Electric Traction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
G.Pullaiah College of Engineering And
G.PULLAIAH COLLEGE OF ENGINEERING AND TECHNOLOGY: KURNOOL DEPARTMENT OF ELECTRICAL AND ELECTRONICS ENGINEERING CLASS/SEM: IV.B.Tech I-SEM SUB: UTILISATION OF ELECTRICAL ENERGY UNIT-III BASIC TERMS AND DEFINITIONS: Traction System The system that causes the propulsion of a vehicle in which that driving force or tractive force is obtained from various devices such as electric motors, steam engine drives, diesel engine dives, etc. is known as traction system. Types of Traction Traction system may be broadly classified into two types. They are electric traction systems, which use electrical energy, and non-electric traction system, which does not use electrical energy for the propulsion of vehicle. Braking The process of bringing the motor to rest within the pre-determined time is known as braking. Electric Braking The kinetic energy of the rotating parts of the motor is converted into electrical energy which in turn is dissipated as heat energy in a resistance or in sometimes, electrical energy is returned to the supply. Here, no energy is dissipated in brake shoes. Mechanical Braking The kinetic energy of the rotating parts is dissipated in the form of heat by the brake shoes of the brake lining that rubs on a wheel ofvehicle or brake drum. Drive Drive is a system used to create the movement of electric train. CONCEPTS The system that causes the propulsion of a vehicle in which that driving force or tractive force is obtained from various devices such as electric motors, steam engine drives, diesel engine dives, etc. is known as traction system. Traction system may be broadly classified into two types. -

Emilio Rodrãguez Nr3.Ps
ISSN: 1402-1757 ISBN 978-91-7583-XXX-X Se i listan och fyll i siffror där kryssen är LICENTIATE T H E SIS Department of Civil, Environmental and Natural Resources Engineering Division of Operation, Maintenance and Acoustics Robustness Circuits’ Track Emilio Rodríguez Martínez ISSN 1402-1757 Track Circuits’ Robustness ISBN 978-91-7583-045-2 (print) ISBN 978-91-7583-046-9 (pdf) Modeling, Measurement and Simulation Luleå University of Technology 2014 Modeling, Measurement and Simulation Modeling, Emilio Rodríguez Martínez TRACK CIRCUITS’ ROBUSTNESS Modelling, measurement and simulation Emilio Rodríguez Martínez Operation and Maintenance Engineering Luleå University of Technology Printed by Luleå University of Technology, Graphic Production 2014 ISSN 1402-1757 ISBN 978-91-7583-045-2 (print) ISBN 978-91-7583-046-9 (pdf) Luleå 2014 www.ltu.se ACKNOWLEDGEMENTS The research presented in this thesis has been carried out at the Operation and Maintenance division and funded by the European Community´s Framework Programme FP7/2007-2013 under grant agreement no. ”285259”, TREND project. I would like to thank them for providing the support to perform this licentiate, based on that research. The project was supervised by Prof. Diego Galar, Prof. Uday Kumar and Dr. Stefan Niska. They gave the support, guidance and valuable advice to help me to develop my ideas, allowing me to complete this licentiate. I would like to express also my sincere gratitude to the partners in the consortium, which consists of CEIT, CAF I+D, CEDEX, IFSTTAR, York EMC Services and, in special, to Trafikverket. I worked together with Dr. Stefan Niska from Trafikverket and his cooperation, kind personality and help made this journey much easier, making me feel like one more of their team members. -

