Removal of Copper Ions from Aqueous Solutions by a Steel-Making By-Product F.A
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Principles of Extractive Metallurgy Lectures Note
PRINCIPLES OF EXTRACTIVE METALLURGY B.TECH, 3RD SEMESTER LECTURES NOTE BY SAGAR NAYAK DR. KALI CHARAN SABAT DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING PARALA MAHARAJA ENGINEERING COLLEGE, BERHAMPUR DISCLAIMER This document does not claim any originality and cannot be used as a substitute for prescribed textbooks. The information presented here is merely a collection by the author for their respective teaching assignments as an additional tool for the teaching-learning process. Various sources as mentioned at the reference of the document as well as freely available material from internet were consulted for preparing this document. The ownership of the information lies with the respective author or institutions. Further, this document is not intended to be used for commercial purpose and the faculty is not accountable for any issues, legal or otherwise, arising out of use of this document. The committee faculty members make no representations or warranties with respect to the accuracy or completeness of the contents of this document and specifically disclaim any implied warranties of merchantability or fitness for a particular purpose. BPUT SYLLABUS PRINCIPLES OF EXTRACTIVE METALLURGY (3-1-0) MODULE I (14 HOURS) Unit processes in Pyro metallurgy: Calcination and roasting, sintering, smelting, converting, reduction, smelting-reduction, Metallothermic and hydrogen reduction; distillation and other physical and chemical refining methods: Fire refining, Zone refining, Liquation and Cupellation. Small problems related to pyro metallurgy. MODULE II (14 HOURS) Unit processes in Hydrometallurgy: Leaching practice: In situ leaching, Dump and heap leaching, Percolation leaching, Agitation leaching, Purification of leach liquor, Kinetics of Leaching; Bio- leaching: Recovery of metals from Leach liquor by Solvent Extraction, Ion exchange , Precipitation and Cementation process. -
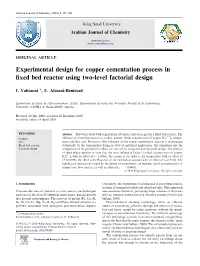
Experimental Design for Copper Cementation Process in Fixed Bed
Arabian Journal of Chemistry (2010) 3, 187–190 King Saud University Arabian Journal of Chemistry www.ksu.edu.sa www.sciencedirect.com ORIGINAL ARTICLE Experimental design for copper cementation process in fixed bed reactor using two-level factorial design I. Yahiaoui *, F. Aissani-Benissad Laboratoire de Ge´nie de l’Environnement (LGE), De´partement de Ge´nie des Proce´de´s, Faculte´ de la Technologie, Universite´ A.MIRA de Bejaia 06000, Algeria Received 20 July 2009; accepted 20 December 2009 Available online 18 April 2010 KEYWORDS Abstract This work deals with cementation of copper onto iron grid in a fixed bed reactor. The 2+ Copper; influence of several parameters is studied, namely: initial concentration of copper [Cu ]0, temper- Iron; ature and flow rate. Moreover, their influence on the copper cementation reaction is investigated Fixed bed reactor; statistically by the experimental design in view of industrial application. The estimation and the Factorial design comparison of the parameter’s effects are realized by using two-level factorial design. The analysis of these effects permits to state that the most influential factor is initial concentration of copper 2+ [Cu ]0 with an effect of (+2.4566), the second in the order is the temperature with an effect of (+0.18959), the third is the flow rate of the electrolytic solution with an effect of (À0.4226). The significance interactions found by the design of experiments are between initial concentrations of copper ions–flow rate (x1x3) with an effect (b13 = +0.6965). ª 2010 King Saud University. All rights reserved. 1. Introduction Ultimately, this wastewater is discharged in permitted concen- trations of suspended solids and dissolved salts. -

