Wideband Structural and Ballistic Radome Design Using Subwavelength Textured
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Transformation-Optics-Based Design of a Metamaterial Radome For
IEEE JOURNAL ON MULTISCALE AND MULTIPHYSICS COMPUTATIONAL TECHNIQUES, VOL. 2, 2017 159 Transformation-Optics-Based Design of a Metamaterial Radome for Extending the Scanning Angle of a Phased-Array Antenna Massimo Moccia, Giuseppe Castaldi, Giuliana D’Alterio, Maurizio Feo, Roberto Vitiello, and Vincenzo Galdi, Fellow, IEEE Abstract—We apply the transformation-optics approach to the the initial focus on EM, interest has rapidly spread to other design of a metamaterial radome that can extend the scanning an- disciplines [4], and multiphysics applications are becoming in- gle of a phased-array antenna. For moderate enhancement of the creasingly relevant [5]–[7]. scanning angle, via suitable parameterization and optimization of the coordinate transformation, we obtain a design that admits a Metamaterial synthesis has several traits in common technologically viable, robust, and potentially broadband imple- with inverse-scattering problems [8], and likewise poses mentation in terms of thin-metallic-plate inclusions. Our results, some formidable computational challenges. Within the validated via finite-element-based numerical simulations, indicate emerging framework of “metamaterial-by-design” [9], the an alternative route to the design of metamaterial radomes that “transformation-optics” (TO) approach [10], [11] stands out does not require negative-valued and/or extreme constitutive pa- rameters. as a systematic strategy to analytically derive the idealized material “blueprints” necessary to implement a desired field- Index Terms—Metamaterials, -
Windshear Radar Calibration: Transmitter Power and Receiver Gain Stability
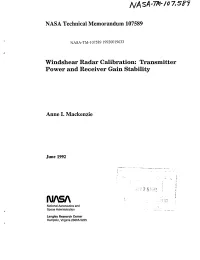
NASA Technical Memorandum 107589 Windshear Radar Calibration: Transmitter Power and Receiver Gain Stability Anne I. Mackenzie June 1992 National Aeronautics and Space Administration Langley Research Center Hampton, Virginia 23665-5225 I . INTRODUCT ION During 1991, the Antenna and Microwave Research Branch began its Windshear Radar Experiment flights onboard the Boeing 737 airplane owned by NASA Langley. Experiment team members used a radio frequency (RF) test set to check the radar transmitter power and receiver gain on the airplane before and after flights. This document contains the results of power measurements and gain and noise calculations done to characterize the radar stability over a period of months. The RF test set was manufactured by IFR Inc. and shall be referred to here as the IFR test unit. The test unit performed two functions: it measured the radar transmitter power and provided known signal inputs to the radar receiver. Upon receiving the test signal inputs, the windshear radar recorded the automatic gain control (AGC) attenuation applied to the signal and the resulting in-phase and quadrature ( I,Q) detected voltages of the signal. From those recorded values, receiver gain and receiver noise power have been calculated. I,Q CHASSIS 2 MHz ori IFR TEST COLLINS 7 MHz- i IF i VIDEO i I,Q TAPE > R/T ~BANDPASS[SECTION~SECTION~DETECTOR~RECORDER FILTER j G=30dB CONSTANT RECEIVER GAIN CALCULATED LRECEIVER NO ISE POWER CALCULATED Figure 1.-Simplified block diagram of the Windshear Radar receiver showing the portions characterized by the system gain and noise. Figure 1 shows major portions of the receiver system which are characterized by the gain and noise power calculations described here. -

