DO NOT CIRCULATE Iiele=
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Precision Cleaning Applications
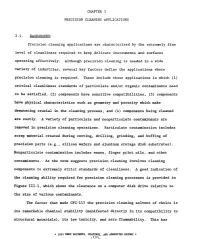
CHAPTER 3 PRECISION CLEANING APPLICATIONS 3.1. BACKGROUND Precision cleaning applications are characterised by the extremely fine level of cleanliness required to keep delicate instruments and surfaces operating effectively. Although precision cleaning is needed in a wide variety of industries, several key factors define the applications where precision cleaning is required. These include those applications in which (1) critical cleanliness standards of particulate and/or organic contaminants need to be satisfied, (2) components have sensitive compatibilities, (3) components I $ have physical characteristics such as geometry and porosity which make dewatering crucial in the cleaning process, and (4) components being cleaned are costly. A variety of particulate and nonparticulate contaminants are removed in precision cleaning operations. Particulate contamination includes scrap material created during cutting, drilling, grinding, and buffing of precision parts (e.g., silicon wafers and aluminum storage disk substrates). Nonparticulate contamination includes waxes, finger print oils, and other contaminants. As the term suggests precision cleaning involves cleaning components to extremely strict standards of cleanliness. A good indication of the cleaning ability required for precision cleaning processes is provided in Figure 111-1, which shows the clearance on a computer disk drive relative to the size of various contaminants. The factor that made CFC-113 the precision cleaning solvent of choice is its remarkable chemical stability (manifested directly in its compatibility to structural materials), its low toxicity, and zero flammability. This has * 1991 UNEP SOLVENTS. COATINGS, AND ADHESIVES REPORT * -1 31- Figure III-I SIZE COMPARISON OF COMPUTER DISK DRIVE HEAD CLEARANCE WITH VARIOUS CONTAMINANTS ' !! allowed closed, superclean, white-room assembly areas to be operated safely and effectively. -

Cleaning with Supercritical Carbon Dioxide
Cleaning with Supercritical Carbon Dioxide Ken Laintz and Dale Spall Los Alamos NATIONAL LABORATORY Chemical Science and Technology Organic Analytical Chemistry CST-12, MS E537 Los Alamos, New Mexico 87545 (505) 665-3545, FAX (505) 667-6561 Outline Supercritical Fluids Cleaning Operations using Supercritial Fluid Solvents Experimental Cleaning Results Other Cleaning Applications Significant Properties of Supercritical Fluids 0 High diffusivity results in high mass transfer 0 Low viscosity and surface tension results in small pore penetration 0 High density results in solvent properties similar to liquids 0 Density is a selective function of temperature and pressure Solute Extraction and Removal Kinetics Extraction Time Operational Economics of Cleaning Prospects Direct Labor Indirect Labor Factory Costs Labor Expenses Benefits Factory Overhead Depreciation Cycle Time Costs Maintenance New Technology Changeover Costs Facility Space Costs Consumables Consumables Disposal Costs Liability Costs Utilities Energy and Utilities Aqueous Supercritical CO2 Taxes and Fees Administration Semi-aqueous Finance Capital Costs Finance Charges Quality Cost of Quality JAAST Joint Association for the Advancement of Supercritical Fluid Technology Mission: To develop and disseminate SCF cleaning applications in support of environmentally conscious manufacturing to meet the needs of the government and industry Members Hughes Aerospace Applied Separations DOE U. Mass. Lowell Allied Signal Autoclave Engineers EPA U. South Carolina Ciba Vision CF Technologies SNL -

Environmental Quality: in Situ Air Sparging
EM 200-1-19 31 December 2013 Environmental Quality IN-SITU AIR SPARGING ENGINEER MANUAL AVAILABILITY Electronic copies of this and other U.S. Army Corps of Engineers (USACE) publications are available on the Internet at http://www.publications.usace.army.mil/ This site is the only repository for all official USACE regulations, circulars, manuals, and other documents originating from HQUSACE. Publications are provided in portable document format (PDF). This document is intended solely as guidance. The statutory provisions and promulgated regulations described in this document contain legally binding requirements. This document is not a legally enforceable regulation itself, nor does it alter or substitute for those legal provisions and regulations it describes. Thus, it does not impose any legally binding requirements. This guidance does not confer legal rights or impose legal obligations upon any member of the public. While every effort has been made to ensure the accuracy of the discussion in this document, the obligations of the regulated community are determined by statutes, regulations, or other legally binding requirements. In the event of a conflict between the discussion in this document and any applicable statute or regulation, this document would not be controlling. This document may not apply to a particular situation based upon site- specific circumstances. USACE retains the discretion to adopt approaches on a case-by-case basis that differ from those described in this guidance where appropriate and legally consistent. This document may be revised periodically without public notice. DEPARTMENT OF THE ARMY EM 200-1-19 U.S. Army Corps of Engineers CEMP-CE Washington, D.C. -

