MEMS) Technology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Crystal Oscillators 1
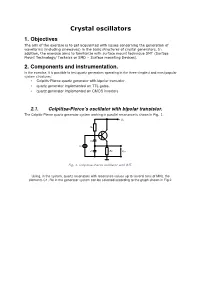
Crystal oscillators 1. Objectives The aim of the exercise is to get acquainted with issues concerning the generation of waveforms (including sinewaves) in the basic structures of crystal generators. In addition, the exercise aims to familiarize with surface mount technique SMT (Surface Mount Technology/ Technics or SMD – Surface mounting Devices). 2. Components and instrumentation. In the exercise, it is possible to test quartz generators operating in the three simplest and most popular system structures: • Colpitts-Pierce quartz generator with bipolar transistor, • quartz generator implemented on TTL gates, • quartz generator implemented on CMOS inverters 2.1. Colpittsa-Pierce’s oscillator with bipolar transistor. The Colpitts-Pierce quartz generator system working in parallel resonance is shown in Fig. 1. + UCC Rb C2 XT C1 Re UWY Fig. 1. Colpittsa-Pierce oscillator with BJT. Using, in the system, quartz resonators with resonance values up to several tens of MHz, the elements C1, Re in the generator system can be selected according to the graph shown in Fig.2. RezystorRe [Ohm] Frequency [MHz] Fig. 2. Selection of C1 and Re elements in the Colpitts-Pierce oscillator 2.2. Quartz oscillator implemented using TTL digital IC Fig. 3 presents a diagram of a quartz oscillator implemented using NAND gates in TTL technology. The oscillator works in series resonance. In this system, while maintaining the same resistance values, quartz resonators with a frequency from a few to 10 MHz can be used. 560 1k8 220 220 UWY XT Fig. 3. Cristal oscillator with serial resonance implemented with NAND gates in TTL technology In the laboratory exercise, it is proposed to implement the system using TTL series 74LS00 (pins of the IC are shown in in Fig.4). -

Analysis of BJT Colpitts Oscillators - Empirical and Mathematical Methods for Predicting Behavior Nicholas Jon Stave Marquette University
Marquette University e-Publications@Marquette Master's Theses (2009 -) Dissertations, Theses, and Professional Projects Analysis of BJT Colpitts Oscillators - Empirical and Mathematical Methods for Predicting Behavior Nicholas Jon Stave Marquette University Recommended Citation Stave, Nicholas Jon, "Analysis of BJT Colpitts sO cillators - Empirical and Mathematical Methods for Predicting Behavior" (2019). Master's Theses (2009 -). 554. https://epublications.marquette.edu/theses_open/554 ANALYSIS OF BJT COLPITTS OSCILLATORS – EMPIRICAL AND MATHEMATICAL METHODS FOR PREDICTING BEHAVIOR by Nicholas J. Stave, B.Sc. A Thesis submitted to the Faculty of the Graduate School, Marquette University, in Partial Fulfillment of the Requirements for the Degree of Master of Science Milwaukee, Wisconsin August 2019 ABSTRACT ANALYSIS OF BJT COLPITTS OSCILLATORS – EMPIRICAL AND MATHEMATICAL METHODS FOR PREDICTING BEHAVIOR Nicholas J. Stave, B.Sc. Marquette University, 2019 Oscillator circuits perform two fundamental roles in wireless communication – the local oscillator for frequency shifting and the voltage-controlled oscillator for modulation and detection. The Colpitts oscillator is a common topology used for these applications. Because the oscillator must function as a component of a larger system, the ability to predict and control its output characteristics is necessary. Textbooks treating the circuit often omit analysis of output voltage amplitude and output resistance and the literature on the topic often focuses on gigahertz-frequency chip-based applications. Without extensive component and parasitics information, it is often difficult to make simulation software predictions agree with experimental oscillator results. The oscillator studied in this thesis is the bipolar junction Colpitts oscillator in the common-base configuration and the analysis is primarily experimental. The characteristics considered are output voltage amplitude, output resistance, and sinusoidal purity of the waveform. -

AN826 Crystal Oscillator Basics and Crystal Selection for Rfpic™ And
