The Physical Properties of Selected Curtain Fabrics Made From
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

', :':':;"Texa's- Agricultural , Ex-Ten '
4> ~ -,' , :':':;"TEXA'S- AGRICULTURAL , EX-TEN ' . ... -:>-.~ -~•• ,....,~ hi.t~.' ~ ___ '>::"'" - 'J. E .. 'Hutchison, 'Director, College:.shlt~QP" Texas GRAHAM HARD NENA ROBERSON RHEBA MERLE BOYLES FANNIE BROWN EATON EXTENSION CLOTHING SPECIALISTS The A. and M. College of Texas THE CHARACTERISTICS OF FABRICS which . give 3. Fabrics made of chemically treated cotton, them the virtues of quick drying, crease re linen and rayon. The resin finishes are the most sistance, little or no ironing, keeping their orig commonly used. These finishes should last the inal shape and size during use and care, retaining normal life of a garment. a look of newness and fresh crispness after being worn and cleaned continuously also create sewing FABRIC SELECTION difficulties. The surface often is smoother and The best guides in the selection of quality harder which makes the fabric less pliable and fabrics are informative labels of reputable manu more difficult to handle. These qualities can facturers. Good quality finishes add to the cost cause seams to pucker. Even in the softest blends of fabrics, but compensate for the extra cost in there is a springiness which requires more care in durability and appearance. handling ease, as in the sleeve cap. Each fabric presents different problems. Look Wash-and-wear fabrics may be divided into at the fabric and feel it. Is it closely or loosely three groups: woven? Is it soft and firm, or stiff and wiry? 1. Fabrics woven or knitted from yarns of Will it fray? What style pattern do you have in 100 percent man-made fibers. These fabrics, if mind? properly finished, are highly crease resistant and The correctness of fabric grain is important keep their original shape and size during use and in sewing. -

Laundry Equipment Methods
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Historical Circulars of the Nebraska Agricultural Experiment Station Extension 4-1934 Laundry Equipment Methods E. Carse H. Jeffryes Follow this and additional works at: https://digitalcommons.unl.edu/hcnaes Part of the Home Economics Commons Carse, E. and Jeffryes, H., "Laundry Equipment Methods" (1934). Historical Circulars of the Nebraska Agricultural Experiment Station. 50. https://digitalcommons.unl.edu/hcnaes/50 This Article is brought to you for free and open access by the Extension at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Historical Circulars of the Nebraska Agricultural Experiment Station by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. APR LAUNDRYEQUIPM ANDMET DS CONTENTS Selecti on of Equipmen t..... ........................................... ........... ........... .... 3 Mending ba sket ...... ......................... ...... ........ ...... ......... ..... ............... 3 Sorting equipment ........ .......... .......... ....... .... ..... ........... ............ .... ... 3 Stain-removal equipmen t.... .... ...................... .................................. 4 Tubs .................................. ......... ................... .................... ..... ..... .... 4 Washing machine ..... ...... .............................. ..... ............ ....... ........... 4 Laundry stove ..................... ....... ..... ..... ......... ...... ......... ...... -

