Regulation on Recyclability and Recycling
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Fortum Recycling & Waste
Fortum Recycling & Waste Public affair priorities 06/2021 Fortum Recycling & Waste Public affair priorities FORTUM RECYCLING & WASTE Public affair priorities As part of Fortum corporation, our Recycling & Waste business area leads the change towards a low-emission energy system and the optimal use of resources. Our goal is to support our customers’ businesses by conserving natural resources and promoting a circular economy. We work together with our customers to build smart and sustainable solutions to ensure the circulation of valuable materials and the removal of harmful substances from the material cycle. Fortum Recycling & Waste employs approximately 650 employees in about 30 offices and treatment centers in Finland, Sweden, Denmark and Norway. Megatrends like climate change, urbanisation, population growth and limited natural resources are shaping the world. They are pushing us to maximise the efficient use of resources. Reliable waste management and resource efficiency are fundamental in a society based on sustainable practices for a cleaner world. Our aim is to promote the transition towards a more extensive circular economy. For us, a successful circular economy means that materials are recycled as much as possible and hazardous substances are removed from circulation. Our circular economy approach receives, processes and reuses customer waste for material recycling and energy production. Policy objectives should aim to ensure a clean circular economy model and a stronger market for high-quality recycled raw materials. Ultimately, Fortum’s aim is for as much of the waste stream as possible to be recycled, recovered or reused. Waste that is unsuitable for recycling or reuse is incinerated in waste-to-energy plants or in dedicated plants for hazardous waste. -

EU Sustainability Legislation on Batteries: Batteries Directive Revision RECHARGE Comments to EU Commission Stakeholder Consultation from April 27 to May 5, 2020
EU Sustainability Legislation on Batteries: Batteries Directive revision RECHARGE Comments to EU Commission stakeholder consultation from April 27 to May 5, 2020 EU Sustainability Legislation on Batteries: Batteries Directive I 2 EU SUSTAINABILITY LEGISLATION ON BATTERIES In October 2017, the European Commission launched the EU Batteries Alliance to create a competitive and sustainable battery manufacturing activity in the European Union, contributing to both growth and sustainability objectives. In parallel, the Commission has initiated the review of Directive 2006/66/EC (the “Batteries Directive”). Under the EU Sustainability Legislation on Batteries initiative, the Commission intends to complement the existing legislation with key sustainability measures as set out by the European Green Deal, and the respective Industrial Strategy, Circular Economy Action Plan and Chemicals Strategy for Sustainability. By the end of 2020, the Commission will publish a proposal for a new battery legislation. The improved regulatory framework for batteries will be pivotal to address the high goal of establishing a sustainable battery industry and deployment in Europe, while ensuring that the European market can remain competitive at global scale. A strong supporter of the European sustainability agenda, RECHARGE participates with strong evidence and industry knowledge in the respective institutional work programs to help establish a regulatory framework that will enable European actors to execute on the technological, environmental and social leadership ambitions of the Strategic Action Plan on Batteries. To this end, we need: • INTERNATIONAL LEVEL PLAYING FIELD: Ensure a level-playing field for the European battery industry by providing legislation supportive of the European Battery Alliance and the Strategic Action Plan for Batteries. -

Waste Batteries
