Cost Evaluation for Nine Federal Motor Vehicle Safety Standards
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Allamerican-Web-Ready.Pdf
Building a BETTER BUS NextGen Seating NEXTGEN SEAT Convertible seating has never been this easy - or this comfortable. Now there is no need to completely remove the entire seat when you want to change the seating configuration. With Blue Bird’s NextGen Seat, simply remove four bolts from the base of the seat cushion and reinstall the new seat that you want - it’s really that simple! Mix-and-match your seats as you need them, making your bus fleet more versatile without the need to spend large amounts of time or money. COMFORTABLE The recessed back pad gives passengers improved knee clearance, and the integrated head rest and built-in lumbar support sets a new standard in student seating comfort. Lap Belt Ready (LBR) INNOVATIVE A first in the Industry, the bottom cushion tilts up allowing for unprecedented access between seats as well as ease of cleaning. CONVERTIBLE Easily converts from one seat type to another by simply removing and reinstalling 4 bolts. 3-Point Belts Child Restraint Available in lap-belt ready, 3-point seat belt, (3PT) (CR) child restraint and 3-point child restraint. OEM Installed Air Conditioning AIR CONDITIONING Aftermarket installation can interfere with the structural design of the bus body, as well as put additional stress on critical engine, chassis and electrical systems. This OEM installation creates less maintenance for you, due to the frame-mount installation of the condensers during chassis assembly, EZ clip connectors which provide a no-leak hose to connector securement, and more. Contact your local dealer today to learn more about Blue Bird’s OEM air conditioning option! Standard Test Compliance Passenger Safety Cage 90 The All American passes Colorado Rack, Blue Bird’s custom designed one-piece LH Kentucky Pole and Altoona Tests in roof bow system ensures safe student its standard configuration, not as an transportation with an exceptionally option like the competition, highlighting strong structure. -
RR-564 Part 2
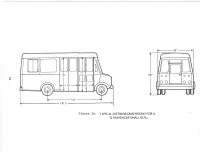
-------~---- -----~ __ _...: ___ ~--".~· ·~· ~~· ~··_ _:__~·~·~----~. 94" I _::\ 'r-'( 1~\ 107'' D 0 0 "" 0 0 00 O_Q JJJJ lUl t«--------125"------»t 1---------2105''----------""'1 Figure 28. TYPICAL EXTERIOR DIMENSIONS FOR A 12 PASSENGER SMALL BUS. / / 7 Wheel -------- f--1 36" Chair r -~ L ( ) .--- f_j 1\. \. '- 485'' '-- '-- 1~" 86" 129" I/ / 3b" --------- Lift \.. \.. r '/'/ I / / I I Wheel Lr- -------- Chair 1---' r -~ 45" L ,--- ,---- \.. (~ '-- '-- Wheel I/ / Chair ---· 30"-- Lift \.'\. \.. t Figure 29. TYPICALINTERIORDIMENSIONSANDSEATING ARRANGEMENTS FOR A 12 PASSENGER SMALL BUS. 52 90"==:1 £ _"'\ JUOI JQUl BBBB 64" 79" 0 D 0 (QQ] "'"\ 107" IOOI 50"-~---+ 1+24"~ \ ,__, ~ . ~ lJ1 I~ lr'l ~ 1 w ,.. ... - 76" -: 163" ' 262" Figure 30. TYPICAL EXTERIOR DIMENSIONS FOR A 20 PASSENGER SMALL BUS. c::::J =aCJ ··I- ······· 36" 86" 186" 14" ... I- . ..... 36" I,P" II = c::§bo Wheel Wheel ·- " ...... Chair Chair oo Jl Jl :·- '' ..... ·-· : Lift ?"'" Figure 31. TYPICAL INTERIOR DIMENSIONS AND SEATING ARRANGEMENTS FOR A 20 PASSENGER SMALL BUS. 54 TABLE 17 DIMENSIONS FOR VANS, MODIFIED VANS AND SMALL BUSES (1980 VEHICLES) Overall Vans Modified vans Small Buses Length (ins) 178 - 227 220 - 227 233 - 280 Width (ins) 80 80 - 94.5 80 96 Height (ins) 80 - 84 101 - ll5* 93.5 - ll7 Interior Length (ins)** 91 - 137 131 - 137 130 - 220 Width (ins) 69 - 71 69 - 82 79 90 Headroom (ins) 52 - 54 64 - 74 63 78 GVW (lbs) 6,050 - 8,550 9,000 10,250 - 18,000 Wheelbase (ins) llO - 138 127 - 138 125 - 167 Seating Capacity 5 - 15 9 - 16 12 22 *Higher value generally indicates the addition of air conditioning mounted on the roof. -