A Review Paper on Metamaterial Antenna and Its Application Shalini, Roopali Student, ECE, Rayat & Bahra Institute of Engineering & Bio-Technology, Mohali, India
IJRECE VOL. 3 ISSUE 2 APR-JUNE 2015 ISSN: 2393-9028 (PRINT) | ISSN: 2348-2281 (ONLINE) A Review Paper on Metamaterial Antenna and its Application Shalini, Roopali Student, ECE, Rayat & Bahra Institute of Engineering & Bio-Technology, Mohali, India Abstract - In this paper a brief review about II. ANTENNA SUBSTRATE metamaterials is given. Here we discuss different type of Metamaterials are promising candidates as antenna metamaterials composite structure used in antenna substrates for miniaturization, sensing, bandwidth engineering. Compared with the conventional materials, enhancement and for controlling the direction of radiation metamaterials exhibits some specific features which are not [3]. These substrates have great potential for improving found in conventional material. After that metamaterials antenna or other RF device performances. Metamaterial based antenna, also describe the parameter of antenna like substrate can be used for a variety of applications. It can be gain and bandwidth which can improve by using designed to act as a high impedance substrate that can be metamaterials and discuss future scope and application of used to integrated low-profile antennas in various metamaterials. Moreover, novel applications of components and packages. In general any antenna, printed metamaterials composite structure in antenna engineering on a high dielectric constant substrate has a low resonance have been considered. Some unique applications of these frequency. This property contributes to miniaturization of composite structures as an antenna substrate, superstrate, the device. Metamaterial substrates can be designed to act as feed networks, phased array antennas, ground planes, a very high dielectric constant substrate at given frequency antenna radome and struts invisibility have been discussed. -

Review Article Metamaterials for Microwave Radomes and the Concept of a Metaradome: Review of the Literature
Hindawi International Journal of Antennas and Propagation Volume 2017, Article ID 1356108, 13 pages https://doi.org/10.1155/2017/1356108 Review Article Metamaterials for Microwave Radomes and the Concept of a Metaradome: Review of the Literature E. ÖziG,1 A. V. Osipov,1 andT.F.Eibert2 1 German Aerospace Center (DLR), Microwaves and Radar Institute, Oberpfaffenhofen, Germany 2Chair of High-Frequency Engineering, Department of Electrical and Computer Engineering, Technical University of Munich, Munich, Germany Correspondence should be addressed to E. Ozis¨ ¸; [email protected] Received 20 January 2017; Revised 23 March 2017; Accepted 9 April 2017; Published 20 July 2017 Academic Editor: Scott Rudolph Copyright © 2017 E. Ozis¨ ¸ et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. A radome is an integral part of almost every antenna system, protecting antennas and antenna electronics from hostile exterior conditions (humidity, heat, cold, etc.) and nearby personnel from rotating mechanical parts of antennas and streamlining antennas to reduce aerodynamic drag and to conceal antennas from public view. Metamaterials are artificial materials with a great potential for antenna design, and many studies explore applications of metamaterials to antennas but just a few to the design of radomes. This paper discusses the possibilities that metamaterials open up in the design of microwave radomes and introduces the concept of metaradomes. The use of metamaterials can improve or correct characteristics (gain, directivity, and bandwidth) of the enclosed antenna and add new features, like band-pass frequency behavior, polarization transformations, the ability to be switched on/off, and so forth. -

Gallery of USAF Weapons Note: Inventory Numbers Are Total Active Inventory Figures As of Sept
Gallery of USAF Weapons Note: Inventory numbers are total active inventory figures as of Sept. 30, 2015. By Aaron M. U. Church, Senior Editor ■ 2016 USAF Almanac BOMBER AIRCRAFT B-1 Lancer Brief: Long-range bomber capable of penetrating enemy defenses and de- livering the largest weapon load of any aircraft in the inventory. COMMENTARY The B-1A was initially proposed as replacement for the B-52, and four proto- types were developed and tested before program cancellation in 1977. The program was revived in 1981 as B-1B. The vastly upgraded aircraft added 74,000 lb of usable payload, improved radar, and reduced radar cross section, but cut maximum speed to Mach 1.2. The B-1B first saw combat in Iraq during Desert Fox in December 1998. Its three internal weapons bays accommodate a substantial payload of weapons, including a mix of different weapons in each bay. Lancer production totaled 100 aircraft. The bomber’s blended wing/ body configuration, variable-geometry design, and turbofan engines provide long range and loiter time. The B-1B has been upgraded with GPS, smart weapons, and mission systems. Offensive avionics include SAR for tracking, B-2A Spirit (SSgt. Jeremy M. Wilson) targeting, and engaging moving vehicles and terrain following. GPS-aided INS lets aircrews autonomously navigate without ground-based navigation aids Dimensions: Span 137 ft (spread forward) to 79 ft (swept aft), length 146 and precisely engage targets. Sniper pod was added in 2008. The ongoing ft, height 34 ft. integrated battle station modifications is the most comprehensive refresh in Weight: Max T-O 477,000 lb. -

