wave cracks and crushes the rock near the explosives and creates thousands of cracks in the rock. These cracks are then filled with the expanding gases. The gases continue to fill and expand the cracks until the gas pressure is too weak to expand the cracks any further, or are vented from the rock. The ingredients in explosives manufactured are classified as: Explosive bases. An explosive base is a solid or a liquid which, upon application or heat or shock, breaks down very rapidly into gaseous products, with an accompanying release of heat energy. -
Schedule 1 — Authorised Explosives [Cl
Schedule 1 — Authorised explosives [cl. 3] UN number Specified explosives of UN classification 1.1A (0129) Lead Azide (0130) Lead Styphnate (0135) Mercury Fulminate (0114) Tetrazene UN number Specified explosives of UN classification 1.1B (0029) Anoline Delay Detonators (ICI) (0029) Austin Delay Primer Delays (0225) Boosters, with Detonator (0029) Capped (Detonator) safety fuse (0360) Capped Fuse Delay Assembly (ICI) (0360) CXA MS Connectors (TES) (0030) Carrick Short Delay Detonators (ICI) (0030) Coal Mine Delay Detonators (Du Pont) (0360) Cordline Delay Detonators (ICI) (0030) Delay Detonators (0029) Detaline MS in the hole Delays (Du Pont) (0029) Detaline MS Surface Delays (Du Pont) (0029) Detaline Starter (Du Pont) (0029) Detonating Relays (0029) Detonators (0030) Du Pont Acudet Mark V Detonators (0360) Du Pont Detaslide (0030) Du Pont SSS Seismic Detonators (0030) Electric Delay Detonators (ERT) (0030) Electric Detonators (0030) Electric Instantaneous II Detonators (ICI) (0030) Electric Super SP (DWL) (0030) Electric Super Seismicdet (DNAP) (0360) Etinel Non Electric Detonators (ERT) (0360) Exel Bunchdet Detonators (ICI) (0360) Exel Connectadet Detonators (ICI) (0360) Exel Detonators (ICI) (0360) Exel Detonators (MS & LP Series) (ICI) (0360) Exel Enduredet Detonators (ICI) (0360) Exel Goldet Detonators (ICI) (0360) Exel Lead-In Line (ICI) (0360) Exel LLHD Detonators (ICI) (0360) Exel MS Connectors (ICI) (0360) Exel Trunkline Delay (ICI) (0360) Fanel Non Electrical Delay Detonators (TES) (0360) Fuse Delay Assembly (0030) High Pressure -

Hard Rock Excavation at the CSM/OCRD Test Site Using Swedish Blast Design Techniques
BMI/OCRD-4(3) Distribution Category UC-70 Hard Rock Excavation at the CSM/OCRD Test Site Using Swedish Blast Design Techniques Technical Report September 1983 Roger Holmberg of Swedish Detonic Research Foundation Consultant to Colorado School of Mines prepared for Office of Crystalline Repository Development Battelle Memorial Institute 505 King Avenue Columbus, OH 43201 The content of this report was effective as of July 1983. This report was prepared by the Department of Geological Engineering, Colorado School of Mines under Subcontract E512-04800 with Battelle Project Management Division, Office of Nuclear Waste Isolation and Office of Crystalline Repository Develop- ment under Contract Nos. EY-76-C-06-1830 and DE-ACO2-83CH10140 with the U.S. Department of Energy. REPRODUCED BY: U.S. Department of Commerce National Technical information SOP/1CO ,Springfield, Virginia 22161 BIBLIOGRAPHIC DATA Holmberg, Roger,1983. Hard Rock Excavation at the CSM/OCRD Test Site Using Swedish Blast Design Techniques, BMI/OCRD-4(3), prepared by Swedish Detonic Research Foundation for Colorado School of Mines for Office of Crystalline Repository Development, Battelle Memorial Institute, Columbus, OH. NOTICE This report was prepared as an account of work sponsored by an agency of the United Stati.L. Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. -
Guide for the Selection of Commercial Explosives Detection Systems For
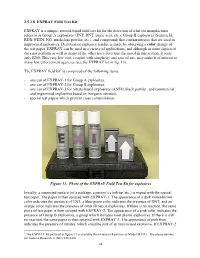