North Dakota
NORTH DAKOTA SCHOOL BUS DRIVER’S GUIDE MARCH 2015 EDITION DEPARTMENT OF PUBLIC INSTRUCTION Kirsten Baesler, STATE SUPERINTENDENT Bismarck, North Dakota 58505-0440 2 A MESSAGE FROM THE SUPERINTENDENT OF PUBLIC INSTRUCTION Over 40,000 students are transported each day to North Dakota schools in school buses. The safety of these students and the efficiency of a district's transportation program depends on the dedicated men and women who accept the important responsibility of driving our school buses. This publication is the thirteenth edition of the handbook for North Dakota school bus drivers. We hope that this handbook answers many questions and gives school bus drivers the necessary guidelines to perform effectively and efficiently. Driving a school bus involves much more than merely driving a vehicle on the highways. The school bus driver must also be responsible for the safety and welfare of children, must be teacher by example, must promote good public relations, and must understand how to properly use and care for the school bus, a complex and expensive piece of equipment. The purpose of this guide is to provide each school bus driver with the basic information needed to develop the skills, attitudes, and knowledge that result in safe and efficient driving. It is my sincere hope that each of North Dakota's school bus drivers will study and properly apply the information presented in this guide to assure a safer transportation program for our students. Driving a school bus is one of the most important jobs we have in our school systems. You carry our state’s most precious resource. -

Blue Bird Electric School Buses July 21, 2020 All Roads Lead to Blue Bird Electric School Buses
Blue Bird Electric School Buses July 21, 2020 All Roads Lead to Blue Bird Electric School Buses GVWR 36,200lbs GVWR 33,000lbs 315 HP GVWR 14,500lbs 315 HP Battery Capacity = 155kWh 215 HP Battery Capacity = 155kWh Battery Capacity = 88kWh A long history in alternative fuels ▪ Blue Bird was a pioneer and first school bus OEM to embrace EV technology ▪ 1994 - Collaborated with Westinghouse Electronic Systems to develop first battery- powered school bus ▪ 1996 - Collaborated with Electrosource, Inc. to produce transit style electric shuttle buses for the Atlanta Summer Olympics 3 Present Day 2016 ▪ Blue Bird Received $4.4MM grant from US Department of Energy (US DOE) for the production of 10 V2G school buses. 2017 ▪ Blue Bird Launched our current iteration of the Blue Bird EV bus at the STN Expo, Reno in July 2017 2018 ▪ Blue Bird delivered its first electric-powered school buses to customers in California and Ontario (Canada) 2020 ▪ Blue Bird delivered its one hundredth electric-powered school bus 1 to 100 – in just 20 months! September 2018 April 2020 Blue Bird – Electric School Bus Sales Turn-key solution 7 Total Cost of Ownership (TCO) How do the acquisition cost and operational cost over the life of the vehicle compare to our current fleet? DIESEL VERSUS ELECTRIC COST OF OWNERSHIP Difference Diesel Electric Savings Diesel Bus Cost $100,000 Electric Bus Cost $350,000 $250,000.00 15 Yr lifetime 15 Yr lifetime Over lifetime Buy down $0 * Annual Grant Funding ($167,000) * Annual Replacement cycle 180 Cost over Replacement cycle 180 Cost -

2013 Florida School Bus Specifications
FLORIDA SCHOOL BUS SPECIFICATIONS Revised 2013 TABLE OF CONTENTS Page Foreword .................................................................................................................................................................................... iii General Information and Warranty Provisions ...................................................................................................................... 1 Section I CHASSIS SPECIFICATIONS for types A1 (19-29 capacity) and A2 (30-47 capacity)............................... ..I-1 OPTIONAL CHASSIS EQUIPMENT for Type A ................................................................................................ I-9 Section II CHASSIS SPECIFICATIONS for types C and D ........................................................................................... II-1 OPTIONAL CHASSIS EQUIPMENT for types C and D ................................................................................. II-10 Section III BODY SPECIFICATIONS for types A1, A2, C, and D ................................................................................. III-1 EXCEPTIONS for Type D ................................................................................................................................ III-20 OPTIONAL BODY EQUIPMENT for types A1, A2, C, and D ....................................................................... III-21 Section IV EXCEPTIONAL CHILD BUS SPECIFICATIONS for types A, C, and D ................................................. IV-1 Section V AIR CONDITIONER -