Countermeasures Against Snow Accretion and Icing on Radomes
Countermeasures Against Snow Accretion and Icing on Radomes Michiya Suzuki, Kokusho Sha and Tomohiro Tsukawàki, Faculty of Engineering, Yamagata University Daisuke Kuroiwa, Institute of Low Temperature Science, Hokkaido University Television broadcasting through an artificial the radome from snow accretion. satellite calls for a task of solving various Y. Asami et al. (1) investigated microwave problems of propagation of electromagnetic waves propagation in 1958 in snowy districts in Japan, in snowy countries, where serious problems of whereby showed that snow or rime deposited on attention is paled to removal of snow accreted antennas did not cause any significant trouble for on the surface of a radome covering a receiving the propagation of microwaves unless accreted snow aerial. Since the wavelengths of electromagnetic or rime contained much free water in it. This waves to be used in satellite broadcasting are suggests that, if wet snow accretes or deposited extremely short, they are easily absorbed by dry snow begins to melt on the surface of a radome, liquid phase existing in wet snow. The rate of the energy of a microwave received by an antenna attenuation of a 24-GHz wave was measured as a may be significantly reduced by the absorption of function of thickness of a water film and found free water existing in snow. The purpose of this to be 18 dB/mm. One of the most convenient and paper is to show the rate of attnuation of an economical devices to remove wet snow deposited electromagnetic wave ranged in 10-30 GHz by ab- on a radome surface was to rotate the radome at sorption of the free water and to find a convenient the rate of 100\.'1100 r.p.m. -

Gallery of USAF Weapons Note: Inventory Numbers Are Total Active Inventory Figures As of Sept
Gallery of USAF Weapons Note: Inventory numbers are total active inventory figures as of Sept. 30, 2009. By Susan H. H. Young ■ 2010 USAF Almanac Bombers B-1 Lancer Brief: A long-range, air refuelable multirole bomber capable of flying intercontinental missions and penetrating enemy defenses with the largest payload of guided and unguided weapons in the Air Force inventory. Function: Long-range conventional bomber. Operator: ACC, AFMC. First Flight: Dec. 23, 1974 (B-1A); Oct. 18, 1984 (B-1B). Delivered: June 1985-May 1988. IOC: Oct. 1, 1986, Dyess AFB, Tex. (B-1B). Production: 104. Inventory: 66. Aircraft Location: Dyess AFB, Tex., Edwards AFB, Calif., Eglin AFB, Fla., Ellsworth AFB, S.D. Contractor: Boeing; AIL Systems; General Electric. Power Plant: four General Electric F101-GE-102 turbo- fans, each 30,780 lb thrust. Accommodation: four, pilot, copilot, and two systems officers (offensive and defensive), on zero/zero ACES II B-1B Lancer (Clive Bennett) ejection seats. Dimensions: span spread 137 ft, swept aft 79 ft, length 146 ft, height 34 ft. towed decoy complement its low radar cross section to First Flight: July 17, 1989. Weight: empty 192,000 lb, max operating weight form an integrated, robust onboard defense system that Delivered: Dec. 20, 1993-2002. 477,000 lb. supports penetration of hostile airspace. IOC: April 1997, Whiteman AFB, Mo. Ceiling: more than 30,000 ft. B-1A. USAF initially sought this new bomber as a replace- Production: 21. Performance: max speed at low level high subsonic, ment for the B-52, developing and testing four prototypes Inventory: 20. -
Expanded Communications Satellite Surveillance and Intelligence Activities Utilising Multi-Beam Antenna Systems
The Nautilus Institute for Security and Sustainability Expanded Communications Satellite Surveillance and Intelligence Activities utilising Multi-beam Antenna Systems Desmond Ball, Duncan Campbell, Bill Robinson and Richard Tanter Nautilus Institute for Security and Sustainability Special Report 28 May 2015 Summary The recent expansion of FORNSAT/COMSAT (foreign satellite/communications satellite) interception by the UKUSA or Five Eyes (FVEY) partners has involved the installation over the past eight years of multiple advanced quasi-parabolic multi- beam antennas, known as Torus, each of which can intercept up to 35 satellite communications beams. Material released by Edward Snowden identifies a ‘New Collection Posture’, known as ‘Collect-it-all’, an increasingly comprehensive approach to SIGINT collection from communications satellites by the NSA and its partners. There are about 232 antennas available at identified current Five Eyes FORNSAT/COMSAT sites, about 100 more antennas than in 2000. We conclude that development work at the observed Five Eyes FORNSAT/ COMSAT sites since 2000 has more than doubled coverage, and that adding Torus has more than trebled potential coverage of global commercial satellites. The report also discusses Torus antennas operating in Russia and Ukraine, and other U.S. Torus antennas. Authors Desmond Ball is Emeritus Professor at the Australian National University (ANU). He was a Special Professor at the ANU's Strategic and Defence Studies Centre from 1987 to 2013, and he served as Head of the Centre from 1984 to 1991. Duncan Campbell is an investigative journalist, author, consultant, and television producer; forensic expert witness on computers and communications data; the author of Interception Capabilities 2000, a report on the ECHELON satellite surveillance system for the European Parliament, Visiting Fellow, Media School, Bournemouth University (2002-). -