Waste Batteries 16. September 2015 Dr. Michael Oberdörfer Overview 1. Introduction 2. European Battery Directive 2006/66 3. Implementation in German 4. Recovery technologies for waste batteries 2 1. Introduction Main chemical systems Primary batteries (not rechargeable) • Zinc-carbon • Alkaline-manganese • Lithium • Silver oxide; Zinc Air • Mercury-oxide Secondary batteries or accumulators (rechargeable) • Lead-acid • Lithium-Ion, Lithium-polymer • NiMH • NiCd 3 1. World-market Portable rechargeable 16% Primary batteries 37% Industrial rechargeable 17% Automotive batteries 30% 4 2. The Batteries Directive 2006/66/EC Aims: Prohibition on the placing on the market of batteries and accumulators containing hazardous substances. Promotion of a high level of collection and recycling of waste batteries and accumulators. What is new? Applies to all battery types Ban on mercury and cadmium Producer responsibility: collection schemes and recycling Collection targets and recycling efficiency 5 2. The Batteries Directive 2006/66/EC Definitions Portable battery: - is sealed and - can be hand-carried and - is neither an industrial nor an automotive battery. Industrial battery: - designed for exclusively industrial or professional uses or used in any type of electric vehicle. Automotive battery: - used for automotive starter, lighting or ignition power. Producer: - any person in a Member State that places batteries or accumulators, including those incorporated into appliances or vehicles, on the market for the first time within the territory -
Directive 2006/66/EC by QNET LLC Directive 1) Batteries + Goes Into Effect 26 September 2008 2006/66/EC Accumulators
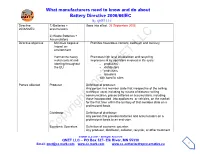
What manufacturers need to know and do about Battery Directive 2006/66/EC By QNET LLC Directive 1) Batteries + Goes into effect 26 September 2008 2006/66/EC accumulators 2) Waste Batteries + Accumulators Directive objective Minimize negative Prohibits hazardous content: cadmium and mercury impact on environment Harmonize heavy Promotes high level of collection and recycling metal content and Improvement by operators involved in life cycle: labeling throughout - producers the EU. - distributors - end-users - recyclers with specific rules Parties affected Producer Definition of producer: Any person in a member state that irrespective of the selling technique used, including by means of distance selling communication, places batteries or accumulators, including those incorporated into appliances or vehicles, on the market for the first time within the territory of that member state on a professional basis Distributor Definition of distributor: Any person that provides batteries and accumulators on a professional basis to an end-user. Economic Operators Definition of economic operator: Any producer, distributor, collector, recycler, or other treatment © QNET LLC 2007 – All Rights Reserved QNET LLC – PO Box 527- Elk River, MN 55330 Email: [email protected] www.ce-mark.com www.ce-authorizedrepresentative.eu 1 What manufacturers need to know and do about Battery Directive 2006/66/EC A Doing It Once! service By QNET LLC operator. Member States Definition of member states: All EU countries Directive scope All types of batteries and Regardless of shape, volume, weight, material composition or accumulators. Includes: use. Battery or accumulators Exemptions: Battery packs - Equipment connected with the protection of Portable battery Member States essential security interests, arms, Button cell munitions, and war material, with the exclusion of Automotive battery products that are not intended for specifically Industrial battery military purposes. -

CERTIFICATE of COMPLIANCE Battery Directive
CERTIFICATE OF COMPLIANCE with EU Battery Directive 2006/66/EC from 6 September 2006 and its amendment (Dir. 2008/12/EC, 2008/103/EC, 2013/56/EU) Renata SA's range of 3V Lithium Manganese Dioxide coin cells: Renata CR1025 1) Renata CR2016.MFR 8) Renata CR2320 1) Renata CR1216 1) Renata CR2025 MFR 2) Renata CR2325 1) Renata CR1216 MFR 6) Renata CR2025 1) Renata CR2430 1) Renata CR1220 1) Renata CR2032 MFR 2) Renata CR2430 MFR 5) Renata CR1220 MFR 6) Renata CR2032 1) Renata CR2450N 1) Renata CR1225 1) Renata CR2032.MFR 10) Renata CR2450N.MFR 11) Renata CR1616 1) Renata CR2045 3) Renata CR2450HT 4) Renata CR1620 1) Renata CR2025.MFR 9) Renata CR2477N 1) Renata CR1632 1) Renata CR2045HT 4) Renata CR2450N-MFR 7) Renata CR2016 MFR 2) Renata CR2046A 4) Renata CR2477N.MFR 12) Renata CR2016 1) This document certifies that the battery models as stated above and provided by Renata SA are in compliance with the above mentioned EU Battery Directive. January 11, 2021 Eric Weber