2.5.3.8 EXPRAY Field Test Kit EXPRAY is a unique, aerosol-based field test kit for the detection of what the manufacturer refers to as Group A explosives (TNT, DNT, picric acid, etc.), Group B explosives (Semtex H, RDX, PETN, NG, smokeless powder, etc.), and compounds that contain nitrates that are used in improvised explosives. Detection of explosive residue is made by observing a color change of the test paper. EXPRAY can be used in a variety of applications, and although in some aspects it does not perform as well as many of the other trace detectors discussed in this section, it costs only $250. This very low cost, coupled with simplicity and ease of use, may make it of interest to many law enforcement agencies (see the EXPRAY kit in fig. 13). The EXPRAY field kit2 is comprised of the following items: - one can of EXPRAY-1 for Group A explosives, - one can of EXPRAY-2 for Group B explosives, - one can of EXPRAY-3 for nitrate-based explosives (ANFO, black powder, and commercial and improvised explosives based on inorganic nitrates), - special test papers which prevent cross contamination. Figure 13. Photo of the EXPRAY Field Test Kit for explosives Initially, a suspected surface (of a package, a person’s clothing, etc.) is wiped with the special test paper. The paper is then sprayed with EXPRAY-1. The appearance of a dark violet-brown color indicates the presence of TNT, a blue-green color indicates the presence of DNT, and an orange color indicates the presence of other Group A explosives. -
Schedule 1 — Authorised Explosives [Cl
Schedule 1 — Authorised explosives [cl. 3] UN number Specified explosives of UN classification 1.1A (0129) Lead Azide (0130) Lead Styphnate (0135) Mercury Fulminate (0114) Tetrazene UN number Specified explosives of UN classification 1.1B (0029) Anoline Delay Detonators (ICI) (0029) Austin Delay Primer Delays (0225) Boosters, with Detonator (0029) Capped (Detonator) safety fuse (0360) Capped Fuse Delay Assembly (ICI) (0360) CXA MS Connectors (TES) (0030) Carrick Short Delay Detonators (ICI) (0030) Coal Mine Delay Detonators (Du Pont) (0360) Cordline Delay Detonators (ICI) (0030) Delay Detonators (0029) Detaline MS in the hole Delays (Du Pont) (0029) Detaline MS Surface Delays (Du Pont) (0029) Detaline Starter (Du Pont) (0029) Detonating Relays (0029) Detonators (0029) DRC Detonators (Orica) (0030) Du Pont Acudet Mark V Detonators (0360) Du Pont Detaslide (0030) Du Pont SSS Seismic Detonators (0030) Electric Delay Detonators (ERT) (0030) Electric Detonators (0030) Electric Instantaneous II Detonators (ICI) (0030) Electric Super SP (DWL) (0030) Electric Super Seismicdet (DNAP) (0360) Etinel Non Electric Detonators (ERT) (0360) Exel Bunchdet Detonators (ICI) (0360) Exel Connectadet Detonators (ICI) (0360) Exel Detonators (ICI) (0360) Exel Detonators (MS & LP Series) (ICI) (0360) Exel Enduredet Detonators (ICI) (0360) Exel Goldet Detonators (ICI) (0360) Exel Lead-In Line (ICI) (0360) Exel LLHD Detonators (ICI) (0360) Exel MS Connectors (ICI) (0360) Exel Trunkline Delay (ICI) (0360) Fanel Non Electrical Delay Detonators (TES) (0360) Fuse Delay -

Explosives Detection Technologies and Equipment 2004
The author(s) shown below used Federal funds provided by the U.S. Department of Justice and prepared the following final report: Document Title: Survey of Commercially Available Explosives Detection Technologies and Equipment 2004 Author(s): Lisa Thiesan, David Hannum, Dale W. Murray, John E. Parmeter Document No.: 208861 Date Received: February 2005 Award Number: 96-MU-MU-K011 This report has not been published by the U.S. Department of Justice. To provide better customer service, NCJRS has made this Federally- funded grant final report available electronically in addition to traditional paper copies. Opinions or points of view expressed are those of the author(s) and do not necessarily reflect the official position or policies of the U.S. Department of Justice. This document is a research report submitted to the U.S. Department of Justice. This report has not been published by the Department. Opinions or points of view expressed are those of the author(s) and do not necessarily reflect the official position or policies of the U.S. Department of