Model 316-33470 Advanced Stop Bar Control Sensor
MODEL 316-33470 ADVANCED STOP BAR CONTROL SENSOR K-BAND MICROWAVE PERFORMANCE FOR DETECTION OF AIRCRAFT OR VEHICLE MOVEMENT BETWEEN TAXIWAY AND ACTIVE RUNWAY Southwest Microwave’s Model 316-33470 Stop Bar Control Sensor can be combined with traditional aircraft stop bar safety systems to enhance KEY FEATURES reliable, effective detection of aircraft or vehicle movement between taxi- way and active runway. Operating at K-band frequency, this all-weather 244 M (800 FT) RANGE bi-static microwave link is engineered for app lications where external K-BAND MULTIPATH DETECTION radio frequency (RF) radiation is prevalent, offering maximum resistance ABOVE-GROUND SENSOR SIMPLIFIES to RF interference (RFI). INSTALLATION AND MAINTENANCE The sensor’s unique parabolic dish and antenna design provide superior ADJUSTABLE ALARM HOLD TIME beam control for unmatched detection performance with low nuisance MONITORING VIA ON-BOARD FORM-C RELAY alarm rates. ALARM OUTPUTS ADVANCED EMI / RFI SHIELDING Model 316-33470 features enhanced electromagnetic compatibility (EMC) circuitry that minimizes electromagnetic interference (EMI) between the ON-BOARD FUSE AND TRANSIENT PROTECTION sensor’s own energy signal and RF emissions from radar control systems AGAINST LIGHTNING AND POWER SURGES and other RF-based equipment. Additionally, the sensor features board-level 6 FIELD SELECTABLE MODULATION CHANNELS EMI/RFI shielding of surface-mounted electronics and a unique EMI/RFI CE CERTIFIED shielded radome to maximize protection against external RF radiation, making it an exceptional on-ground traffic solution. Advanced receiver design provides unmatched detection performance by alarming on partial or complete beam interruption, increase or decrease in signal level or jamming by other transmitters. -