CTO Weight limits according to 2006/66/EC Substance Weight limit (ppm) Lead (Pb) 40 Cadmium (Cd) 20 Mercury (Hg) 5 1) SGS Test Report EC405623000 dated Feb 16, 2007 2) SGS Test Report EC405697500 dated March 14, 2007 3) SGS Test Report CANEC0904976701 dated October 12, 2009 4) SGS Test Report CANEC0904976702 dated October 12, 2009 5) SGS Test Report CE/2009/45328 dated April 22, 2009 6) SGS Test Report CE/2013/72260 dated September 2, 2013 7) CTI Test Report RLSZD001049480001 dated October 10, 2011 8) CTI Test Report SCL01H064838001 9) CTI Test Report SCL01H064838002 10) CTI Test Report SCL01H064838003 11) CTI Test Report SCL01H064838004 12) CTI Test Report SCL01H064838005 Applicability of RoHS / WEEE / End of Life Vehicles Directives on Batteries: • The RoHS Directive Directive 2011/65/EU (including amendment 2015/863/EU) of the European Parliament and of the Council of June 08, 2011 on the restriction of the use of certain hazardous substances in electrical and electronics equipment (RoHS Directive). -

Part I Battery Recycling
ISSN: 2692-5397 DOI: 10.33552/MCMS.2020.03.000555 Modern Concepts in Material Science Review Article Copyright © All rights are reserved by Farouk Tedjar “Urban Mine” A Modern Source of Materials: Part I Battery Recycling Farouk Tedjar* Energy Research Institute, Nanyang Technological University, Singapore *Corresponding author: Farouk Tedjar, Energy Research Institute, Nanyang Received Date: May 04, 2020 Published Date: May 22, 2020 Technological University, 1 Cleantech Loop, 637141, Singapore. Introduction fact, the development of electric and electronic devices is giving Today world population increase and related economy expands now the model of consumption to “a wireless age”. The growth of are accompanied with important growth of substantial need for miniaturization in one hand and energy density need lead to rapid natural resources. Consequently, in order to sustain same level development of new chemistry for batteries as observed during last of economic activities a great amount of energy and resource are decade particularly in secondary systems. However, dark side of the consumed [1]. The energy preoccupation linked to a potential progress is always in environment impact and scarcity of resources. “peak oil” introduces a strong actions on fuel saving and utilization Bit implementation of collection and recycling processes could lead of clean energy. In particular emerging of climate changing to a large decrease of environment impact and important recovery problematic and global warming issues from Kyoto protocol [2,3] of resources. To maintain a sustainable and safe supply chain to with impact of greenhouse gases and CO2 are the most important the economic cycle of the battery segment, it is critical to operate challenges the last 3 decades. -

Waste Management Policies and Policy Instruments in Europe
IIIEE Reports 2008:2 Waste management policies and policy instruments in Europe An overview Naoko Tojo International Institute for Industrial Environmental Economics at Lund University, Sweden Alexander Neubauer and Ingo Bräuer Ecologic - Institute for International and European Environmental Policy, Germany Report written as part of project HOLIWAST: Holistic Assessment of Waste Management Technologies © You may use the contents of the IIIEE publications for informational purposes only. You may not copy, lend, hire, transmit or redistribute these materials for commercial purposes or for compensation of any kind without written permission from IIIEE. When using this material you must include the following copyright notice for the authors to the respective parts of the report:: Copyright © Naoko Tojo, IIIEE, Lund University and Alexander Neubauer and Ingo Bräuer. Ecologic - Institute for International and European Environmental Policy, Germany . All rights reserved in any copy that you make in a clearly visible position. You may not modify the materials without the permission of the author. Published in 2006 by IIIEE, Lund University, P.O. Box 196, S-221 00 LUND, Sweden, Tel: +46 46 222 02 00, Fax: +46 46 222 02 10, e-mail: [email protected]. ISSN 1650-1675 Research European Commission PRIORITY [policy-oriented research priority SSP/8.1] SPECIFIC TARGETED RESEARCH OR INNOVATION PROJECT HOLIWAST Holistic assessment of waste management technologies. Contract number: 006509 Deliverable n° 1-1 Title: Waste Management Policy and Policy Instruments -