AN826 Crystal Oscillator Basics and Crystal Selection for rfPICTM and PICmicro® Devices • What temperature stability is needed? Author: Steven Bible Microchip Technology Inc. • What temperature range will be required? • Which enclosure (holder) do you desire? INTRODUCTION • What load capacitance (CL) do you require? • What shunt capacitance (C ) do you require? Oscillators are an important component of radio fre- 0 quency (RF) and digital devices. Today, product design • Is pullability required? engineers often do not find themselves designing oscil- • What motional capacitance (C1) do you require? lators because the oscillator circuitry is provided on the • What Equivalent Series Resistance (ESR) is device. However, the circuitry is not complete. Selec- required? tion of the crystal and external capacitors have been • What drive level is required? left to the product design engineer. If the incorrect crys- To the uninitiated, these are overwhelming questions. tal and external capacitors are selected, it can lead to a What effect do these specifications have on the opera- product that does not operate properly, fails prema- tion of the oscillator? What do they mean? It becomes turely, or will not operate over the intended temperature apparent to the product design engineer that the only range. For product success it is important that the way to answer these questions is to understand how an designer understand how an oscillator operates in oscillator works. order to select the correct crystal. This Application Note will not make you into an oscilla- Selection of a crystal appears deceivingly simple. Take tor designer. It will only explain the operation of an for example the case of a microcontroller. -
Crystals Load Capacitance Calculation And
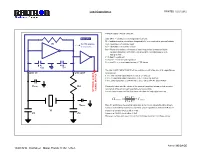
Load Capacitance PRINTED: 12/21/2012 TYPICAL OSCILLATOR CIRCUIT OSC CELL OSC CELL = oscillator circuit integrated into any IC. Rf = feedback resistor, sometimes integrated in IC or is required as external resistor Rf CLOCK SIGNAL Cg = capacitance of oscillator input for IC internal use Cd = capacitance of oscillator output Rd = Phase shift resistor, necessary at lower frequencies to meet oscillation condition that phase shift all the way around the oscillator loop need to add up to 360°. Y1 = Quartz crystal unit C1 and C1 = external load capacitors. CPCB1 and CPCB2 = stray capacitances of PCB traces Cg Cd The total LOAD CAPACITANCE of the oscillator circuit is the sum of all capacitances. OSC IN OSC OUT consisting of: 1. The two external capacitors (here called C1 and C2) 2. The IC input and output capacitances (here called Cg and Cd) 3. The stray capacitances of PCB traces (here called CPCB1 and CPCB2) CPCB1 Rd Commonly being only the values of the external capacitors known so that a correct calculation of the actual load capacitance is not possible. SIGNAL OUTPUT OPTIONALCLOCK In such case we use simlified formula to calculate the load capacitance as: C1 C2 CL C TOTAL C1 C2 STRAY CPCB2 Here C1 and C2 are the external capacitors in the cricuit, values should be known. Cstray is summarized value for IC input and output capacitance and the PCB traces. Y1 Cstray in a 3.3VDC circuit is often 3~4pF. C1 C2 Cstray in a 5.0VDC circuit often 5~7pF. However, we have also seen circuits that had large deviation from these values. -
Microcontroller Oscillator Circuit Design Considerations by Cathy Cox and Clay Merritt
Freescale Semiconduct or, Inc... 2 CrystalOscillatorTheory 1 Introduction By CathyCoxandClayMerritt Considerations Microcontroller OscillatorCircuitDesign can beexpected,asignificantamountofpowerisrequiredtokeepanamplifierinlinearmode. digital NANDgateasananalogamplifierisnotlogical,butthishowoscillatorcircuitfunctions.As The voltageincreasesuntiltheNANDgateamplifiersaturates.Atfirstglance,thoughtofusinga energized, theloopgainmustbegreaterthanonewhilevoltageatXTALgrowsovermultiplecycles. overall loopgainequaltooneandanphaseshiftthatisintegermultipleof360 stabilize thefrequencyandsupply180 sists oftwoparts:aninvertingamplifierthatsuppliesavoltagegainand180 The Pierce-typeoscillatorcircuitshownin pitfalls. document istodevelopasystematicapproachgoodoscillatordesignandpointoutsomecommon ing crystalandmicrocontrollerfunctionswithoutthehelpofmatingspecifications.Theobjectivethis timing overawidetemperaturerangeusecrystaloscillator.PCBdesignershavethetaskofintegrat- The heartbeatofeverymicrocontrollerdesignistheoscillatorcircuit.Mostdesignsthatdemandprecise cy selectivefeedbackpath.ThecrystalcombinedwithC 1. 2.The M68HC11oscillatorcircuitpinsarelabeledXTALand EXTAL. forpowerconservation. STOP isaninternallygeneratedsignalthatdisablestheoscillator circuit EXTAL Cx STOP Figure 1PierceOscillator 2 ° phaseshiftfeedbackpath.Insteadystate,thiscircuithasan 1 Figure 1 Rf Y1 isusedonmostmicrocontrollers.Thiscircuitcon- x andC y formatunedPInetworkthattendsto XTAL Cy 2 ° phaseshiftandafrequen- Order thisdocument byAN1706/D ° . Uponbeing Freescale Semiconductor, -