Curtains and Draperies
Extension Bulletin 264 June 1951 BULLErJN HU()fvt liBRARY, Uf\WERC:ITY Fi>.P.M Selecting and Making CURTAINS AND DRAPERIES planning ideas buying guides construction aids Jfelen Jf. )Uatfteis WitcH Vou Select eurtnifiS and Vraperies ODAY'S homemaker has a world of new ideas and new prod T ucts to choose from when she plans window treatments for her home. She finds tremendous stress placed on the number, size, shape, and placement of windows in rooms in order that they may serve a number of purposes. Among these are, of course, the basic functions of windows-light, air, and vision. In addition windows often are the focal point, or gathering place for people in a room. All these points must be considered when planning windows and window decor. Whatever your light, air, vision, or by the store display of suggested room activity problems, remember that good settings. window treatment will be restful, it In addition, successful shopping calls will harmonize with the room, and lend for accurate information about your ·distinction to the furnishings used room requirements. You supply this by there. This means that good window carrying with you a sketch of your treatment will take its place as a sat room, preferably with wall and floor isfying part of the room furnishings and space indicated in %-inch scale. will also allow flowers, books,' works Salespeople count on this when they of art, and hobby interests of the family prepare merchandise for your selec to accent the character of furnishings tion. They must know about the archi in the room. -
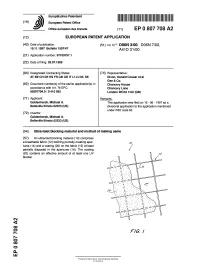
Ultraviolet Blocking Material and Method of Making Same
Patentamt Europaisches ||| || 1 1| || || || || || || ||| || || 1 1| (19) J European Patent Office Office europeen des brevets (11) EP 0 807 708 A2 (12) EUROPEAN PATENT APPLICATION (43) Date of publication: (51) int. CI.6: D06N 3/00, D06N 7/00, 19.11.1997 Bulletin 1997/47 ^41 p 31/00 (21) Application number: 97109757.1 (22) Date of filing: 28.07.1989 (84) Designated Contracting States: (74) Representative: AT BE CH DE ES FR GB GR IT LI LU NL SE Dixon, Donald Cossar et al Gee & Co. (62) Document number(s) of the earlier application(s) in Chancery House accordance with Art. 76 EPC: Chancery Lane 89307704.0 / 0 41 0 055 London WC2A 1 QU (GB) (71) Applicant: Remarks: Goldenhersh, Michael A. This application was filed on 16 - 06 - 1997 as a Belleville Illinois 62223 (US) divisional application to the application mentioned under INID code 62. (72) Inventor: Goldenhersh, Michael A. Belleville Illinois 62223 (US) (54) Ultraviolet blocking material and method of making same (57) An ultraviolet blocking material (10) comprises a breathable fabric (12) defining porosity-creating aper- tures (14) and a coating (20) on the fabric (12) at least partially disposed in the apertures (14). The coating (20) contains an effective amount of at least one UV blocker. CM < CO o FIG. r»- I r»- o CO o Q_ LU Printed by Rank Xerox (UK) Business Services 2.14.23/3.4 EP 0 807 708 A2 Description The present invention relates to an ultraviolet blocking material, and more particularly to a breathable ultraviolet blocking material. 5 Ultraviolet radiation is to be credited with certain therapeutic applications -- for example, the treatment of psoriasis -- but is far better known for its harmful effect on skin ranging from the simple sunburn to a dried-out, prematurely wrin- kled skin, cataracts, and skin cancer. -

California and the Fiber Art Revolution
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by UNL | Libraries University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Textile Society of America Symposium Proceedings Textile Society of America 2004 California and the Fiber Art Revolution Suzanne Baizerman Oakland Museum of California, [email protected] Follow this and additional works at: https://digitalcommons.unl.edu/tsaconf Part of the Art and Design Commons Baizerman, Suzanne, "California and the Fiber Art Revolution" (2004). Textile Society of America Symposium Proceedings. 449. https://digitalcommons.unl.edu/tsaconf/449 This Article is brought to you for free and open access by the Textile Society of America at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Textile Society of America Symposium Proceedings by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. California and the Fiber Art Revolution Suzanne Baizerman Imogene Gieling Curator of Crafts and Decorative Arts Oakland Museum of California Oakland, CA 510-238-3005 [email protected] In the 1960s and ‘70s, California artists participated in and influenced an international revolution in fiber art. The California Design (CD) exhibitions, a series held at the Pasadena Art Museum from 1955 to 1971 (and at another venue in 1976) captured the form and spirit of the transition from handwoven, designer textiles to two dimensional fiber art and sculpture.1 Initially, the California Design exhibits brought together manufactured and one-of-a kind hand-crafted objects, akin to the Good Design exhibitions at the Museum of Modern Art in New York City. -

New Clothes from Old : Extension Circular 4-23-2
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Nebraska 4-H Clubs: Historical Materials and Publications 4-H Youth Development 1951 New Clothes from Old : Extension Circular 4-23-2 Allegra Wilkens Follow this and additional works at: https://digitalcommons.unl.edu/a4hhistory Part of the Service Learning Commons Wilkens, Allegra, "New Clothes from Old : Extension Circular 4-23-2" (1951). Nebraska 4-H Clubs: Historical Materials and Publications. 150. https://digitalcommons.unl.edu/a4hhistory/150 This Article is brought to you for free and open access by the 4-H Youth Development at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Nebraska 4-H Clubs: Historical Materials and Publications by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. May 1951 E. C. 4-23-2 EXTENSION SERVICE UNIVERSITY OF NEBRASKA COLLEGE OF AGRICULTURE AND U. S. DEPARTMENT OF AGRICULTURE COOPERATING - W. V. LAMBERT, DIRECTOR MAKING NEW CLOTHES FROM OLD Allegra E. Wilkens REMAKING SUGGESTIONS Are there garments hanging in your closet or in the attic that nobody ever wears? Will a. few slight changes make them wearable? Is the design so out of date or so much of the fabric worn that the garment should be ripped apart and completely ma.de over? "A penny saved is a penny earned", is an old saying. An attractive garment made at little or no cost will help to adjust your clothing allowance so that you may have money for better quality in some other garments, or money for some other purpose. Remodeling a garment or making a. -