Justice. Survey of Commercially Available Explosives Detection Technologies and Equipment 2004 Written by: Lisa Theisen, Ph.D. David W. Hannum Dale W. Murray John E. Parmeter, Ph.D. For: The National Law Enforcement and Correction Technology Center, a Program of the National Institute of Justice, U.S. Department of Justice November 2004 This document is a research report submitted to the U.S. Department of Justice. This report has not been published by the Department. Opinions or points of view expressed are those of the author(s) and do not necessarily reflect the official position or policies of the U.S. -

Chapter 3 STORAGE
Chapter 3 STORAGE GENERAL STORAGE INFORMATION Storage shall conform to part 55, Subpart K of Title 27 CFR (BATF). Exceptions to Title 27 CFR, other than more stringent regulations of local, state, or federal agencies, shall be approved by the Director of BATF (see ATF P 5400.9) dated 6/90. PERMANENT MAGAZINES Post magazines with signs reading “EXPLOSIVES-KEEP OFF.” Locate signs to minimize the possibility of a bullet traveling in the direction of the magazine if anyone shoots at the sign. Day boxes shall not be used for permanent storage. 27 CFR, SUBPART K - STORAGE 55.201 GENERAL (a) Section 842(j) of the Act and 55.29 of this part requires that the storage of explosive materials must be in accordance with regulations in this part. Further, section 846 of this Act authorizes regulations to prevent the recurrence of accidental explosions in which explosive materials were involved. The stor- age standards prescribed by this subpart confer no right or privileges to store explosive materials in a manner contrary to state or local law. 39 (b)The director may authorize alternate construction for explosives storage magazine construction that is substantially equivalent to the standards of safety and security contained in this subpart. Any alternate explosive magazine construction approved by the director prior to August 9, l982, will continue as approved unless notified in writing by the director. Any person intending to use alternate magazine construction shall submit a letter of application to the regional director (compliance) for transmittal to the director, specifically describing the proposed magazine. Explosive materials may not be stored in alternate magazines before the applicant has been notified that the application has been approved. -

Characterization and Analysis of Tetranitrate Esters Jimmie C
Characterization and Analysis of Tetranitrate Esters Jimmie C. Oxley; James, L. Smith; Joseph E. Brady, IV; Austin C. Brown University of Rhode Island, Chemistry Dept; Kingston, RI 02881 Abstract Thermal behaviors, vapor pressures, densities, and drop weight impact results, as well as analytical protocols, are reported for three tetranitrate esters: erythritol tetranitrate (ETN), 1,4‐ dinitrato‐2,3‐dinitro‐2,3bis(nitratomethylene) butane (DNTN), and pentaerythritol tetranitrate (PETN). ETN and DNTN both melt below 100oC and have ambient vapor pressures comparable to TNT. While LC/MS was shown to be a viable technique for analysis of all three tetranitrate esters, only ETN was successfully analyzed by GC/MS. Performance of these nitrate esters as evaluated in lab using the small-scale explosivity device (SSED) suggested RDX >> DNTN > PETN > ETN. Detonation velocities were calculated using Cheetah 6.0. Since the starting material is now widely available, it is likely that law enforcement will find ETN in future improvised explosive devices. This paper with its analytical schemes should prove useful in identification of this homemade explosive. Keywords: erythritol tetranitrate, ETN, 1,4‐dinitrato‐2,3‐dinitro‐2,3bis(nitratomethylene) butane, DNTN, pentaerythritol tetranitrate, PETN, vapor pressure, densities, drop weight impact, thermal behavior, HPLC‐HRMS 1. Introduction In recent years there has been growth in use of so-called “homemade” explosives (HME). Preparation of HME can require little synthetic expertise. It can be as simple as mixing oxidizers and fuels as opposed to the preparation and isolation of discrete compounds. When specific characteristics are required terrorists do engage in more complex synthetic procedures. -