Tng 83 Spring 1979
NARROW GAUGE RAILWAY SOCIETY Serving the narrow gauge world since 1951 SECRETARY MEMBERSHIP SECRETARY R. Pearman, 34 Giffard Drive, Cove, Farnborough, Hants. TREASURER J. H. Steele, 32 Thistley Hough, Penkhull, Stoke-on-Trent, ST4 5HU. The Society was founded in 1951 to encourage interest in all forms of narrow gauge rail transport. Members interests cover every aspect of the construction, operation, history and modelling of narrow gauge railways throughout the world. Society members receive this magazine and Narrow Gauge News, a bi-monthly review of current events on the narrow gauge scene. An extensive library, locomotive records, and modelling information service are available to members. Meetings and visits are arranged by local areas based in Leeds, Leicester, London, Malvern, Stoke-on-Trent and Warrington. Annual subscription £4.50 due 1st April. THE NARROW GAUGE ISSN 0142-5587 EDITOR M. Swift, 47 Birchington Avenue, Birchencliffe, Huddersfield, HD3 3RD. ASSISTANT EDITORS R.N. Redman, A. Neale. BACK NUMBER SALES G. Holt, 22 Exton Road, Leicester, LE5 4AF. Published quarterly by the Narrow Gauge Railway Society to record the history and development of narrow gauge rail transport. Our intention is to present a balanced, well illustrated publication, and the Editor welcomes original articles, photographs and drawings for consideration. Articles should preferably be written or typed with double spacing on one side of the paper only. The Editor appreciates a stamped addressed envelope if a reply is required. A range of back numbers, and binders for eight issues are available from the address above. Copyright of all material in this magazine remains vested in the authors and publisher. -

Lagazine of the PACIFIC ELECTRIC RAILWAY
lagazine of the PACIFIC ELECTRIC RAILWAY Registered at the G.P.O., Sydney, for APRIL 1966 transmission by post as a periodical. TWENTY FIVE CENTS 2 TROLLEY WIRE APRIL 1966 COMING TO MELBOURNE? We invite you to join us on the Labour Day long weekend for a fascinating tour of railways and tramways in Victoria. The following is a brief outline of our timetable. SATURDAY 1st OCTOBER: Arrive Melbourne 9.00 a.m. on "Southern Aurora"; morning tram tour; special two-car swing door electric train to Belgrave; re turn trip to Emerald on "Puffing Billy"; then back to Melbourne for an evening tram tour. SUNDAY 2nd OCTOBER: By vintage steam train to Ballarat,hauled by one of the now-rare "R" class engines; all-lines tour of Ballarat; then return to Melbourne with steam. MONDAY 3rd OCTOBER: Special diesel electric rail motor to Bendigo; all-lines tour of Bendigo feat uring Birney cars; return to Melbourne in time for 8.00 p.m. departure on "Southern Aurora". This schedule has something for everyone, with a full coverage of the Ballarat and Bendigo systems; a glimpse of the Melbourne tramways; Australia's most unique electric trains; and both narrow and broad gauge steam including the 70 mph Geelong speed way route. The fare is not yet determined but you can book without obligation by paying a deposit of $10.00. Please book early as it will be diffi cult to include latecomers in the party. Book Now! Send your deposit today to: Southern Division, S.P.E.R., Box 103, G.P.O., SYDNEY. -
LECTURE 19 Current Collection Systems
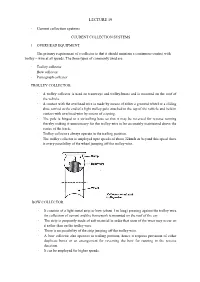
LECTURE 19 Current collection systems CUURENT COLLECTION SYSTEMS 1. OVERHEAD EQUIPMENT: The primary requirement of a collector is that it should maintain a continuous contact with trolley – wire at all speeds. The three types of commonly used are: Trolley collector Bow collector Pantograph collector TROLLEY COLLECTOR: A trolley collector is used on tramways and trolley-buses and is mounted on the roof of the vehicle. A contact with the overhead wire is made by means of either a grooved wheel or a sliding shoe carried at the end of a light trolley pole attached to the top of the vehicle and held in contact with overhead wire by means of a spring. The pole is hinged to a swivelling base so that it may be reversed for reverse running thereby making it unnecessary for the trolley wire to be accurately maintained above the centre of the track. Trolley collectors always operate in the trailing position. The trolley collector is employed upto speeds of about 32km/h as beyond this speed there is every possibility of the wheel jumping off the trolley wire. BOW COLLECTOR It consists of a light metal strip or bow (about 1 m long) pressing against the trolley wire for collection of current and the framework is mounted on the roof of the car. The strip is purposely made of soft material in order that most of the wear may occur on it rather than on the trolley wire. There is no possibility of the strip jumping off the trolley wire. A bow collector also operates in trailing position; hence it requires provision of either duplicate bows or an arrangement for reversing the bow for running in the reverse direction. -