Chiffon Taffeta, 69C
of over the svork of Euro- The woman was about twenty-lire to the in Vtichi Indiana hold that all that is it« eighteenth annual convention In way« taking delay aprita their pursuit Zionists becauae of the war. wore a dark dress and of the dead m»n. it Is to have a pregnant wom¬ ZIONISTS TO AID JEWS! Itostnn June 28 to Julv 1. pean years old and Be Naturally, takes neceassry of ' AT them ao an the fitted that lone to work their wav SUMMER SCHOOLS encircle goal from all part« of th« coat. The description JARS all "These rules are based on an «ver¬ Delegation«, Bodies Washed at Yonkers. Orchard through the hole«, that the man la Plans to Relieve War Suffer country will he sent to formulate ae Up Lucy Seilet, missing- from 32 safely huried before arrive at sion of the primitive mind which many of the, 1'. of Yonker» Yonker«. The man had a mus¬ they to Im¬ tion to assuage the condition Coroner Jame«. Dunn Street, TONG WAR the grave of us find it impossible justify. ing on for Boston. is one of a serge with END BE Programme «lews In the wsr regions and Palestine trying to identify two bodies, tache and wore blue suit, MAY CLOSED even to feel These were the enncessions to possible executive a other of a middle- a black and white shirt- Peter only for an un¬ A demonstration of Zionist strength Louia Lipaky, chairman of the young woman, the striped I hinea» tradition which were "To make others auffer will a discovered the ted pnrmit aversion, to make them auf and enthuaiasm «»¡Il b* held when the committee of the federation, pre- aged man, washed up in the Hudson Pen«en, barge captain, by Mr. -

Tailoring and Dressm King 5 LINING A. SKIRT Or DRESS Today's Fashions
tailoring and dressm king 5 LINING a. SKIRT or DRESS Today’s fashions and fabrics often call for linings. This raises questions among the home seamstresses regarding types of lining and how to attach these to the garment. Lining serves many purposes. It: 0 gives a professional 100k and adds quality 0 adds body and/or opacity to lightweight or thin fabric 0 gives roundness to structural lines where needed 0 prevents sagging, stretch or “sitting " out” in straight skirts (helps to preserve shape of garment) ' 0 gives longer service to the garment 0 helps to eliminate wrinkles A distinCtion should be made among four sometimes confusing terms: 1. Lining refers to a material that partially or entirely covers the inside of a garment. It is assembled separately as though it were a second garment. It finishes the wrong side of the garment as well as serving the purposes listed C above. For better fit and more strength it should be cut on the same grain as the outer fabric. 2. Underlining is a material which is cut in the shape of the garment pieces. The underlining sections are staystitched to- the corresponding outer fabric sections before any seams are joined. This is especially good for loosely woven or thin fabrics. This treatment is usually called “double fabric con- struction.” It is also called backing or underlay. 3. Interlining ,is usually thought of as giving warmth to a coat as well as giving some shape. The interlining is cut' to match the garment pieces and is placed between the lining and the outer fabric. -

Checklist for Textiles U.S.A
THE MUSEUM OF MODERN ART 11 WEST 53 STREET, NEW YORK 19, N. Y. TELEPHONE: CIRCLE 5-8900 No. &• TENTATIVE AND CONFIDENTIAL CHECKLIST FOR TEXTILES U.S.A. Home Furnishings Category Anderson Studio of Handweaving - East Gloucester, Massachusetts. Drapery material. Cotton, viscose and Jute. Designed by Beatrice Anderson, 1951*. Thelma Becherer - West Franklin, New Hampshire. Tapestry. Handwoven of green, yellow and clear "velon" plastic, with dried horsetails and cattails. Plain weave. 1956. Monica Bella Broner, Tapestry. "Fur Weave." Wool, cotton and fur strips, 195^• Bill Carter and Dodie Childs - Chicago, Illinois. Roll Shade, Handwoven matchstick bamboo across multicolored and textured cotton, wool and metallic yarn warp, 1955* Arundell Clarke Drapery fabric. "Strocm Draden". Handscreened white print on trans parent white silk. Designed by Pierre Kleykamp, 1955. Drapery fabric, "Primitive Forms." Handscreened black print on brown cotton. Designed by Baldwin-Machado, 1950, Drapery fabric. "10,000 B.C." Cotton jacquard, charcoal on white. Designed by Naomi Raymond, 1952. Cohn-Hall-Marx Co, (For Colvin, see Bertha Schaefer Callery - Page 3.) Upholstery fabric, Saran and metal, novelty weave. Brown, 1955. Fazakas Fabrics, Inc. Drapery fabric, "Hit & Miss," Black spray on white cotton batiste, Designed by DoneIda Fazakas, 1950, Qeraldine Punk - Lancaster, Pennsylvania, Window ahade, Handwoven red and rust cotton and rayon warp. Banana bark and coconut cord weft. 1950, Screen, Handwoven in Puerto Rico, White string warp,, white jnaguey and coconut sliver weft, 19^8, % Ginstrom - Cedar Falls, Iowa. Screen. "Scallops." Handwoven, handtied openwork; all linen panel. 1955. folding Decorative Fabrics. Drapery fabric. "Torero-Vermilion 33." Silk screened cotton sateen. Designed by Otto and Grete Wollner,1955» LiUy E. -