CIRCUIT IDEAS for DESIGNERS Ultra Low Voltage Crystal Oscillator
Category: FET CIRCUIT IDEAS FOR DESIGNERS Schematic no. fet_11121.0 Ultra Low Voltage Crystal Oscillator Circuit using Active Loads Description This is an ultra low-voltage crystal oscillator circuit using EPAD MOSFETs with active load and output buffer. This circuit is similar to a standard crystal oscillator circuit used in 5V circuits. However, at low operating voltages, the values of the resistors and the impedance of the inverter MOSFET are selected to optimize oscillation stability and minimize power consumption. An active load device using a depletion mode EPAD MOSFET such as an ALD114804 replaces a passive resistor load at the inverter. Using appropriate component values, a crystal oscillator circuit can be configured to operate in the range of supply voltages from V+ = 5V to V+ = 0.5V, with crystal frequencies ranging from 1 MHz to 16 MHz. The active load reduces the contrast in the corresponding power consumption at different supply voltages. At V+= 5V the power consumed by the oscillator circuit is 346 µW whereas at V+= 0.5V, the same circuit consumes a mere 32 µW while oscillating at the same selected crystal frequency. At higher crystal frequencies in excess of 4 MHz, a dual EPAD MOSFET can be connected in parallel to provide more low voltage drive current necessary. Recommended Components EPAD MOSFETs: M1, M3 ALD110800 (either single or dual MOSFET connected in parallel); Active Load: M2 ½ ALD114904 CL1=10pF; CL2 = 22pF; RF= 5.6MOhm; RL= 6 Ohm; ROUT = 2.4KOhm Other Related Circuit Ideas Schematic no. fet_11120.0 Ultra Low Voltage Micropower Crystal Oscillator Circuit 2005 Advanced Linear Devices, Inc. -

EURO QUARTZ TECHNICAL NOTES Crystal Theory Page 1 of 8
EURO QUARTZ TECHNICAL NOTES Crystal Theory Page 1 of 8 Introduction The Crystal Equivalent Circuit If you are an engineer mainly working with digital devices these notes In the crystal equivalent circuit above, L1, C1 and R1 are the crystal should reacquaint you with a little analogue theory. The treatment is motional parameters and C0 is the capacitance between the crystal non-mathematical, concentrating on practical aspects of circuit design. electrodes, together with capacitances due to its mounting and lead- out arrangement. The current flowing into a load at B as a result of a Various oscillator designs are illustrated that with a little constant-voltage source of variable frequency applied at A is plotted experimentation may be easily modified to suit your requirements. If below. you prefer a more ‘in-depth’ treatment of the subject, the appendix contains formulae and a list of further reading. At low frequencies, the impedance of the motional arm of the crystal is extremely high and current rises with increasing frequency due solely to Series or Parallel? the decreasing reactance of C0. A frequency fr is reached where L1 is resonant with C1, and at which the current rises dramatically, being It can often be confusing as to whether a particular circuit arrangement limited only by RL and crystal motional resistance R1 in series. At only requires a parallel or series resonant crystal. To help clarify this point, it slightly higher frequencies the motional arm exhibits an increasing net is useful to consider both the crystal equivalent circuit and the method inductive reactance, which resonates with C0 at fa, causing the current by which crystal manufacturers calibrate crystal products. -

Single Transistor Crystal Oscillator Circuits