Centre for Archaeology Guidelines
2001 01 Centre for Archaeology Guidelines Archaeometallurgy Archaeometallurgy is the study of metalworking structures, tools, waste products and finished metal artefacts, from the Bronze Age to the recent past. It can be used to identify and interpret metal working structures in the field and, during the post-excavation phases of a project, metal working waste products, such as slags, crucibles and moulds.The technologies used in the past can be reconstructed from the information obtained. Scientific techniques are often used by archaeometallurgists, as they can provide additional information. Archaeometallurgical investigations can provide evidence for both the nature and scale of mining, smelting, refining and metalworking trades, and aid understanding of other structural and artefactual evidence.They can be crucial in understanding the economy of a site, the nature of the occupation, the technological capabilities of its occupants and their cultural affinities. In order that such evidence is used to its fullest, it is essential that Figure 1 Experimental iron working at Plas Tan y Bwlch: archaeometallurgy is considered at each stage of archaeological projects, removing an un-consolidated bloom from a furnace. and from their outset. (Photograph by David Starley) These Guidelines aim to improve the its date and the nature of the occupation. For made use of stone tools or fire to weaken the retrieval of information about all aspects of example, archaeological evidence for mining rock (Craddock 1995, 31–7) and this can be metalworking from archaeological tin will only be observed in areas where tin distinguished from later working where iron investigations. They are written mainly for ores are found, iron working evidence is tools or explosives were used. -

Through in Situ Carburization of Refractory High Entropy Alloys Yuanlin Ai National University of Defense Technology, [email protected]
Engineering Conferences International ECI Digital Archives Ultra-High Temperature Ceramics: Materials for Proceedings Extreme Environment Applications IV 9-18-2017 Feasibility research of gaining “refractory high entropy carbides” through in situ carburization of refractory high entropy alloys Yuanlin Ai National University of Defense Technology, [email protected] Shuxin Bai National University of Defense Technology Li’an Zhu National University of Defense Technology Yicong Ye National University of Defense Technology Follow this and additional works at: http://dc.engconfintl.org/uhtc_iv Part of the Engineering Commons Recommended Citation Yuanlin Ai, Shuxin Bai, Li’an Zhu, and Yicong Ye, "Feasibility research of gaining “refractory high entropy carbides” through in situ carburization of refractory high entropy alloys" in "Ultra-High Temperature Ceramics: Materials for Extreme Environment Applications IV", Jon Binner, The nivU ersity of Birmingham, Edgbaston, United Kingdom Bill Lee, Imperial College, London, United Kingdom Eds, ECI Symposium Series, (2017). http://dc.engconfintl.org/uhtc_iv/53 This Abstract and Presentation is brought to you for free and open access by the Proceedings at ECI Digital Archives. It has been accepted for inclusion in Ultra-High Temperature Ceramics: Materials for Extreme Environment Applications IV by an authorized administrator of ECI Digital Archives. For more information, please contact [email protected]. Feasibility Research of Gaining “Refractory High Entropy Carbides” Through In Situ Carburization of Refractory High Entropy Alloys Lian Zhu, Yuanlin Ai, Shuxin Bai National University of Defense Technology, China Outline 31 Introduction 32 Experimental 3 Results and discussion 43 Conclusions 2 1. Introduction High-entropy alloys (HEAs) – First proposed by Yeh in 2004 – Excellent comprehensive properties – 4 core effects Sluggish diffusion High- entropy Severe lattice- distortion Cocktail Gludovatz, B. -

Ironworks and Iron Monuments Forges Et
IRONWORKS AND IRON MONUMENTS FORGES ET MONUMENTS EN FER I( ICCROM i ~ IRONWORKS AND IRON MONUMENTS study, conservation and adaptive use etude, conservation et reutilisation de FORGES ET MONUMENTS EN FER Symposium lronbridge, 23-25 • X •1984 ICCROM rome 1985 Editing: Cynthia Rockwell 'Monica Garcia Layout: Azar Soheil Jokilehto Organization and coordination: Giorgio Torraca Daniela Ferragni Jef Malliet © ICCROM 1985 Via di San Michele 13 00153 Rome RM, Italy Printed in Italy Sintesi Informazione S.r.l. CONTENTS page Introduction CROSSLEY David W. The conservation of monuments connected with the iron and steel industry in the Sheffield region. 1 PETRIE Angus J. The No.1 Smithery, Chatham Dockyard, 1805-1984 : 'Let your eye be your guide and your money the last thing you part with'. 15 BJORKENSTAM Nils The Swedish iron industry and its industrial heritage. 37 MAGNUSSON Gert The medieval blast furnace at Lapphyttan. 51 NISSER Marie Documentation and preservation of Swedish historic ironworks. 67 HAMON Francoise Les monuments historiques et la politique de protection des anciennes forges. 89 BELHOSTE Jean Francois L'inventaire des forges francaises et ses applications. 95 LECHERBONNIER Yannick Les forges de Basse Normandie : Conservation et reutilisation. A propos de deux exemples. 111 RIGNAULT Bernard Forges et hauts fourneaux en Bourgogne du Nord : un patrimoine au service de l'identite regionale. 123 LAMY Yvon Approche ethnologique et technologique d'un site siderurgique : La forge de Savignac-Ledrier (Dordogne). 149 BALL Norman R. A Canadian perspective on archives and industrial archaeology. 169 DE VRIES Dirk J. Iron making in the Netherlands. 177 iii page FERRAGNI Daniela, MALLIET Jef, TORRACA Giorgio The blast furnaces of Capalbio and Canino in the Italian Maremma. -

