The Locomotive Designer and Design
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tng 82 Winter 1979
I NARROW GAUGE RAlllAY SOCIETY Serving the narrow gauge world since 1951 SECRETARY MEMBERSHIP SECRETARY R. Pearman, 34 Giffard Drive, Cove, Farnborough, Hants. TREASURER J.H. Steele, 32 Thistley Hough, Penkhull, Stoke-on-Trent, ST4 5HU. The Society was founded in 1951 to encourage interest in all forms of narrow gauge rail transport. Members interests cover every aspect of the construction, operation, history and modelling of narrow gauge railways throughout the world. Society members receive this magazine and Narrow Gauge News, a bi-monthly review of current events on the narrow gauge scene. An extensive library, locomotive records, and modelling information service are available to members. Meetings and visits are arranged by local areas based in Leeds, Leicester, London, Malvern, Stoke-on-Trent and Warrington. Annual subscription £4.50 due 1st April. THE NARROW GAUGE ISSN 0142-5587 EDITOR M. Swift, 47 Birchington Avenue, Birchencliffe, Huddersfield, HD3 3RD. ASSISTANT EDITORS R.N. Redman, A. Neale. BACK NUMBER SALES G. Holt, 22 Exton Road, Leicester, LE54AF. Published quarterly by the Narrow Gauge Railway Society to record the history and development of narrow gauge rail transport. Our intention is to present a balanced, well illustrated publication, and the Editor welcomes original articles, photographs and drawings for consideration. Articles should preferably be written or typed with double spacing on one side of the paper only. The Editor appreciates a stamped addressed envelope if a reply is required. A range of back numbers, and binders for eight issues are available from the address above. Copyright of all material in this magazine remains vested in the authors and publisher. -

ELECTRIC DOUBLE-DECKER MULTIPLE UNIT KISS Aeroexpress, Russia
ELECTRIC DOUBLE-DECKER MULTIPLE UNIT KISS Aeroexpress, Russia In May 2013, Russian rail company Aeroexpress ordered 11 KISS electric double-decker multiple units from Stadler. These included 9 six-car and 2 four-car trainsets. The trains, named «Eurasia» by Aeroexpress, are used on the three lines between Moscow city centre and the airports. With the purchase of the new trains, Aeroexpress meets the fast-growing demands for public transport capacity and offers its passengers new standards in comfort. The four-car versions have 396 seats, while the six-car models have 700, of which 84 are in business class. They fulfil the Russian standards and, at the same time, set new standards for commuter traffic in Russia. Air conditioning in the passenger compartments and drivers‘ cabs is adapted to the tough climatic conditions in Russia. The design of the interior is bright and passenger-friendly. A modern passenger information system provides travellers with relevant information. www.stadlerrail.com Stadler Rail Group CJSC Stadler Minsk Ernst-Stadler-Strasse 1 Zavodskaja Street 47 CH-9565 Bussnang 222750 Fanipol Phone +41 71 626 21 20 Dzerhzhinsk District [email protected] Region of Minsk Phone +375 17 16 22 410 [email protected] Technical features Vehicle data Technology – Lightweight car bodies in integral aluminium design in line with Customer Aeroexpress the latest standards for crashworthiness (EN 15227) and car Lines serviced Moscow airport link body strength (EN 12663) – Vehicle body made of extruded aluminium sections -