Quieting the Boom : the Shaped Sonic Boom Demonstrator and the Quest for Quiet Supersonic Flight / Lawrence R
Lawrence R. Benson Lawrence R. Benson Library of Congress Cataloging-in-Publication Data Benson, Lawrence R. Quieting the boom : the shaped sonic boom demonstrator and the quest for quiet supersonic flight / Lawrence R. Benson. pages cm Includes bibliographical references and index. 1. Sonic boom--Research--United States--History. 2. Noise control-- Research--United States--History. 3. Supersonic planes--Research--United States--History. 4. High-speed aeronautics--Research--United States-- History. 5. Aerodynamics, Supersonic--Research--United States--History. I. Title. TL574.S55B36 2013 629.132’304--dc23 2013004829 Copyright © 2013 by the National Aeronautics and Space Administration. The opinions expressed in this volume are those of the authors and do not necessarily reflect the official positions of the United States Government or of the National Aeronautics and Space Administration. This publication is available as a free download at http://www.nasa.gov/ebooks. ISBN 978-1-62683-004-2 90000> 9 781626 830042 Preface and Acknowledgments v Introduction: A Pelican Flies Cross Country ix Chapter 1: Making Shock Waves: The Proliferation and Testing of Sonic Booms ............................. 1 Exceeding Mach 1 A Swelling Drumbeat of Sonic Booms Preparing for an American Supersonic Transport Early Flight Testing Enter the Valkyrie and the Blackbird The National Sonic Boom Evaluation Last of the Flight Tests Chapter 2: The SST’s Sonic Boom Legacy ..................................................... 39 Wind Tunnel Experimentation Mobilizing -

A Study and Modeling of High Pressure Radome with Uwb Frequency Coverage in Submarine Communications
Research Inventy: International Journal of Engineering And Science Vol.5, Issue 7 (July 2015), PP -49-62 Issn (e): 2278-4721, Issn (p):2319-6483, www.researchinventy.com A Study and Modeling of High Pressure Radome with Uwb Frequency Coverage in Submarine Communications P.Eshwar Kumar Reddy1, D.Anuradha2 , Sm.Nikhil3 1Professor, Department of Mechanical, Faculty of HITS ,Hyderabad ,India. 2Professor, Department of Mechanical, Faculty of HITS, Hyderabad,India. 3Asso. Professor, Department of Mechanical, Faculty of HITS, Hyderabad India. ABSTRACT - Modern submarines require high reliability communication systems for communicating the strategic and tactical information to the shore and other participating units during the operations. Traditional submarines having the retractable masts for fitment of various communication sensors and these masts were lifted during the operation, when submarine is diving at periscope depth. This leads to exposure of submarine to the aircraft attacks and aircraft can easily destroy the submarine operations. Many techniques have been in use to counter these operations. However, a concept i.e. “anywhere and anytime” communications is the need of the hour for survival of the submarines. This is basically, when submarine in diving, the communication needs to be established with the external establishments like, satellites, ships, submarines, base stations, etc.,. Many research labs are working on these concepts to develop the system and the electronics sensors like antennas, need a high pressure radome to house them. The challenge is to have a high pressure radome with ultra wide band frequency coverage with low loss tangent. The author has designed and developed a high pressure radome covering frequencies from 15 KHz to 18 GHz to meet the submarine applications. -

Radome Analysis Techniques
CORE Metadata, citation and similar papers at core.ac.uk Provided by Diponegoro University Institutional Repository RADOME ANALYSIS TECHNIQUES Dimas Satria Electrical Engineering – Faculty of Engineering Fontys University of Applied Sciences Diponegoro University Abstract Radar Dome, or usually called Radome, is usually placed over the antenna as an antenna protector from any physical thing that can break it. Ideally, radome does not degrade antenna performance. In fact, it may change antenna performance and cause several effects, such as boresight error, changing antenna side lobe level and depolarization. The antenna engineer must take stringent analysis to estimate the changes of performance due to placing radome. Methods in the analysis using fast receiving formulation based on Lorentz reciprocity and Geometrical Optics. The radome has been tilted for some angle combinations in azimuth and elevation with respect to the antenna under test in order to get the difference responses. From the results of measuring and analyzing the radome, it can be concluded that radome can change the antenna performance, including boresight shift, null fill-in and null shifting for difference signals, and changing antenna radiation pattern. In the CATR measurement with two reflectors, the extraneous signal which originates from feed is minimized by adding absorber at the side of the feed. Several things that affect to the accuracy of the simulation program are extraneous signal, loss tangent uncertainty, diffraction, and dielectric uncertainty and inhomogeneity. Key Words: Radome, CATR, Antenna, Boresight Error 1. INTRODUCTION In the CATR measurement with two reflectors, the extraneous signal which originates from The advancement of technologies in antenna’s feed is minimized by adding absorber at the world stimulates increasing new demands to side of the feed.