TR-499: Indium Phosphide (CASRN 22398-80-7) in F344/N Rats And
NTP TECHNICAL REPORT ON THE TOXICOLOGY AND CARCINOGENESIS STUDIES OF INDIUM PHOSPHIDE (CAS NO. 22398-80-7) IN F344/N RATS AND B6C3F1 MICE (INHALATION STUDIES) NATIONAL TOXICOLOGY PROGRAM P.O. Box 12233 Research Triangle Park, NC 27709 July 2001 NTP TR 499 NIH Publication No. 01-4433 U.S. DEPARTMENT OF HEALTH AND HUMAN SERVICES Public Health Service National Institutes of Health FOREWORD The National Toxicology Program (NTP) is made up of four charter agencies of the U.S. Department of Health and Human Services (DHHS): the National Cancer Institute (NCI), National Institutes of Health; the National Institute of Environmental Health Sciences (NIEHS), National Institutes of Health; the National Center for Toxicological Research (NCTR), Food and Drug Administration; and the National Institute for Occupational Safety and Health (NIOSH), Centers for Disease Control and Prevention. In July 1981, the Carcinogenesis Bioassay Testing Program, NCI, was transferred to the NIEHS. The NTP coordinates the relevant programs, staff, and resources from these Public Health Service agencies relating to basic and applied research and to biological assay development and validation. The NTP develops, evaluates, and disseminates scientific information about potentially toxic and hazardous chemicals. This knowledge is used for protecting the health of the American people and for the primary prevention of disease. The studies described in this Technical Report were performed under the direction of the NIEHS and were conducted in compliance with NTP laboratory health and safety requirements and must meet or exceed all applicable federal, state, and local health and safety regulations. Animal care and use were in accordance with the Public Health Service Policy on Humane Care and Use of Animals. -

Transition Metal Phosphides for the Catalytic Hydrodeoxygenation of Waste Oils Into Green Diesel
catalysts Review Transition Metal Phosphides for the Catalytic Hydrodeoxygenation of Waste Oils into Green Diesel M. Consuelo Alvarez-Galvan * , Jose M. Campos-Martin * and Jose L. G. Fierro * Energy and Sustainable Chemistry Group (EQS), Instituto de Catálisis y Petroleoquímica, CSIC, c/Marie Curie, 2 Cantoblanco, 28049 Madrid, Spain * Correspondence: [email protected] (M.C.A.-G.); [email protected] (J.M.C.-M.); jlgfi[email protected] (J.L.G.F.) Received: 28 February 2019; Accepted: 15 March 2019; Published: 22 March 2019 Abstract: Recently, catalysts based on transition metal phosphides (TMPs) have attracted increasing interest for their use in hydrodeoxygenation (HDO) processes destined to synthesize biofuels (green or renewable diesel) from waste vegetable oils and fats (known as hydrotreated vegetable oils (HVO)), or from bio-oils. This fossil-free diesel product is produced completely from renewable raw materials with exceptional quality. These efficient HDO catalysts present electronic properties similar to noble metals, are cost-efficient, and are more stable and resistant to the presence of water than other classical catalytic formulations used for hydrotreatment reactions based on transition metal sulfides, but they do not require the continuous supply of a sulfide source. TMPs develop a bifunctional character (metallic and acidic) and present tunable catalytic properties related to the metal type, phosphorous-metal ratio, support nature, texture properties, and so on. Here, the recent progress in TMP-based catalysts for HDO of waste oils is reviewed. First, the use of TMPs in catalysis is addressed; then, the general aspects of green diesel (from bio-oils or from waste vegetable oils and fats) production by HDO of nonedible oil compounds are presented; and, finally, we attempt to describe the main advances in the development of catalysts based on TMPs for HDO, with an emphasis on the influence of the nature of active phases and effects of phosphorous, promoters, and preparation methods on reactivity. -