ELECTRIC DOUBLE-DECKER MULTIPLE UNIT KISS Georgian Railway (GR), Georgia
ELECTRIC DOUBLE-DECKER MULTIPLE UNIT KISS Georgian Railway (GR), Georgia In April 2016 Stadler and Georgian Railway signed an agreement for four-car KISS EMUs. The trains are used on express services between Tbilisi and the Black Sea resorts of Batumi, Kobuleti and Ureki, without any other intermediate stops. The acquisition is a notable one for Georgian Railway, since the 160 km/h KISSes are the first most modern passenger trains, of west European design, in the operator's fleet. They are fully compliant with European safety standards, and are the very first double deck trains in Georgia. These four car trains satisfy the growing demand for high-quality public transport and offer passengers great comfort in a bright and spacious interior, comfortable seats, full air conditioning, passenger information system, WiFi and other functions. One train has 396 seats, including 84 in business class, and a total capacity of 919 passengers. Trains fulfil all standards of Georgia and are the new standard for travel in the country www.stadlerrail.com Stadler Rail Group CJSC Stadler Minsk Ernst-Stadler-Strasse 1 47 Zavodskaya Str. CH-9565 Bussnang 222750 Fanipol Phone +41 (0)71 626 21 20 Dzerzhinsk District [email protected] Region of Minsk Phone +375 17 16 22 400 Fax +375 17 16 22 446 [email protected] Technical features Vehicle data Technology – Car body made of extruded aluminium profiles Customer Georgian Railway – Motor bogies and trailer bogies with pneumatic suspension Line serviced Tbilisi - Black Sea resorts – Vehicle control -

Press Information - Press Information - Press Information
60163 Tornado 60163 Tornado 60163 Tornado THE A1 STEAM LOCOMOTIVE TRUST Registered Office, General Correspondence & Membership Enquiries: Darlington Railway Centre & Museum, North Road Station, Darlington DL3 6ST Hotline Answerphone: 01325 4 60163 PRESS INFORMATION - PRESS INFORMATION - PRESS INFORMATION PR98/05 Monday 21 December 1998 A1 TRUST LAUNCHES AWARD SCHEME AND NEW COVENANTS TO DOUBLE GROWTH RATE Major advances at Darlington Locomotive Works The A1 Steam Locomotive Trust, the registered charity that is building the first new mainline steam locomotive in Britain for almost 40 years, has launched an Awards Scheme to double its rate of growth in covenanted income from 15% to 30% growth next year. In addition the Trust launched an further range of covenants for young people, companies and for those wishing to contribute to the project after their death. The A1 Steam Locomotive Trust is raising £1.6m to build a new Peppercorn class A1 No. 60163 Tornado at its Darlington Locomotive Works through Deeds of Covenant for ‘the price of a pint of beer a week’ (£1.25 in the North East when the project was launched in 1990). Although Tornado is around 50% complete by weight, if the Trust cannot raise another £700,000 quickly it could be up to another 4 years until the new steam locomotive can be completed at current rates of growth in income. The Awards Scheme is open to all existing covenantors to the Trust and is in three levels: Bronze award limited edition print of a Gresley A4 or Stanier Duchess steam locomotives Awarded to: all -