Study of Expenditure in Construction of Tram in Enclosed Area
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 05 Issue: 06 | June-2018 www.irjet.net p-ISSN: 2395-0072 STUDY OF EXPENDITURE IN CONSTRUCTION OF TRAM IN ENCLOSED AREA Gagandeep1, Jagdeep Singh Gahir2, Puneet Sharma3 1,2,3Asst. Prof. Department of Civil Engineering, Chandigarh University ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - A tram (also known as tram car), is a rail vehicle Armenia, Australia, Brazil, China, Colombia, Denmark, which runs on tracks along public urban streets street Finland, France, India, Indonesia, Iran, Iraq, Israel, Italy, running, and also sometimes on a segregated right of way. Japan, Korea South, Morocco, Netherlands, New Zealand, The lines or networks operated by tramcars are called Norway, Panama, Romania, Russian Federation, Saudi tramways. Tramways powered by electricity, the most Arabia, South Africa, Spain, Switzerland, Taiwan, Turkey, common type historically, were once called electric street United Arab Emirates, United Kingdom, United States, Viet railways. However, trams were widely used in urban areas Nam. International experience of 436 LRT(Tramways) before the universal adoption of electrification. systems worldwide confirms that LRT is the most successful medium capacity mode, with over 100 years of development Tram lines may also run between cities and towns, Very behind it, yet incorporating the latest technology for the occasionally, trams also carry freight. Tram vehicles are future. usually lighter and shorter than conventional trains and rapid transit trains, but the size of trams (particularly light In India Tram is currently operating in Kolkata and also in rail vehicles) is rapidly increasing. Some trams may also run few more cities around the World. -

Tradition Meets Modernity
THE INTERNATIONAL LIGHT RAIL MAGAZINE www.lrta.org www.tautonline.com JUNE 2015 NO. 930 HONG KONG: TRADITION MEETS MODERNITY Debunking the myths around stray current Dallas opens wire-free streetcar line Toshiba’s battery tram technology Tube expands new revenue streams ISSN 1460-8324 £4.25 Boston SMILE! 06 How snow brought UITP on reasserting a city to a standstill rail’s role in the city 9 771460 832043 LAST CHANCE TO BOOK 2015 INTEGRATION AND GLOBALISATION Nottingham Conference Centre, UK: June 17-18 2015 The tenth edition of the UK Light Rail Conference returns to Nottingham and promises to be the biggest and best yet. From planning and finance debates through to presentations on light rail construction, regulation and operation, the Conference brings you together with key industry players, whether attending as a delegate or exhibitor. Nowhere else can you join 300 light rail decision-makers to debate the burning issues of the day. • Unrivalled networking opportunities • Over 70 leading speakers and panelists • Biggest ever exhibition area • Technical tour of Nottingham Express Transit • Networking dinner hosted by international transport operator Keolis Download the schedule at www.mainspring.co.uk/events SUPPORTED BY CONTENTS The official journal of the Light Rail Transit Association JUNE 2015 Vol. 78 No. 930 www.tramnews.net EDITORIAL EDITOR Simon Johnston Tel: +44 (0)1733 367601 E-mail: [email protected] 13 Orton Enterprise Centre, Bakewell Road, Peterborough PE2 6XU, UK ASSOCIATE EDITOR 220 Tony Streeter E-mail: [email protected] WORLDWIDE EDITOR Michael Taplin Flat 1, 10 Hope Road, Shanklin, Isle of Wight PO37 6EA, UK. -