Calculation of Carbon Diffusion Forcementation of Gear Wheels
components (eg gears, shafts) made of steel to provide CALCULATION OF CARBON hardness and strength while maintaining a tough core. The tough core provides low carbon steel to about 0.2%. DIFFUSION However, the steel containing 0.2% C is not a guarantee to get the necessary amount of martensite. The theoretical amount of carbon for steel quenching (hardening) is 0.3%. FORCEMENTATION OF More favorable for quenching (hardening) is the carbon content - about 0.7 to 0.8%. Therefore, the surface of the GEAR WHEELS steel structural component must be saturated with carbon - cementing. However, the cementation would not produce JIRI MACHUTA, IVA NOVA, PAVEL SEVCIK the desired result without subsequent heat treatment, so Technical University of Liberec called quenching. E.g. thepresent thermal treatment of Department of Engineering Technology gears is accomplished by cementation in batch furnaces or Liberec, Czech Republic in vacuum, followed by martensitic hardening and low DOI: 10.17973/MMSJ.2018_10_201826 temperature tempering. The martensitic structure in the e-mail: [email protected] surface layer of the gear wheel increases the hardness and abrasion resistance of the surface. The paper deals with the determination of the precise calculation of carbon diffusion and carbon prediction in the Subsequently, attention is paid directly to carbon steeping, production of gear wheels cementation from steel by Czech i.e cementation, and subsequent heat treatment. The standard (steel CSN 14220, or ASTMA 506). In the research components must be quenched after carbon saturation part of the paper, considerable attention is paid to the itself to obtain a hard surface layer and a tough core, and determination of the necessary data for calculating the subsequently lowered to lower the residual austenite to cementation, especially the mass- the carbon-binding reduce internal stresses. -

Removal of Copper from Wastewater by Cementation from Simulated Leach Liquors Ehssan Nassef1* , Yehia A
ineering ng & E P l r a o c i c e m s e s Journal of h T C e f c h o Nassef and El-Taweel, J Chem Eng Process Technol 2015, 6:1 l ISSN: 2157-7048 n a o n l o r g u y o J Chemical Engineering & Process Technology DOI: 10.4172/2157-7048.1000214 Research Article Article OpenOpen Access Access Removal of Copper From Wastewater By Cementation From Simulated Leach Liquors Ehssan Nassef1* , Yehia A. El-Taweel2 1Department of Petrochemical Engineering, Faculty of Engineering, Pharos University, Smouha, suburb, Canal El Mahmoudia Street, Alexandria, Egypt 2Department of Chemical Engineering, Faculty of Engineering Alexandria University, Lotfy El-Sied st. off Gamal Abd El-Naser, Alexandria, Egypt Abstract Every year, tons of precious and/or toxic metals are thrown away in industrial liquid effluents and most frequently directly in natural environment. The recovery of those metals in dilute solutions is an everyday problem associating both ecology and economy. Copper is among the most prevalent and valuable metal used by industry. Cementation is one of the most effective and economic techniques for recovering toxic and or valuable metals from industrial waste solution and from leach liquors obtained by leaching low grade copper ore. The present study was carried out to investigate the removal of copper metal ions from synthetic waste water by cementation using a rotating iron cylinder. The study covered the effect of different parameters in batch mode which are: Initial copper concentrations, pH values, rotational speed, and reaction temperature on the rate of cementation. -