Rack-Railway Locomotives of the Swiss Mountain Railways
JULY1911. RACK-RAILWAY LOCOMOTIVES OF THE SWISS MOUNTAIN RAILWAYS. BY MR. J. WEBER, MANAGINGDIRECTOR, AND MR. S. ABT, WORKSENGINEER, OF THE SWISS LOCOMOTIVEAND- ENGINE WORKS, WINTERTHUR. [Translated from the Gennan.] General.-The first rack-railway locomotive was tested by John Blenkinsop on the 12th August 1811, that is to say almost one hundred years ago, on the Middleton Mineral Line, near Leeds. On the outside of one rail corrugated teeth were cast, into which the driving wheel geared, which wlts outside the carrying wheel. Rimber in 1831 in America proposed placing a rack in the centre between the two rails, and this idea was carried out by Cathcart in 1847 on the Madison-Indianapolis Railway. Blenkinsop did not know that the friction between the rail and the wheel was sufficient to provide for the progress of the locomotive and the traction of the train. It was not until 1813 NoTE.-For other particulars of these railways, see Paper on Electric Traction in Switzerland, by itlr. E. Huber-Stockar (page 449). Downloaded from pme.sagepub.com at UNIV OF CINCINNATI on June 5, 2016 540 SWISS MOUNTAIN RAILWAYS. JGLY1011. that Blackett, owner of the pits at Wylam, showed that this was possible, and subsequently Stephenson built his locomotive as a purely adhesive engine. Owing to the rapid and enormous development of the railways, many improvements were made in I 'comotive construction, and great progress was attained. The necessity of dealing with heavy trains and lines with very steep gradients naturally called for heavy locomotives with an increased number of coupled wheels, which required special designs in the carrying parts of the locomotive in order that they might be in a position safely to deal with curves, at the same time offering the lowest resistance. -
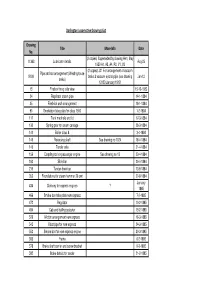
Darlington Locomotive Drawings List.Xlsx
Darlington Locomotive Drawings List Drawing Title More Info Date No. (2 copies) Superseded by drawing H41, May 11363 Lubricator details Aug-25 1939 A1, A3, A4, P2, V1, V2 (2 copies) J21 For arrangement of vacuum Pipe and rod arrangement (Westinghouse 8108 brake & vacuum ejector pipe (see drawing Jan-12 brake) 13123 January 1912) 15 Firebox fixing side view 15-12-1883 24 Regulator steam pipe 14-1-1884 35 Firebrick arch arrangement 18-1-1884 90 Smokebox tube plate for class 1500 1-2-1884 117 Tank manhole and lid 17-3-1884 130 Spring gear for steam carriage 28-3-1884 140 Boiler class 8 3-4-1884 146 Reversing shaft See drawing no 1024 18-4-1884 149 Tender axle 21-4-1884 156 Coupling rod ex passenger engine See drawing no 13 23-4-1884 163 Slide bar 24-4-1884 219 Tender draw bar 13-6-1884 352 Foundations for steam hammer 20 cwt 20-8-1884 January 434 Chimney for express engines ? 1885 466 Smoke box tube plate new express 7-2-1885 472 Regulator 10-2-1885 494 Cab and trailing splasher 19-2-1885 526 Motion arrangement new express 16-3-1885 543 Blast pipe for new express 24-3-1885 553 Smoke box for new express engine 30-3-1885 566 Frame 6-2-1885 578 Brake shaft carrier and screw bracket 9-3-1885 582 Brake details for tender 21-2-1885 Darlington Locomotive Drawings List Drawing Title More Info Date No. 594 Screw coupling and side chain 15-3-1885 Arrangement of ashpan and firebars new 600 17-4-1885 express Whistle gear and cab handrail for new 617 25-4-1885 express Smoke box arrangement for new express 628 2-5-1885 engine 635 Deflecting plate for -

ELECTRIC DOUBLE-DECKER MULTIPLE UNIT KISS MÁV-START Zrt., Budapest
ELECTRIC DOUBLE-DECKER MULTIPLE UNIT KISS MÁV-START Zrt., Budapest On 12 April 2017, Stadler signed a frame agreement with the Hungarian state railway company, MÁV-START Zrt, for the delivery of minimum 10 and up to 40 6-car KISS electrical multiple units. The new high-capacity trains will be the first double-decker units in Hungarian railway history. The vehicles will operate on the suburban lines of the Hungarian railways around Budapest with a top speed of 160 km/h, and will provide seating for a total of 600 passengers. The new trains are compatible with the existing 123 FLIRT EMUs delivered by Stadler in the past ten years, providing MAV with exceptional operational flexibility. The trains will be equipped with four toilets, one of them accessible for persons with reduced mobility, while the multifunctional areas will have capacity for four wheelchairs, as well as twelve bicycles or five strollers. The new vehicles have been designed according to the latest safety standards and will be equipped with EVM and ETCS Level2 train control systems. Passenger comfort will be enhanced by the exceptionally smooth running, a state-of-the-art passenger information system, a spacious and bright interior, cutting edge air conditioning, and free WIFI. www.stadlerrail.com Stadler Rail Group Stadler Bussnang AG Ernst-Stadler-Strasse 1 Ernst-Stadler-Strasse 4 CH-9565 Bussnang CH-9565 Bussnang Phone +41 71 626 21 20 Phone +41 71 626 20 20 [email protected] [email protected] Technical features Vehicle data Technology – Lightweight car bodies in integral aluminium design in line Customer MÁV-START Zrt. -