Numerical Study on Multi-Pantograph Railway Operation at High Speed
Numerical study on multi-pantograph railway operation at high speed Zhendong Liu Licentiate Thesis in Vehicle and Maritime Engineering KTH Royal Institute of Technology TRITA-AVE 2015:64 School of Engineering Sciences ISSN 1651-7660 Dep. of Aeronautical and Vehicle Engineering ISBN 978-91-7595-683-1 Teknikringen 8, SE-100 44 Stockholm, SWEDEN 2015 Academic thesis with permission by KTH Royal Institute of Technology, Stockholm, to be submitted for public examination for the degree of Licentiate in Vehicle and Maritime Engineering, Wednesday the 14th of October, 2015 at 13:00 in room Vehicle Engineering Lab, Teknikringen 8, KTH Royal Institute of Technology, Stockholm, Sweden. TRITA-AVE 2015:64 ISSN 1651-7660 ISBN 978-91-7595-683-1 Zhendong Liu, August 2015 ii Preface The work presented in this thesis was carried out between September 2013 and August 2015 at the Department of Aeronautical and Vehicle Engineering at KTH Royal Institute of Technology in Stockholm, Sweden. It was supported by Royal Institute of Technology (KTH), Swedish Transport Administration (Trafikverket), Bombardier Transportation, Schunk group and mainly funded by China Scholarship Council (CSC). I would like to thank my main supervisor Prof. Sebastian Stichel in particular for giving me the opportunity to work as a PhD student and guiding me exploring the unknown world. I would like to give special thanks to my co-supervisors, Per-Anders Jönsson and Anders Rønnquist, for sharing their knowledge with me and helping me solve every problem I met during my work. I am grateful for the support from all my colleges in our unit: Mats, Carlos, Evert, Roger, Matin, Alireza, Saeed, Tomas as well as all the former colleges in KTH Rail Vehicle unit. -

7. Electric Traction
7. Electric Traction 7.1 Basic definition (a) Traction System • Propulsion of vehicle is called the traction. (b) Electric Traction System • The system of traction involving the use of electricity is called the electric traction system. 7.2 Ideal traction system • High starting tractive effort in order to have rapid acceleration. • Self contained and compact locomotive (train unit) so that it may be able to run on any rout. • Equipment capable of withstanding large temporary overloads. • Minimum wear on the track. • Braking should be such that minimum wear is caused on the brake shoes, and if possible the energy should be regenerated and returned to the supply. • Equipment required should be minimum, high efficiency, low initial and maintenance cost. • No interference to the communication line running along the track. • Easy speed control. • It should be pollution free. 7.3 Different system of traction (a) Non-electric Traction System • Direct Steam Engine Drive • Direct Internal Combustion Engine Drive (b) Electric Traction System • Steam Electric Drive • Internal Combustion Engine Electric Drive • Battery Electric Drive • Electric Traction Drive 7.4 Direct steam engine drive (a) Advantages • The reciprocating steam engine is invariably used for getting the necessary motive energy because of its inherent simplicity, operational dependability, simplified maintenance, the simple connections between the cylinders and the driving wheels and easy speed control. • The locomotive and train unit is self contained; therefore, it is not tied to a route. • No interference to the communication line. • The capacity is very high in comparison to direct internal combustion engine drive and battery electric drive. • Initial investment required is low in comparison to that of electric drive. -