Marine Litter in Europe Seas: Social Awareness and CO-Responsibility
This project has received funding from the European Union’s Seventh Framework Programme (FP7 2007- 2013) under grant agreement n° 289042. MARine Litter in Europe Seas: Social AwarenesS and CO-Responsibility D1.3 REVIEW OF EXISTING POLICIES THAT MAY BE APPLIED TO MITIGATE THE IMPACT OF MARINE LITTER The views and opinions expressed in this publication reflect the authors’ and the European Union is not liable for any use that may be made of the information contained therein. This project has received funding from the European Union’s Seventh Framework Programme (FP7 2007- 2013) under grant agreement n° 289042. This project has received funding from the European Union’s Seventh Framework Programme (FP7 2007-2013) under grant agreement n° 289042. Document Information Document D1.3 Revision: v5.0 Date: 26/07/2013 Author: Peter Kershaw 1, Luigi Alcaro 2, Eva Garnacho 1, Tom Doyle 3, Thomas Maes 1, Suzanne Painting 1 1 (P3, Cefas), 2(P1, ProvTer), 3 (P9, UCC) Contributors: Demetra Orthodouxou (P12, ISOTECH), Thomie Vlachogiannis (P16, MIO-ECSDE), Isabel Palma (P15, FFCT UNL), Ryan Metcalfe (P18, KIMO), Songul Yavuz (P17, TUDAV), Padraig Nola (P5, EuPC), and All MARLISCO partners Security: PU Document Information D1.3 report provides a description of the main legal instruments which have the potential to be used to reduce the entry and impact of litter in the marine environment. It also provides examples of ‘soft’ mechanisms which have a similar aim, whether implemented at an international, regional seas, European or national/local scale. Approvals -

Review of the EU Battery Directive
Circular economy perspectives for future end-of-life EV batteries Circular Impacts Workshop J Rizo EC DG Environment Two million and counting Evolution of the global electric car stock, 2010-16 IEA: Global EV Outlook 2017, limited to BEVs and PHEVs Advanced batteries EU too Registered e-passenger vehicles in the EU 1000000 900000 800000 700000 600000 2013 500000 2014 400000 2015 300000 200000 100000 0 Electrical Energy Hybrid electric-petrol Plug-in hybrid petrol- Hybrid diesel-electric Plug-in hybrid diesel- electric electric EUROSTAT Connectivity Proportion of people who used a computer or the internet on a daily basis The number of devices connected to IP networks will be more than three times the global population by 2021: • 3.5 networked devices per capita by 2021 (2.3 in 2016) • 27.1 billion networked devices in 2021 (17.1 billion in 2016) (The Zettabyte Era: Trends and Analysis. Cisco June 2017) Novelties Novelties Repurposed second-life EV battery volumes will rise dramatically. By the mid-2020s a large quantity of used EV batteries will become available for stationary applications. They will be deployed for grid-scale, commercial, and residential storage applications and will enable higher levels of renewables to be integrated onto the grid. They may also be used to reduce peak demand charges for public fast-charging infrastructure, so improving the business model. (McKinsey & Bloomberg 2016) • Price • No specific provision in EU legislation, general rules • Performance apply. • • Safety Waste or not waste? • • Guarantees and -

July 2018 RECHARGE's Position on the Review of the Batteries Directive
July 2018 RECHARGE’s Position on the Review of the Batteries Directive Summary of key proposals Article 12: Recycling efficiency 1 Article 3: Definitions 4 Changes in recycling efficiency targets must Maintain the Batteries categories: support a sustainable recycling Portable, Industrial and automotive The recovery of a minimum percentage of the metals The distinction operated between the different contained can be improved, for metals with a severe categories (portable, automotive and industrial) is environmental risk of accelerated depletion. still relevant and fit for purpose. The method to assess this environmental risk should However, e-bikes batteries could be moved from be science-based. In addition, the principle of non- the industrial to the portable category, due to their excessive cost of recovery must be introduced to increasing use by consumers and collection at support the development of a sustainable recycling municipal collection points. industry. Moreover, in view of extending product life, re-use and second life should be defined in the Batteries Directive. 