Copyright © 2009 Rakon Limited SINGLE TRANSISTOR CRYSTAL OSCILLATOR CIRCUITS The majority of modern crystal oscillator circuits fall into one of two design categories, the Colpitts / Clapp oscillator and the Pierce oscillator. There are other types of single transistor oscillators ( Hartley and Butler for example ), but their usefulness and application is beyond the scope of this discussion. For an electronic circuit to oscillate there are two criteria which must be satisfied. It must contain an amplifier with sufficient gain to overcome the losses of the feedback network (quartz crystal in this case) and the phase shift around the whole circuit is 0 o or some integer multiple of 360 o. To design a crystal oscillator the above has to be true but there are a myriad of other considerations including crystal power dissipation, unwanted mode suppression, crystal loading (the actual impedance the crystal sees once oscillation has started) and the introduction of a non-linearity in the gain to limit the oscillation build-up. Consider the apparently simple circuit of the Colpitts / Clapp oscillator in Fig. 1. Without the correct simulation tools it is not immediately obvious this circuit has Negative Resistance at the frequency of oscillation (necessary to over come the crystals Equivalent Series Resistance), an initial gain in excess of one (to allow oscillator start- up) which drops to unity once the oscillation starts, and is then subsequently stabilised by either the voltage limiting on the transistor’s base emitter junction, or transistor collector current starvation. For AT cut crystals this circuit, with careful choice of the component values, can be made to oscillate from about 1MHz to above 200MHz with complete control over the crystal drive level and crystal loading impedance. -

AN2049 Some Characteristics and Design Notes for Crystal Feedback
Some Characteristics and Design Notes for Crystal Feedback Oscillators 1. Introduction This note is written to assist engineers in the production of reliable clock circuits which may be used with devices such as the MPC860, MC68360 and MC68302 and their derivatives. All these devices offer more than one method for the generation of the system clock - the clock which is used throughout the chip. Differences exist between these highly integrated communications processors since they may or may not include a phase lock loop (PLL) stage incorporating a multiplier. When present, PLLs may be used to obtain higher frequencies than those created or input at the clock pins. This note is confined to discussion about basic clock generation excluding the PLL. The basic clock pins are two, an input pin (EXTAL) and an output pin (XTAL). These pins connect to a digital inverter circuit (fig. 1) and it is important to note the inverter is ONLY defined and tested for its digital characteristics such as . risetime, falltime, and propagation delay time, and not for any linear amplification properties. c n I , r EXTAL o t c XTAL u d n o c i m Fig. 1 The Basic Clock Oscillator. e A key decision concerns the type of source to be used for the system clock. The choice generally lies between the S following methods: e l 1. A purpose-designed Hybrid Crystal Clock Oscillator, the type normally found in a metal can with four pins and a similar to a Dual In-line Package (DIP). c s 2. A suitably available and stable on-board clock waveform from another section of the total design. -

Pdf 146.00K An12
Application Note 12 October 1985 Circuit Techniques for Clock Sources Jim Williams Almost all digital or communication systems require some network shown is a replacement for this function. Figure 1d form of clock source. Generating accurate and stable clock is a version using two gates. Such circuits are particularly signals is often a difficult design problem. vulnerable to spurious operation but are attractive from a Quartz crystals are the basis for most clock sources. The component count standpoint. The two linearly biased gates combination of high Q, stability vs time and temperature, provide 360 degrees of phase shift with the feedback path and wide available frequency range make crystals a coming through the crystal. The capacitor simply blocks price-performance bargain. Unfortunately, relatively little DC in the gain path. Figure 1e shows a circuit based on