Saf-T-Liner® C2 School Brochure
SAF-T-LINER ® C2 BECAUSE EVERY MILE MATTERS A bus that goes beyond State-of-the-art BusWise® Technologies. Zonar® remote fleet management. The ultra-efficient DD5™ engine. These are just a few of the innovations that define the Saf-T-Liner® C2 from Thomas Built Buses. Why do we constantly challenge ourselves, pushing beyond what we thought possible, to create the most advanced and intelligent school bus innovations on the market? One word: safety. Ever since we began manufacturing school buses, safety has been our guiding star. It’s a force that drives all of us, from the engineers who designed the C2 to the technicians who build quality and care into each bus we make. Safety is the reason smart innovation is at the heart of every aspect of the C2. Our enhanced visibility gives drivers added confidence on the road. Our efficient engines reliably transport kids to and from school. Our sustainable manufacturing helps improve the safety of the environment. All in a bus that reduces the total cost of ownership, allowing school districts to offer the safest transportation possible for years to come. The C2 is built for the children of today – and the children of tomorrow. We’re driven to protect them every step of the way, because it’s children who drive the future. Designed with drivers in mind It’s a fact: the more confident and alert bus drivers feel, the more safely they drive. That’s why we designed the C2 to be the most ergonomic and intuitive driving experience possible – with enhanced visibility, driver-friendly design and state-of-the-art technology. -

Propane Autogas School Bus Manufacturers
PROPANE AUTOGAS SCHOOL BUS MANUFACTURERS When schools adopt propane autogas school buses, everyone — students, parents, and educators — wins. Schools can reduce fuel and maintenance costs with propane autogas buses compared with diesel, giving them the opportunity to invest those savings where it matters most — back in the classroom. Here’s a list of propane-powered school bus manufacturers. Blue Bird Corporation www.blue-bird.com Blue Bird offers a complete line of Type A, C and D school buses in a variety of options and configurations. Since 1927, Blue Bird Corporation has continued to set industry standards with its innovative design and manufacturing capabilities. Additionally, Blue Bird provides comprehensive financial solutions through Blue Bird Capital Services. Today, Blue Bird has more than 1,500 employees, Georgia-based manufacturing facilities and an extensive network of Dealers and Parts & Service facilities throughout North America. Its global presence can be seen in more than 60 countries through sales into Africa, Asia, the Caribbean, Latin America, Europe and the Middle East. Collins Bus Corporation www.collinsbuscorp.com Headquartered in Hutchinson, Kansas, Collins Industries specializes in manufacturing Type A school buses, and also manufactures ambulances and other special-purpose vehicles. The company’s Nexbus Propane model is available only on a GM chassis. It was built in conjunction with CleanFUEL USA, which was the first company to develop liquid propane fuel injection engine systems in the United States. IC Bus www.icbus.com Each vehicle built by IC Bus is backed by the power of Navistarr, a global leader in the transportation industry with more than 175 years of experience building trucks, buses, RVs, and defense vehicle. -

Regional School Bus Study (2012)
REGIONAL SCHOOL BUS STUDY A Comparison Of Alternative Fuels For School Transportation Fleets January 2012 SOUTH CENTRAL REGIONAL COUNCIL OF GOVERNMENTS PLANNING FOR OUR REGION'S FUTURE REGIONAL SCHOOL BUS STUDY January, 2012 Prepared By: VN Engineers, Inc. 116 Washington Avenue North Haven, CT 06473 (203) 234-7862 Prepared For: South Central Regional Council of Governments 127 Washington Avenue, 4th Floor West North Haven, CT 06473 (203) 234-7555 EXECUTIVE SUMMARY School buses are an important part of our transportation system, as they provide a safe and reliable means for many children throughout the nation to get to and from school. However, exhaust from diesel engines contains numerous pollutants that not only contribute to poor outdoor air quality, but also can leak into passenger cabins of buses, amassing in concentrations that are much higher than outdoor air. Diesel exhaust has serious health impacts for all who are exposed to it, but children are particularly susceptible to its harmful effects and disproportionately suffer from asthma, respiratory irritations, and other possible long-term conditions. The vast majority of school buses in Connecticut and the SCRCOG region are diesel-powered. However, there have been a number of recent advances in alternative fuel technology and corresponding opportunities for bus operators to benefit from the use of alternative fuel technology to reduce diesel emissions, improve air quality, limit health risks, improve efficiency, extend vehicle life, and increase energy independence. Four of the most commonly used alternative fuels have been tested and used for school bus operations. They include: biodiesel, compressed natural gas, electricity, and propane. -

Top 10 School Bus Companies Blog
TOP 10 SCHOOL BUS COMPANIES Throughout the years, the task of making the best buses for school transportation has been handled by various companies. This article features 10 school bus companies which made a name for themselves, when it came to redefining the way we look at a school bus. #1 WAYNE CORPORATION Topping our list of companies is Wayne Corporation. Though the company declared itself bankrupt and discontinued operation in 1992, the Wayne Corporation had played a vital role in the development of safe buses for school children. They were the first and foremost to introduce the concept of school buses for schools. Their innovation predates the famous yellow coloured buses which are widely used these days. www.trackschoolbus.com They introduced the horse drawn carts, including kid hacks, which later evolved into automobiles which used full metal body chassis. Wayne Corporation introduced guard rails on the sides of all school buses, inboard wheelchair lifts, and even high-headroom doors. They were the first with a school bus based upon a cutaway van chassis, the Wayne Busette. This chassis design is still one of the most popular in North American markets even after more than 35 years. #2 BLUE BIRD An all time giant, the Blue Bird Corporation (formerly called Blue Bird Body Company) is clearly one of the top school bus manufacturing companies even today. Blue Bird's corporate headquarters and main manufacturing facilities are in Georgia. www.trackschoolbus.com It was in 1937 that the company began production of full-steel bus bodies. This innovation would soon replace the wooden bodies which were commonly used in the United States. -