Bogie for Passenger Railway Carriages with the Floor at Platform Level Throughout the Carriage
Europaisches Patentamt 0 334 418 J European Patent Office © Publication number: A1 Office europeen des brevets EUROPEAN PATENT APPLICATION © Application number: 89200597.6 © Intel.4-. B61F 5/10 , B61F 5/14 , B61F 5/30 , B61F 5/52 , @ Date of filing: 09.03.89 B61H 5/00 © Priority: 16.03.88 IT 1979488 Applicant: S.p.A. SOCIETA1 CASSEFORME METALLICHE E AFFINI S.A.C.M.A. © Date of publication of application: Via XX Settembre 24 27.09.89 Bulletin 89/39 Milano(IT) @ Designated Contracting States: Inventor: Miniotto, Pietro c/o S.P.A. Societa' AT BE CH DE ES FR GB GR IT LI LU NL SE Casseforme Metalliche E Affini S.A.C.M.A. Via XX Settembre 24 Milano(IT) Inventor: Gori, Augusto c/o S.P.A. Societa' Casseforme Metalliche E Affini S.A.C.M.A. Via XX Settembre 24 Milano(IT) ™) Representative: Raimondi, Alfredo, Dott. Ing. Prof, et al Studio Tecnico Consulenza Brevetti Piazzale Cadorna 15 1-20123 Milano(IT) Bogie for passenger railway carriages with the floor at platform level throughout the carriage. © A bogie for railway carriages for the transport of passengers which has a frame (7) on which the body of the carriage (3) rests through the intermediary of secondary means of suspension (11) suspend be- neath two pairs of journal boxes (15) carrying wheel- sets (16) respectively, with intermediate primary sus- pension members (17) in which the secondary FS^4^)7^ «wa *™ means of suspension (11) are at least partially con- stained within the vertical dimensions of the frame (7) fik-i CO and the primary means of suspension (17) are in- «■" eluded within the vertical dimensions of the wheels ^"(24A) of the wheelsets, the bogie being capable of ^■carrying a carriage body (3) with a floor (2) which Whas at least one portion in the part above the bogie at a level lower than the vertical dimension of the O wheels (11), with provision for dismantlable braking ft means (21) and means (28) for controlling and limit- UJ ing rolling movement by the body with respect to the bogie. -

Price List Updated to Include New Items and Prices
LATER’S SPLASTIKARD Old Road, Darley Dale, Matlock, Derbyshire, DE4 2ER Tel: 01629 734053; Fax: 01629 732235 Web Site: www.slatersplastikard.com Price List Updated to Include New Items and Prices 1 March 2020 B Inc. VAT Exc.VAT Plastikard ............................................................................................................CONTENTS Miscellaneous Materials (inc. Track) ...................................................................... 5 Slater’s Plastikard Publications .............................................................................. 6 mm Scale Section .............................................................................................. 6 3mm Scale Section .............................................................................................. 6 4mm Scale Section .............................................................................................. 6 7mm Scenic Accessories ...................................................................................... 8 7mm Wagon Kits ................................................................................................. 8 7mm Coach Kits .................................................................................................11 Gearboxes and Motors ........................................................................................13 7mm Locomotive Kits .........................................................................................14 7mm Transfers ...................................................................................................15 -

The Rocket Locomotive Project
Michael R Bailey and John P Glithero Learning through industrial archaeology: the Rocket locomotive project Introduction In the quest for greater understanding of the history of engineering and technology, the artefacts in the world's museums of science, tech nology and industry provide a most important resource. A thorough survey of these artefacts, together with historical and technical research surrounding their history, can advance our knowledge of the development of materials, manufacturing methods and maintenance practices. The importance of this resource is apparent because engineers and technologists often failed to record their approach to design and manufacturing methods, and their understanding of materials. Furthermore, the accumulated knowledge and skills of the tradesmen were rarely recorded, being transmitted from master to apprentice, each generation developing the skills of its forebears. Recent calls to pursue a greater understanding of artefacts, through survey, I have led to several research studies in the 1990s, some leading to conservation and restoration projects by the authors, summaries of which have recently been published.2 The most comprehensive of these studies was carried out by the authors at the National Railway Museum in York during 1999, on George and Robert Stephenson's Rocket locomotive of 1829 (Colour plate 1). This preceded its return to the Science Museum in London for display in its new Making the Modern WOrld gallery. The study was supervised by Richard Gibbon, Head of Engineering at the National -