information has appeared on circuitry for crystals and discrete components. Contrasted against the other cir- engineers often view crystal circuitry as a black art, best cuits, it provides a good example of the design flexibility left to a few skilled practitioners (see box, “About Quartz and certainty available with components specified in the Crystals”). linear domain. This circuit will oscillate over a wide range of crystal frequencies, typically 2MHz to 20MHz. In fact, the highest performance crystal clock circuitry does demand a variety of complex considerations and subtle The 2.2k and 33k resistors and the diodes compose a implementation techniques. Most applications, however, pseudo current source which supplies base drive. don’t require this level of attention and are relatively easy At 25°C the base current is: to serve. -
Crystal Oscillator Circuits
CRYSTAL OSCILLATOR CIRCUITS Revised Edition Robert J. Matthys 05K KRIEGER PUBLISHING COMPANY MALABAR, FLORIDA 1 i L Original Edition 1983 Revised Edition 1992 Printed and Published by KRIEGER PUBLISHING COMPANY KRIEGER DRIVE MALABAR, FLORIDA 32950 Copyright 0 1983 by John Wiley and Sons, Inc. Returned to Author 1990 Copyright 0 1992 (new material) by Krieger Publishing Company All rights reserved. No part of this book may be reproduced in any form or by any means, electronicor mechanical, including information storageand retrieval systems without permission in writing from the publisher. No liability is assumed with respect to the use of the information contained herein. Printed in the United States of America. Library of Congress Cataloging-In-Publication Data Matthys, Robert J., 1929- Crystal oscillator circuits / Robert J. Matthys. p. cm. Revised Ed. Originally published: New York : John Wiley and Sons, 1983. Includes bibliographical references and index. ISBN O-89464-552-8 (acid-free paper) 1. Oscillators, Crystal. I. Title. TK7872.07M37 1991 621.381’533-dc20 91-8026 CIP 10 9 8 7 6 5 4 CONTENTS 1. BACKGROUND 2. QUARTZ CRYSTALS 3. FUNDAMENTALS OF CRYSTAL OSCILLATION 3.1. Oscillation 9 3.2. Series Resonance versus Parallel Resonance 9 3.3. Basic Crystal Circuit Connections 10 3.4. Crystal Response to a Step Input 13 4. CIRCUIT DESIGN CHARACTERISTICS 4.1. Crystal’s Internal Series Resistance R, 17 4.2. Load Impedance across the Crystal Terminals 18 4.3. Oscillator Loop Gain 19 4.4. Reduced Crystal Voltage Limits above 1 MHz 20 4.5. DC Biasing of Transistor and IC Amplifier Stages 21 4.6. -
Oscillator Design Considerations
AN0016.0: Oscillator Design Considerations This application note provides an introduction to the oscillators in MCU Series 0 or Wireless MCU Series 0 devices and provides KEY POINTS guidelines in selecting correct components for their oscillator cir- • Crystal oscillators are more precise and cuits. stable, but are more expensive and start up more slowly than RC and ceramic The MCU Series 0 or Wireless MCU Series 0 devices contain two crystal oscillators: oscillators. one low speed (32.768 kHz) and one high speed (4-50 MHz depending on the device, • Learn what parameters are important see datasheet for more information). Topics covered include oscillator theory and some when selecting an oscillator. recommended crystals for these devices. • Learn how to reduce power consumption when using an external oscillator. Reactance f S f A Frequency silabs.com | Building a more connected world. Rev. 1.30 AN0016.0: Oscillator Design Considerations Device Compatibility 1. Device Compatibility This application note supports multiple device families, and some functionality is different depending on the device. MCU Series 0 consists of: • EFM32 Gecko (EFM32G) • EFM32 Giant Gecko (EFM32GG) • EFM32 Wonder Gecko (EFM32WG) • EFM32 Leopard Gecko (EFM32LG) • EFM32 Tiny Gecko (EFM32TG) • EFM32 Zero Gecko (EFM32ZG) • EFM32 Happy Gecko (EFM32HG) Wireless MCU Series 0 consists of: • EZR32 Wonder Gecko (EZR32WG) • EZR32 Leopard Gecko (EZR32LG) • EZR32 Happy Gecko (EZR32HG) silabs.com | Building a more connected world. Rev. 1.30 | 2 AN0016.0: Oscillator Design Considerations Oscillator Theory 2. Oscillator Theory 2.1 What is an Oscillator? An oscillator is an electronic circuit which generates a repetitive, or periodic, time-varying signal.