Producing Nitrogen Via Pressure Swing Adsorption
Reactions and Separations Producing Nitrogen via Pressure Swing Adsorption Svetlana Ivanova Pressure swing adsorption (PSA) can be a Robert Lewis Air Products cost-effective method of onsite nitrogen generation for a wide range of purity and flow requirements. itrogen gas is a staple of the chemical industry. effective, and convenient for chemical processors. Multiple Because it is an inert gas, nitrogen is suitable for a nitrogen technologies and supply modes now exist to meet a Nwide range of applications covering various aspects range of specifications, including purity, usage pattern, por- of chemical manufacturing, processing, handling, and tability, footprint, and power consumption. Choosing among shipping. Due to its low reactivity, nitrogen is an excellent supply options can be a challenge. Onsite nitrogen genera- blanketing and purging gas that can be used to protect valu- tors, such as pressure swing adsorption (PSA) or membrane able products from harmful contaminants. It also enables the systems, can be more cost-effective than traditional cryo- safe storage and use of flammable compounds, and can help genic distillation or stored liquid nitrogen, particularly if an prevent combustible dust explosions. Nitrogen gas can be extremely high purity (e.g., 99.9999%) is not required. used to remove contaminants from process streams through methods such as stripping and sparging. Generating nitrogen gas Because of the widespread and growing use of nitrogen Industrial nitrogen gas can be produced by either in the chemical process industries (CPI), industrial gas com- cryogenic fractional distillation of liquefied air, or separa- panies have been continually improving methods of nitrogen tion of gaseous air using adsorption or permeation. -
Development and Design of a High Pressure Carbon Dioxide System for the Separation of Hazardous Contaminants from Non-Hazardous Debris*
DEVELOPMENT AND DESIGN OF A HIGH PRESSURE CARBON DIOXIDE SYSTEM FOR THE SEPARATION OF HAZARDOUS CONTAMINANTS FROM NON-HAZARDOUS DEBRIS* Carol L. J. Adkins and Edward M. Russick <~~ 'f\ «//) - cj^'- - / ^ 61 Sandia National Laboratories, Albuquerque, NM -^ " H. Mike Smith and Ron B. Olson AlliedSignal Inc., Kansas City Division, Kansas City, MO ABSTRACT Under the Department of Energy (DOE)AJnited States Air Force (USAF) Memorandum of Understanding, a system is being designed that will use high pressure carbon dioxide for the separation of oils, greases, and solvents from non-hazardous solid waste. The contaminants are dissolved into the high pressure carbon dioxide and precipitated out upon depressurization. The carbon dioxide solvent can then be recycled for continued use. Excellent extraction capability for common manufacturing oils, greases, and solvents has been measured. It has been observed that extraction performance follows the dilution model if a constant flow system is used. The solvents tested are extremely soluble and have been extracted to 100% under both liquid and mild supercritical carbon dioxide conditions. These data are being used to design a 200 liter extraction system. KEY WORDS: Supercritical, Carbon dioxide, Cleaning 1. INTRODUCTION Large quantities of solid wastes such as rags, kimwipes, swabs, coveralls, gloves, etc., contaminated with oils, greases and hazardous solvents are generated by industry and the government. At present, these materials must be treated as hazardous waste, and the cost of disposal of such large volumes of hazardous materials is high. If the hazardous components (oils, greases and solvents) could be segregated from the much larger bulk of non-hazardous material, then these solid materials could potentially be handled as sanitary waste at significant cost savings. -