5 Article 21 & 22: Labelling and information Avoid unnecessary complexity of labelling and Article 1, Article 2 and Article 4 2 provide quality information for consumer Refer to hazardous substances management Labelling requirements concerning chemical Chemicals are regulated by several EU and composition and identification of substances are international legislation when it comes to their use, already in place to support professional recyclers. To marketing, transport or as a waste (REACH, OSH, avoid complexity and confusion the label should be United Nation transport and waste framework kept simple and easy to understand, maintaining the directive). crossed-out wheel bin. -
07/13102/LF - Optimising Markets for Recycling - Final Report
Eunomia ARCADIS Belgium N.V. 1 Kings Court Veldekens, Roderveldlaan 3 Little King Street 2600 Antwerpen Bristol BS1 4HW – U.K. Belgium Tel: +44 (0)117 9450100 Tel: +32 3 3286 286 Fax: +44 (0)8717 142942 Fax: +32 3 3286 287 URL: www.eunomia.co.uk URL: http://www.arcadisbelgium.be/ Optimising Markets for Recycling Final report (approved version) The European Commission – DG Environment 07/13105/LF 19 November 2008 Laurent Franckx (ARCADIS) Mike Van Acoleyen (ARCADIS) Dieter Vandenbroucke (ARCADIS) Dominic Hogg (Eunomia Research & Consulting) Alison Holmes (Eunomia Research & Consulting) Hannah Montag (Eunomia Research & Consulting) Sam Taylor (Eunomia Research & Consulting) Andrew Coulthurst (Eunomia Research & Consulting) I II ARCADIS Belgium 07/13102/LF - Optimising markets for recycling - final report CONTENT CONTENT................................................................................................................................................................... 3 LIST OF FIGURES.................................................................................................................................................... 7 LIST OF TABLES.................................................................................................................................................... 10 LIST OF ABBREVIATIONS .................................................................................................................................. 14 EXECUTIVE SUMMARY ..................................................................................................................................... -
Analysis of Nordic Regulatory Framework and Its Effect on Waste
ANALYSIS OF Nordic regulatory framework and its effect on waste prevention and recycling in the region Analysis of Nordic regulatory frame- work and its effect on waste preven- tion and recycling in the region Joe Papineschi, Dominic Hogg, Tanzir Chowdhury, Camilla Durrant and Alice Thomson TemaNord 2019:522 Analysis of Nordic regulatory framework and its effect on waste prevention and recycling in the region Joe Papineschi, Dominic Hogg, Tanzir Chowdhury, Camilla Durrant and Alice Thomson Country experts from: Tyréns: Elisabet Höglund, Emma Colleen Moberg and Emelie Gyllenbreider The Finnish Environment Institute (SYKE): Hanna Salmenperä and Topi Turunen Intellecon: Gunnar Haraldsson and Kári Friðriksson Affaldskontoret: Hanne Johnsen, Henning Jørgensen and Jens Purup ISBN 978-92-893-6103-3 (PRINT) ISBN 978-92-893-6104-0 (PDF) ISBN 978-92-893-6105-7 (EPUB) http://dx.doi.org/10.6027/TN2019-522 TemaNord 2019:522 ISSN 0908-6692 Standard: PDF/UA-1 ISO 14289-1 © Nordic Council of Ministers 2019 Disclaimer This publication was funded by the Nordic Council of Ministers. However, the content does not necessarily reflect the Nordic Council of Ministers’ views, opinions, attitudes or recommendations. Rights and permissions This work is made available under the Creative Commons Attribution 4.0 International license (CC BY 4.0) h ttps://creativecommons.org/licenses/by/4.0 Translations: If you translate this work, please include the following disclaimer: This translation was not produced by the Nordic Council of Ministers and should not be construed as official. The Nordic Council of Ministers cannot be held responsible for the translation or any errors in it.