Graded-In Textiles
Graded-In Textiles For a list of each of our partner commpany’s patterns with Boss • Indicate GRADED-IN TEXTILE on your order and Boss Design Design Grades visit www.bossdesign.com. To order memo will order the fabric and produce the specified furniture. samples visit the websites or call the numbers listed below. • Boss Design reserves the right to adjust grades to accommodate price changes received from our suppliers. • Refer to our website www.bossdesign.com for complete pattern memo samples: www.arc-com.com or 800-223-5466 lists with corresponding Boss Design grades. Fabrics priced above our grade levels and those with exceptionally large repeats are indicated with “CALL”. Please contact Customer Service for pricing. • Orders are subject to availability of the fabric from the supplier . • Furniture specified using multi-fabric applications or contrasting welts be up charged. memo samples: www.architex-ljh.com or 800-621-0827 may • Textiles offered in the Graded-in Textiles program are non- standard materials and are considered Customer’s Own Materials (COM). Because COMs are selected by and used at the request of a user, they are not warranted. It is the responsibility of the purchaser to determine the suitability of a fabric for its end use. memos: www.paulbraytondesigns.com or 800-882-4720 • In the absence of specific application instructions, Boss Design will apply the fabric as it is sampled by the source and as it is displayed on their website. memo samples: www.camirafabrics.com or 616 288 0655 • MEMO SAMPLES MUST BE ORDERED DIRECTLY FROM THE FABRIC SUPPLIER. -

Window Treatment
Extension Bulletin No. 451 August 1951 Window Treatment Extension Service. Institute of Agricultural Sciences The State College of Washington. Pullman. Washington Function of Window Treatment Well-planned window treatment Controls the quantity of the light. Gives privacy. Frames a beautiful view or shuts out an unpleasant one. Decoratiue Use of Window Treatment Well-planned window treatment- Adds beauty through color, texture, and pattern. Harmonizes the colors in the furnishings with the background of a room. REFERENCE: How to Make Curtains, Michi gan State College Extension Service. Window Treatment By Lila B. Dickerson. Extension Home Management Specialist* Just as you consider a davenport or rug as an out-of-place piece of furniture, can spoil when refurnishing a room in your home, you the effect of an otherwise well-arranged room. should also plan your curtains or draperies Simple window treatments that are useful as carefully. Poorly used window treatment, just well as decorative are always a good choice. Choose Your Window Treatment The best window treatment for a room de The Size of a Room pends on the size, shape, and arrangement of If the room is small and you want it to ap the windows as well as the general character pear larger, choose draperies that blend with or of the room and its furnishings. match the color of the walls. Too much design In a room with elaborate furnishings you'll or color contrast divides the walls into small want to use more formal window treatment. areas and makes the room seem smaller. Choose lightweight, fine-textured, plain or small-pat For a room with simple furnishings, choose terned fabrics. -

Ieupninn Mpralii MANCHESTER, CONN., MONDAY, OCTOBER 20, 1975- VOL
'< T V < J , ,< 1 The weather ’ ( ! Rain and drizzle gradually ending tonight. High in 50s. Lows overnight, 40 to 50. Tuesday, becoming partly sunny and warmer, high in 60s. iEupninn Mpralii MANCHESTER, CONN., MONDAY, OCTOBER 20, 1975- VOL. XCV, No. 17 Manchester—A City of Village Charm SIXTEEN PAGES PRICE: FIFTEEN CENTS <;Fr HOW NkAI £/vrfiy News Real GNP growth rate ‘■•Ail summary (compiled from fastest in 20 years rnil«*(l Internutionul WASHINGTON (UPI) - The national highest quarterly rise since the 12.4 per cent in the third quarter, down from 5.1 ivM in economy measured by the real Gross cent gain in the first quarter of 1955. per cent in the second quarter and 9 per National Product increased 11.2 per cent Commerce said private investment in cent in the first quarter. State in the third quarter for the fastest growth creased $14.2 billion to $94.9 billion. That When inflation is added, Commerce said ^SERlif rate in more than 20 years, the Commerce was much lower than the $120.5 billion an the GNP increased 16.7 per cent to $1,498 Department said today. nual rate at the end of 1974, but still GROTON — The 16-week strike by trillion. It was the biggest increase since 10,000 workers at the Electric Boat The GNP gains occurred primarily marked the first rise in two years, an in the 8.9 per cent rise in the first quarter of dication that production and job oppor- Division of General Dynamics was because consumers dipped into their 1951 during the Korean War.