1. Trioxygen Difluoride Reacts with Fluorine to Form A. Dioxygen Trifluoride B
1. Trioxygen difluoride reacts with fluorine to form a. Dioxygen trifluoride b. Dioxygen difluoride c. Oxygen difluoride d. Oxygen & fluorine 2. I2O4 and I2O9 are salt like and a. Are considered as iodine salt b. Are used in table salt c. Are called as iodine – iodates d. None of them 3. Reaction of HClO4 with P2O5 produces a. Chlorine heptaoxide b. Chlorine dioxide c. Dichlorine monoxide d. Chlorine hexaoxide 4. Reaction of bromine vapours with mercuric oxide yields a. Bromine dioxide b. Bromine trioxide c. Bromine monoxide d. All of them 5. Iodine pentaoxide acts as a. An oxidizing agent b. Reducing agent c. Bleaching agent d. Dehydrating agent 6. HClO2 is called a. Hypochlorous acid b. Chlorous acid c. Perchloric acid d. None of them 7. Which compound is used for the quantitative analysis of CO? a. O3F2 b. ClO2 c. Br2O d. I2O5 8. Bleaching powder can be manufactured by a. Hasenclever’s method b. Beckmann’s method c. Both a & b d. None of them 9. Bleaching powder oxidizes NH3 & yields a. Chlorine gas b. Nitrogen gas c. NH4Cl d. None of them 10. Freon is the commercial name of a. fluorochlorcarbons b. Tetrafluoroethylene c. Fluoroethylene d. None of them 11. Halothane is used as a. Disinfectant b. Anaesthetic c. Fungicicle d. Insecticide 12. Which one of the following halides has the highest lattlice energies? a. Iodides b. Chlorides c. Fluorides d. None of them 13. Which one of the following Halogens has the highest oxidizing power? a. F b. Cl c. I d. Br 14. Which one of the following Halogens can oxidize all other halide ions to molecular Halogen? a. -

Chemical Chemical Hazard and Compatibility Information
Chemical Chemical Hazard and Compatibility Information Acetic Acid HAZARDS & STORAGE: Corrosive and combustible liquid. Serious health hazard. Reacts with oxidizing and alkali materials. Keep above freezing point (62 degrees F) to avoid rupture of carboys and glass containers.. INCOMPATIBILITIES: 2-amino-ethanol, Acetaldehyde, Acetic anhydride, Acids, Alcohol, Amines, 2-Amino-ethanol, Ammonia, Ammonium nitrate, 5-Azidotetrazole, Bases, Bromine pentafluoride, Caustics (strong), Chlorosulfonic acid, Chromic Acid, Chromium trioxide, Chlorine trifluoride, Ethylene imine, Ethylene glycol, Ethylene diamine, Hydrogen cyanide, Hydrogen peroxide, Hydrogen sulfide, Hydroxyl compounds, Ketones, Nitric Acid, Oleum, Oxidizers (strong), P(OCN)3, Perchloric acid, Permanganates, Peroxides, Phenols, Phosphorus isocyanate, Phosphorus trichloride, Potassium hydroxide, Potassium permanganate, Potassium-tert-butoxide, Sodium hydroxide, Sodium peroxide, Sulfuric acid, n-Xylene. Acetone HAZARDS & STORAGE: Store in a cool, dry, well ventilated place. INCOMPATIBILITIES: Acids, Bromine trifluoride, Bromine, Bromoform, Carbon, Chloroform, Chromium oxide, Chromium trioxide, Chromyl chloride, Dioxygen difluoride, Fluorine oxide, Hydrogen peroxide, 2-Methyl-1,2-butadiene, NaOBr, Nitric acid, Nitrosyl chloride, Nitrosyl perchlorate, Nitryl perchlorate, NOCl, Oxidizing materials, Permonosulfuric acid, Peroxomonosulfuric acid, Potassium-tert-butoxide, Sulfur dichloride, Sulfuric acid, thio-Diglycol, Thiotrithiazyl perchlorate, Trichloromelamine, 2,4,6-Trichloro-1,3,5-triazine -

Binary and Ternary Transition-Metal Phosphides As Hydrodenitrogenation Catalysts
Research Collection Doctoral Thesis Binary and ternary transition-metal phosphides as hydrodenitrogenation catalysts Author(s): Stinner, Christoph Publication Date: 2001 Permanent Link: https://doi.org/10.3929/ethz-a-004378279 Rights / License: In Copyright - Non-Commercial Use Permitted This page was generated automatically upon download from the ETH Zurich Research Collection. For more information please consult the Terms of use. ETH Library Diss. ETH No. 14422 Binary and Ternary Transition-Metal Phosphides as Hydrodenitrogenation Catalysts A dissertation submitted to the Swiss Federal Institute of Technology Zurich for the degree of Doctor of Natural Sciences Presented by Christoph Stinner Dipl.-Chem. University of Bonn born February 27, 1969 in Troisdorf (NRW), Germany Accepted on the recommendation of Prof. Dr. Roel Prins, examiner Prof. Dr. Reinhard Nesper, co-examiner Dr. Thomas Weber, co-examiner Zurich 2001 I Contents Zusammenfassung V Abstract IX 1 Introduction 1 1.1 Motivation 1 1.2 Phosphides 4 1.2.1 General 4 1.2.2 Classification 4 1.2.3 Preparation 5 1.2.4 Properties 12 1.2.5 Applications and Uses 13 1.3 Scope of the Thesis 14 1.4 References 16 2 Characterization Methods 1 2.1 FT Raman Spectroscopy 21 2.2 Thermogravimetric Analysis 24 2.3 Temperature-Programmed Reduction 25 2.4 X-Ray Powder Diffractometry 26 2.5 Nitrogen Adsorption 28 2.6 Solid State Nuclear Magnetic Resonance Spectroscopy 28 2.7 Catalytic Test 33 2.8 References 36 3 Formation, Structure, and HDN Activity of Unsupported Molybdenum Phosphide 37 3.1 Introduction -