Railway Electrification Systems & Engineering
First Edition, 2012 ISBN 978-81-323-4395-0 © All rights reserved. Published by: White Word Publications 4735/22 Prakashdeep Bldg, Ansari Road, Darya Ganj, Delhi - 110002 Email: [email protected] Table of Contents Chapter 1 - Railway Electrification System Chapter 2 - Traction Power Network Chapter 3 - Railway Electric Traction Chapter 4 - Electric Locomotive Chapter 5 - Pantograph (Rail) Chapter 6 - Electric Multiple Unit Chapter 7 - Trolley Pole Chapter 8 - Third Rail Chapter 9 - Overhead Lines Chapter 10 - Ground-Level Power Supply Chapter 1 Railway Electrification System Electric locomotives under the wires in Sweden Overhead wire and catenary in Bridgeport, Connecticut, United States A railway electrification system supplies electrical energy to railway locomotives and multiple units so that they can operate without having an on-board prime mover. There are several different electrification systems in use throughout the world. Railway electrification has many advantages but requires significant capital expenditure for installation. Characteristics of electric traction The main advantage of electric traction is a higher power-to-weight ratio than forms of traction such as diesel or steam that generate power on board. Electricity enables faster acceleration and higher tractive effort on steep gradients. On locomotives equipped with regenerative brakes, descending gradients require very little use of air brakes as the locomotive's traction motors become generators sending current back into the supply system and/or on-board resistors, which convert the excess energy to heat. Other advantages include the lack of exhaust fumes at point of use, less noise and lower maintenance requirements of the traction units. Given sufficient traffic density, electric trains produce fewer carbon emissions than diesel trains, especially in countries where electricity comes primarily from non-fossil sources. -
Draw Sketch of Current Collecting Equipments Theory
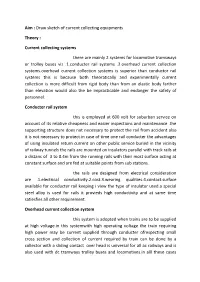
Aim : Draw sketch of current collecting equipments Theory : Current collecting systems there are mainly 2 systems for locomotive tramsways or trolley buses viz .1.conducter rail systems .2.overhead current collection systems.overhead current collection systems is superior than conductor rail systems this is because both theoratically and experimentally current collection is more difficult from rigid body than from an elastic body farther than elevation would also the be impracticable and endanger the safety of personnel. Conducter rail system this is employed at 600 volt for suburban service on account of its relative cheapness and easier inspections and maintenance .the supporting structure does not necessary to protect the rail from accident also it is not necessary to protect.in case of time one rail conducter the advantages of using insulated return current on other public service buried in the vicinity of railway tunnels the rails are mounted on insulators parallel with track rails at a distanc of 3 to 0.4m from the running rails with their most surface acting at constant surface and are fed at suitable points from sub stations. the rails are designed from electrical consideration are .1.electrical conductivity.2.cost.3.wearing qualities.4.contact.surface available for conducter rail keeping i view the type of insulator used.a special steel alloy is used for rails it provieds high conductivity and at same time satiesfies all other requirement. Overhead current collection system this system is adopted when trains are to be supplied -

Spoorweg- Woordenboek Nederlands-Engels
Spoorweg- woordenboek Nederlands-Engels 2e druk Peter Gutter 1e druk, mei 2012 2e uitgebreide en herziene druk, augustus 2016 CIP-GEGEVENS ISBN 978-90-818932-3-7 NUR 626 Uitgegeven via de website www.nvbs.com van de Postbus 1384, 3800 BJ Amersfoort © Peter Gutter 2016 Deze uitgave is met de meeste zorg tot stand gekomen. Indien deze toch onjuistheden blijkt te bevatten, kunnen uitgever en auteur daarvoor geen aansprakelijkheid aanvaar- den. Aan deze uitgave kunnen geen rechten worden ontleend. Overname van gegevens uit deze uitgave is toegestaan mits de bron wordt vermeld. INHOUDSOPGAVE / CONTENTS Inleiding.........................................................................................................p. 4 Tekens en afkortingen...................................................................................p. 5 NATO spelalfabet..........................................................................................p. 5 Conversietabel.............................................................................................. p. 6 Tijd................................................................................................................ p. 7 Nederlands-Engels Spoorwegwoordenboek.................................................p. 9 Literatuur....................................................................................................... p. 264 INLEIDING / INTRODUCTION Dit woordenboek laat zien wat er kan gebeuren als een leraar Engels later trein- dienstleider wordt. Spoorwegvaktaal is al een wereld op zich,