United States Patent [191 [111 3,734,582 Beauchet [451 May22,1973
United States Patent [191 [111 3,734,582 Beauchet [451 May22,1973 [54] COMBINATION BEARING MATERIALS Primary Examiner-Charles J. Myhre Assistant Examiner-Frank Susko [75] Inventor: Jean Beauchet, Annecy (Haute Attorney-Stevens, Davis, Miller & Mosher Savoie ), France [73] Assignee: Societe Nouvelle De Roulements, An [57] ABSTRACT necy (Haute Savoie), France This invention relates to the manufacture of rolling [22] Filed: ' Oct. 29, 1971 contact bearings wherein the outer and inner races or rings were hitherto made of the same steel grade and [21] Appl. No.: 194,069 subjected to a heat treatment with or without a Related US. Application Data preliminary cementation. [63] Continuation of Ser. No. 4,729, Jan. 21, 1970, aban According to this invention, the inner races of the doned. bearings are made of cementation steel and the outer races as well as the rolling-contact members, such as [52] U.S. Cl ................................................. ..308/l73 balls and rollers from core-hardened alloy steel. The [51] Int. Cl. ...................................................... ..F16c treatment consists of a case-hardening or cementation [58] Field of Search .................... ..308/8, 2, 241, 237, applied to the inner races and of a hardening process 7 308/177 applied to the outer races and rolling bodies. [56] References Cited 2 Claims, 2 Drawing Figures UNITED STATES PATENTS 3,275,389 9/1966 Neilson et a1 ........................ _.308/8.2 3,734,582 1 2 COMBINATION BEARING MATERIALS creased fragility but also by a distortion of the treated parts, as a consequence of the above-described stress This is a continuation of application Ser. No. 4,729, effects, this distortion being frequently too important ?led Jan. -
717 the RADIOCARBON DATING and AUTHENTICATION of IRON ARTIFACTS P T Craddock1 • M L Wayman2 • a J T Jull3 the Radiocarbon Da
The Radiocarbon Dating and Authentication of Iron Artifacts Item Type Article; text Authors Craddock, P. T.; Wayman, M. L.; Jull, A. J. T. Citation Craddock, P. T., Wayman, M. L., & Jull, A. J. T. (2002). The radiocarbon dating and authentication of iron artifacts. Radiocarbon, 44(3), 717-732. DOI 10.1017/S0033822200032173 Publisher Department of Geosciences, The University of Arizona Journal Radiocarbon Rights Copyright © by the Arizona Board of Regents on behalf of the University of Arizona. All rights reserved. Download date 05/10/2021 15:01:32 Item License http://rightsstatements.org/vocab/InC/1.0/ Version Final published version Link to Item http://hdl.handle.net/10150/654670 RADIOCARBON, Vol 44, Nr 3, 2002, p 717–732 © 2002 by the Arizona Board of Regents on behalf of the University of Arizona THE RADIOCARBON DATING AND AUTHENTICATION OF IRON ARTIFACTS P T Craddock1 • MLWayman2 • AJT Jull3 ABSTRACT. The continuing improvements in accelerator mass spectrometry (AMS) dating technology mean that it is pos- sible to work on ever smaller samples, which in turn, make an ever wider range of sample potentially available for dating. This paper discusses some of the difficulties arising with the interpretation of AMS dates obtained from carbon in iron. The over- riding problem is that the carbon, now in chemical combination with the iron, could have come from a variety of sources with very different origins. These are now potentially an iressolvable mixture in the iron. For iron made over the last millennium, there are the additional problems associated with the use of both fossil fuel and biomass fuel in different stages of the iron making, leading to great confusion, especially with authenticity studies. -

Zinc Cementation of Heavy Metals from Electric Arc Furnace Dust Recycling Process Extracted by Hydrochloric Acid Solution
Zinc Cementation of Heavy Metals from Electric Arc Furnace Dust Recycling Process Extracted by Hydrochloric Acid Solution Chanwit Thititanagul1 , Porntip Lekpittaya2 and Sureerat Polsilapa3 Interdisciplinary Graduate Program in Advanced and Sustainable Environmental Engineering, Department of Chemical Engineering, Faculty of Engineering, Kasetsart University1 Department of Materials Engineering, Faculty of Engineering, Kasetsart University2,3 Email: [email protected], [email protected], [email protected] Abstract The benefits of hydrochloric acid for selective leaching electric arc furnace (EAF) dust has been reported by many authors. Low concentration hydrochloric acid can extract zinc which presence as the majority element contained in the EAF dust while leaving the iron in the solid residue. After extraction, there are also hazardous elements that were leached into an aqueous solution such as lead and chromium. These two elements could affect the efficient currency in the electrolytic cell on the electrowinning process for zinc separation from the solution. Thus, in this study, the cementation process was investigated using zinc powder in order to cement the solute heavy metals in the zinc-rich solution prior to the further process. Then optimal conditions were found to be; Zn/Pb 3.0 molar ratio, the temperature at 60oC, and rotation speed at 500 rpm for 10 minutes. The final solution was very high purity (Pb and Cr concentration < 2 ppm) which was suitable for zinc deposition to produce metallic zinc. Keywords: Zinc; Cementation; Electric Arc Furnace Dust; Hydrochloric Acid; Heavy Metals 24 วิศวกรรมสาร มก. 1. Introduction very stable structure of ZnFe2O4, and the emission of greenhouse gases are considered Steel has played an important role in as two main drawbacks of this method. -