Chemical Vapor Deposition of Heteroepitaxial Boron Phosphide Thin Films
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Doctoral Dissertations Graduate School 12-2013 Chemical Vapor Deposition of Heteroepitaxial Boron Phosphide Thin Films John Daniel Brasfield University of Tennessee - Knoxville, [email protected] Follow this and additional works at: https://trace.tennessee.edu/utk_graddiss Part of the Semiconductor and Optical Materials Commons Recommended Citation Brasfield, John Daniel, "Chemical aporV Deposition of Heteroepitaxial Boron Phosphide Thin Films. " PhD diss., University of Tennessee, 2013. https://trace.tennessee.edu/utk_graddiss/2558 This Dissertation is brought to you for free and open access by the Graduate School at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Doctoral Dissertations by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. To the Graduate Council: I am submitting herewith a dissertation written by John Daniel Brasfield entitled "Chemical Vapor Deposition of Heteroepitaxial Boron Phosphide Thin Films." I have examined the final electronic copy of this dissertation for form and content and recommend that it be accepted in partial fulfillment of the equirr ements for the degree of Doctor of Philosophy, with a major in Chemistry. Charles S. Feigerle, Major Professor We have read this dissertation and recommend its acceptance: Laurence Miller, Frank Vogt, Ziling Xue Accepted for the Council: Carolyn R. Hodges Vice Provost and Dean of the Graduate School (Original signatures are on file with official studentecor r ds.) Chemical Vapor Deposition of Heteroepitaxial Boron Phosphide Thin Films A Dissertation Presented for the Doctor of Philosophy Degree The University of Tennessee, Knoxville John Daniel Brasfield December 2013 Copyright © 2013 by John Daniel Brasfield All rights reserved. -

H2O2 and NH 2 OH
Int. J. Mol. Sci. 2006 , 7, 289-319 International Journal of Molecular Sciences ISSN 1422-0067 © 2006 by MDPI www.mdpi.org/ijms/ A Quest for the Origin of Barrier to the Internal Rotation of Hydrogen Peroxide (H 2O2) and Fluorine Peroxide (F 2O2) Dulal C. Ghosh Department of Chemistry, University of Kalyani, Kalyani-741235, India Email: [email protected], Fax: +91-33 25828282 Received: 2 July 2006 / Accepted: 24 July 2006 / Published: 25 August 2006 Abstract: In order to understand the structure-property relationship, SPR, an energy- partitioning quest for the origin of the barrier to the internal rotation of two iso-structural molecules, hydrogen peroxide, H 2O2, and fluorine peroxide, F 2O2 is performed. The hydrogen peroxide is an important bio-oxidative compound generated in the body cells to fight infections and is an essential ingredient of our immune system. The fluorine peroxide is its analogue. We have tried to discern the interactions and energetic effects that entail the nonplanar skew conformation as the equilibrium shape of the molecules. The physical process of the dynamics of internal rotation initiates the isomerization reaction and generates infinite number of conformations. The decomposed energy components faithfully display the physical process of skewing and eclipsing as a function of torsional angles and hence are good descriptors of the process of isomerization reaction of hydrogen peroxide (H 2O2) and dioxygen difluoride (F 2O2) associated with the dynamics of internal rotation. It is observed that the one-center, two-center bonded and nonbonded interaction terms are sharply divided in two groups. One group of interactions hinders the skewing and favours planar cis/trans forms while the other group favours skewing and prefers the gauche conformation of the molecule.