NTSB Executive Summary
NATIONAL TRANSPORTATION SAFETY BOARD Public Meeting of May 22, 2018 (Information subject to editing) Special Investigation Report School Bus Transportation Safety, Baltimore, Maryland, November 1, 2016, and Chattanooga, Tennessee, November 21, 2016 NTSB/SIR-18/02 This is a synopsis from the NTSB’s report and does not include the Board’s rationale for the conclusions, probable cause, and safety recommendations. NTSB staff is currently making final revisions to the report from which the attached conclusions and safety recommendations have been extracted. The final report and pertinent safety recommendation letters will be distributed to recommendation recipients as soon as possible. The attached information is subject to further review and editing to reflect changes adopted during the Board meeting. Executive Summary School bus travel is one of the safest forms of transportation in the United States. Every day, nearly 600,000 buses carry more than 25 million students to and from school and activities. Children are safer traveling in school buses than in any other vehicle. Although school buses are extremely safe, the National Transportation Safety Board (NTSB) continues to investigate school bus crashes in which fatalities and injuries occur. Improved oversight of school bus drivers and enhancements to school bus design—such as installation of passenger lap/shoulder belts, electronic stability control, and automatic emergency braking—could prevent or mitigate such crash outcomes. In November 2016, the NTSB began the investigation of two multifatality crashes involving school buses. Each crash was initiated when the driver lost control of the school bus. In the November 1 crash in Baltimore, Maryland, the driver was epileptic and suffered a seizure. -

PRESS RELEASE Solaris to Deliver Electric School
ul. Obornicka 46 , Bolechowo-Osiedle 62-005 Owińska Tel.: +48 61 66 72 333 Fax: +48 61 66 72 310 [email protected], www.solarisbus.com PRESS RELEASE Solaris to deliver electric school bus Bolechowo, 26.06.2020 The first electric school bus in Poland will carry children to classes in Godzianów near Łódź. The purchase of the electric school bus was subsidised by NFOŚiGW (the National Fund for Environmental Protection and Water Management). Solaris will supply the ecological school bus to the Municipality of Godzianów in October this year. “Kangaroo: A safe and environmentally friendly way to school” is a project of the NFOŚiGW (the National Fund for Environmental Protection and Water Management) a part of which saw towns in Poland receive subsidies for the purchase of battery-powered school buses. Having won the tender, Solaris secured an order for the construction of an electric school bus for Godzianów. In October this year, the bus propelled by electric power will transport children to the school in Godzianów. It will be the first vehicle of this type in Poland. There will be room for a total of 41 young passengers on the school Urbino 12 electric commissioned by the municipality. All seats in the bus will feature safety belts. In correspondence with the traditional colour scheme for school transport, the electric school bus will be orange. Notice boards informing about the transport of children will be placed on the front and rear panels of the vehicle. What is more, beacon lights, turning on automatically when the bus doors open, will be mounted on the bus roof, in the rear section. -

Donovan Says He's Innocent
2U - MANCHESTER HERALD, Monday, Oct. 1. 1984 BUSINESS iron Bulow confident Bolton media plan Play Bingo Business Check out real estate syndication despite Impending trial criticized at hearing and win cash ... page 4 ... page 10 In Brief If you are a small investor with as little as $3,000, little as $2,000 and own a lew bricks in a page 2 you can gain access to the real estate syndication muitimillion-dollar skyscraper. Secondary offering slated boom — an upsurge estimated to reach $20 billion in A Levan emphasizes that investors might want to look public and private offerings by the end of this year. Y o u r at a syndicator whose real estate is mortgaged, since BOSTON — Houghton Mifflin Co. has filed a Federal guidelines for Individual Retirement Ac participants in such a fund can write off a portion of registration statement for a secondary public counts (IRAs) also permit investors to put up to $2,000 M o n e y 's their investment — as much as 40 percent in the first offering of 299,043 common shares. a year into partnerships if the Securities and year. Write-offs could cumulatively amount to 70 The offering will follow the conversion to Exchange Commission approves the offerings. W o rth percent over six years. common stock of $5 million of the company's 13 Real estate syndication — known only to an elitist Sylvia Porter Caution: Becoming a limited partner in real estate Clearing tonight; percent convertible subordinated notes held by group of sophisticated wealthy investors 10 years ago V syndication is not for everybody.