Plasma Spray and Pack Cementation Process Optimization and Oxidation Behaviour of Novel Multilayered Coatings
Plasma Spray and Pack Cementation Process Optimization and Oxidation Behaviour of Novel Multilayered Coatings By Feng Gao B. Eng., M.A.Sc. Materials A thesis submitted to the Faculty of Graduate and Postdoctoral Affairs in partial fulfilment of the degree requirements of Doctor of Philosophy Ottawa-Carleton Institute for Mechanical and Aerospace Engineering Department of Mechanical and Aerospace Engineering Carleton University Ottawa, Ontario, Canada December, 2012 Copyright © 2012 Feng Gao Library and Archives Bibliotheque et Canada Archives Canada Published Heritage Direction du 1+1 Branch Patrimoine de I'edition 395 Wellington Street 395, rue Wellington Ottawa ON K1A0N4 Ottawa ON K1A 0N4 Canada Canada Your file Votre reference ISBN: 978-0-494-94216-1 Our file Notre reference ISBN: 978-0-494-94216-1 NOTICE: AVIS: The author has granted a non L'auteur a accorde une licence non exclusive exclusive license allowing Library and permettant a la Bibliotheque et Archives Archives Canada to reproduce, Canada de reproduire, publier, archiver, publish, archive, preserve, conserve, sauvegarder, conserver, transmettre au public communicate to the public by par telecommunication ou par I'lnternet, preter, telecommunication or on the Internet, distribuer et vendre des theses partout dans le loan, distrbute and sell theses monde, a des fins commerciales ou autres, sur worldwide, for commercial or non support microforme, papier, electronique et/ou commercial purposes, in microform, autres formats. paper, electronic and/or any other formats. The author retains copyright L'auteur conserve la propriete du droit d'auteur ownership and moral rights in this et des droits moraux qui protege cette these. Ni thesis. -

Optimization of Molybdenum Electrodes for Glass Melting
Optimization of Molybdenum Electrodes for Glass Melting by WenDi Liu A Dissertation Submitted to the Faculty of WORCESTER POLYTECHNIC INSTITUTE In partial fulfillment of the requirements of the Degree of Doctor of Philosophy in Materials Science and Engineering April 2015 APPROVED: _______________________________ Dr. Diran Apelian, Advisor Alcoa-Howmet Professor of Engineering _______________________________ Dr. Richard D. Sisson Jr. Director of Manufacturing and Materials Engineering George F. Fuller Professor ABSTRACT The U.S. glass industry is a $28 billion enterprise and millions of tons of glasses are melted each day by different heating techniques, such as conventional oil fired furnaces or via electrical heating. The share of electrical heating is bound to rise steadily because it is cleaner and more energy efficient. Due to this situation molybdenum will play a significant role in electrical glass melting, since it is the most frequently used electrode material to deliver the electricity into the glass melts. Although it has a high melting point, high electrical and thermal conductivity and a low coefficient of expansion, molybdenum electrodes fail because of lack of sustainability during the glass melting process. Melt reaction with electrodes is the fundamental barrier to higher melting temperatures. Glass manufacturers have suggested that the need for better performance of molybdenum electrodes will see a rapid advancement in the use of electric heating system in the U.S. This work first focused on post-mortem analysis on used molybdenum electrodes with and without the current load in order to establish failure mechanisms for molybdenum during glass melting. It was determined that service life of molybdenum electrodes are limited by poor oxidation and corrosion resistance of molybdenum with redox reactions.