Electric Low-Floor Panoramic Train Bdseh 4/8 with Rack Drive for the Matterhorn Gotthard Bahn (Mgbahn), Switzerland
Electric low-floor panoramic train BDSeh 4/8 with rack drive for the Matterhorn Gotthard Bahn (MGBahn), Switzerland The Matterhorn Gotthard Bahn has purchased comfortable new trains as a convenient means of transportation for guests and their luggage travel- ling to car-free Zermatt. Folding steps at platfom level allow the luggage trolleys to be pushed directly into the two end carriages. The intermediate carriage is designed as a lounge car with panoramic windows forming an integral part of the curved top contour of the roof design, giving passen- Stadler Bussnang AG Ernst-Stadler-Strasse 4 gers a magnificent view of the mountains and glaciers along the valley. CH-9565 Bussnang, Switzerland Phone +41 (0)71 626 20 20 Pneumatic suspension is fitted in the entire train. The traction equipment Fax +41 (0)71 626 20 21 [email protected] has four axle drives, allowing the use of these trains on both adhesion and A Company of Stadler Rail Group rack sections. Ernst-Stadler-Strasse 1 CH-9565 Bussnang, Switzerland Phone +41 (0)71 626 21 20 Fax +41 (0)71 626 21 28 [email protected] www.stadlerrail.com Technical features Vehicle Data • Air-conditioned passenger compartments and drivers’ cabs Customer Matterhorn Gotthard Bahn (MGB), Switzerland • Mediamatik passenger information system Lines operated Täsch, Zermatt and entire main • Panoramic intermediate lounge carriage network of the MGBahn • Two low-floor end carriages made of a lightweight aluminium Gauge 1 000 mm construction Supply voltage 11 kV, 16.7 Hz • 4 wide entrance -

Jouitnal of Rracticaij INFORMATION, Ailt, SCIENCE, MECHANICS, CHEMISTHY, and MANUFACTUHES
lEntered at the.Post Office of New York, N. Y., ... Second CI.... Matter. Copyrigbt, 1900, b;- Munn '" Co.J A WEEKLY JOUItNAL OF rRACTICAIJ INFORMATION, AIlT, SCIENCE, MECHANICS, CHEMISTHY, AND MANUFACTUHES, Vol. LXXXIII.·-No. 20' NE"\V YORK, NOVEMBER 17, 1900. r $3.00 A YE.\ K. ESTABLISHED 1845. J 18 CENTS A COPY. Partially Completed Canal (August 1) at Entrance from St. Lawrence River. Large Hydraulic Dredge at Work, Showing Floating Discharge Pipe. Sectional View through Power House, Showing Arrangement of Turbines and GeneratoR. 'tD liBW 711,000 ROBBB POWBR PLAliT AT .ABSBli.&, OW YORX.-[See PBie 810.] J06 J tieutifit �metitau. NOVEMBER 17, 1 goo. the center, thus controlling all the cylinders of the man. The Sequoia and General Grant National Parks Itientifit �mtritllt. engine at once. are eaten into by private claims. In brief, the majority The chief engineer of one of the fastest of the of the trees are owned by men who have the right, most ESTABLISHED 1845 Atlantic liners recently informed us that although his and in cases the intention, to fell them. engines are equipped with one of the best types of gov The Calaveras Grove was discovered in 1841 by MUNN &; CO., EDITORS AND PROPRIETORS. ernor, he is so far distrustful of its efficiency that John Bidwell. and by 1870 the majority of the big PUBLISHED WEEKLY AT during a spell.of heavy weather he guards against dis trees had been located. One of the largest examples No. 361 BROADWAY, NEW YORK. aster by letting the stearn run down consideraiJly in in the Calaveras Gl"Ove was cut down in 1858; the iJark the boilers.