Blast Waves and Fragment Velocities of Erythritol Tetranitrate
Full Paper DOI: 10.1002/prep.201600073 Blast Waves and Fragment Velocities of Erythritol Tetranitrate Masahiro Tagawa,*[a] Reiko I. Hiyoshi,[a] Masaru Takeuchi,[a] and Kimiya Akita[a] Abstract: Erythritol tetranitrate (ETN) is a highly sensitive distances of 5 and 7 m (8.9 and 12.5 m kgÀ1/3, respectively), nitrate ester that has a molecular structure similar to nitro- as verified by the waveforms and high-speed camera glycerine and pentaerythritol tetranitrate (PETN). In this images. Previous TNT data for peak overpressure vs. scaled study, experiments detonating 175 g of ETN were repeated distance were used to calculate the TNT equivalents for the three times to measure blast waves 0.6 m above the experimental data, which revealed that ETN had a similar ground. TNT and PETN were also tested under the same value to PETN. The fragment velocities of steel cylinders conditions for comparison. The average peak overpressure were measured, and that of ETN (1040 msÀ1) was higher of ETN was about 30 kPa at 3 m from the explosion center than that of TNT (957 m sÀ1) and lower than that of PETN (5.4 mkgÀ1/3 scaled distance), which was much higher than (1260 msÀ1). The Gurney constant for each explosive was that of TNT (about 22 kPa) and similar to PETN. The effects obtained by using the initial fragment velocities. of the reflected wave from the ground appeared at greater Keywords: Erythritol tetranitrate · TNT equivalent · Mach reflection · Metal fragments · Gurney constant 1 Introduction Erythritol tetranitrate (ETN) (Figure 1) is a simple nitrate In the presented study, several hundred grams of ETN ester that was first prepared in 1949 by Stenhouse [1], al- was prepared and explosion experiments were conducted. -

Investigation on Oxygen-Rich Materials Based on Nitrocarbamates and Fox-7
DISSERTATION ZUR ERLANGUNG DES DOKTORGRADES AN DER FAKULTÄT FÜR CHEMIE UND PHARMAZIE DER LUDWIG-MAXIMILIANS-UNIVERSITÄT MÜNCHEN INVESTIGATION ON OXYGEN-RICH MATERIALS BASED ON NITROCARBAMATES AND FOX-7 Quirin Josef Axthammer aus München, Deutschland 2016 ERKLÄRUNG Diese Dissertation wurde im Sinne von §7 der Promotionsordnung vom 28. November 2011 von Herrn Prof. Dr. T. M. Klapötke betreut. EIDESSTATTLICHE VERSICHERUNG Diese Dissertation wurde eigenständig und ohne unerlaubte Hilfe erarbeitet. München, den 03. Februar 2016 _______________________________ Quirin J. Axthammer Dissertation eingereicht am: 05.02.2016 1. Gutachter: Prof. Dr. T. M. Klapötke 2. Gutachter: Prof. Dr. K. Karaghiosoff Mündliche Prüfung: 29.02.2016 MEINER GELIEBTEN FAMILIE UND IM BESONDEREN MEINEN GROßVATER JOSEF MICHAEL AXTHAMMER * 03.11.1921 ✝ 13.03.2010 Danksagung Mein Dank gilt an vorderster Stelle meinem Doktorvater Prof. Dr. Thomas M. Klapötke für die die Aufnahme in den Arbeitskreis, die interessante Themenstellung, die stetige finanzielle und fachliche Unterstützung meiner Forschungsvorhaben sowie seine Begeisterung für die Wissenschaft. Herrn Prof. Dr. Konstantin Karaghiosoff danke ich nicht nur für die freundliche Übernahme des Zweitgutachtens dieser Dissertation, sondern auch für die Einarbeitung in die Kristallographie und deren Faszination dafür, die ich nun mehr als nur nachvollziehen kann. Der Prüfungskommission, bestehend aus Prof. Dr. T. M. Klapötke, Prof. Dr. K. Karaghiosoff, Prof. Dr. F. Bracher, Prof. Dr. J. Evers, Prof. Dr. Beck und Prof. Dr. A. Kornath, danke ich für Ihre Zeit und der Bereitschaft zur Bildung der selbigen. Die Erstellung dieser Arbeit wurde durch ein Promotionsstipendium der Hanns-Seidel-Stiftung gefördert. Mein Dank richtet sich daher an die Hanns-Seidel-Stiftung für die finanzielle, aber auch für die ideelle Förderung.