Characterization of Two Iron Bullets from the Royal Ammunition Factory of Eugi (Spain)
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Naval Documents of the American Revolution, Volume 6, Part 3
Naval Documents of The American Revolution Volume 6 AMERICAN THEATRE: Aug. 1, 1776–Oct. 31, 1776 EUROPEAN THEATRE: May 26, 1776–Oct. 5, 1776 Part 3 of 8 United States Government Printing Office Washington, 1972 Electronically published by American Naval Records Society Bolton Landing, New York 2012 AS A WORK OF THE UNITED STATES FEDERAL GOVERNMENT THIS PUBLICATION IS IN THE PUBLIC DOMAIN. EUROPEAN THEATRE From May 26, 1776, to October 5, 1776 EUROPEAN THEATRE From May 26, 1776, to October 5,1776 SUMMARY Ports in England and France hummed with the activity of accelerated naval preparations. On both sides of the Channel, diplomats and informers kept their courts fully advised. Essentially the same question was being asked in London, Paris, and Madrid-"Was the purpose of this augmented naval armament offensive or defensive?" France and Spain reasoned that the build-up of British naval strength was in excess of that required to crush the rebellious Americans, and that it could be used to descend on their West Indian possessions. Britain's concern centered on the knowledge that France saw in the American troubles a prime opportunity for revanche. The imminent prospect of war between Spain and Portugal did nothing to dispel the tension. Silas Deane, Continental agent in Paris, after officially making his mis- sion known to Versailles, was closely working with Beaumarchais, Dubourg and others to muster a large shipment of arms, clothing, and essential sup- plies for Washington's army. In spite of his efforts at concealment, Deane's identity and reason for being in France were no secret to Lord Stormont, British ambassador. -
The Last Smoothbores; the Development of John A. Dahlgren's
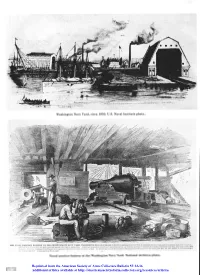
Washington Navy Yard, circa 1850. U.S. Naval Institute photo. TEE NAVAL PRACTICE BATTGRP AT TEE DRITED MATES NAVY YIIHD. WaSEIRf3'FON. 5. 0.--UIlil the smin there?.?.% rinpiu)-r%l Ilir Clr $1 War. it in ginmlral-lr Lt'i: nane Lovh r mnrr Cmlrpc~8 AT I'silht,u8; lrxi?sli!i 81 i) ~.nehcci:.~~I~~~b~lffff~~l~~ Lb* 0l1li. 14 ..-., ~8; r I ri rill $,.,I (liln, Li.r(lech olpuntm~t.P,~L,D~o$II+.~ ai~isi,,redur% tarla. Itl.~ruonlibs ~~~,ix,,,r~,,.,~~rIOraiir, nr,>ni.'r,,ril i,..:i.bL . .,, .. irl ..,I (i,,.iilrlliuircoa *r ~b*na- ,Iv,-. ~unboa~ airti, ilore urvn p Irii:uxu&ol lit. PNL~S(~C Is+~I SL ili~NYIY Yard st L-a&ustmn dluulai gudnerr ior tltk sermlr. d en1 our lupn tr Naval practice battery at the Washington Navy Yard. National Archives photo. Reprinted from the American Society of Arms Collectors Bulletin 57:12-36 Additional articles available at http://americansocietyofarmscollectors.org/resources/articles/ The Last Smoothbores The Development of John A. Dahlgren's Heavy Cast-Iron Ordnance For the United States Navy in an Era of Transition, 1848-1865 Robert J. Schneller, Jr. On his fortieth birthday, November 13, 1849, Lieu- tenant John Adolphus Bernard Dahlgren barely escaped death. He was working with a 32-pounder gun when, suddenly, it blew up. He wrote in his journal: I said, "Fire." An unusual explosion took place instantly. The battery was filled with smoke, and a great crash of timber was heard. Behind me I heard the ground ploughed up, and of the things that fell, something grazed my heels, which afterwards proved to be a part of the breeching, a piece weighing two thousand pounds. -
Army Ranger Handbook
SH 21-76 UNITED STATES ARMY RANGER HANDBOOK Not for the weak or fainthearted RANGER TRAINING BRIGADE UNITED STATES ARMY INFANTRY SCHOOL FORT BENNING, GEORGIA JULY 2006 RANGER CREED Recognizing that I volunteered as a Ranger, fully knowing the hazards of my chosen profession, I will always endeavor to uphold the prestige, honor, and high esprit de corps of the Rangers. Acknowledging the fact that a Ranger is a more elite Soldier who arrives at the cutting edge of battle by land, sea, or air, I accept the fact that as a Ranger my country expects me to move further, faster, and fight harder than any other soldier. Never shall I fail my comrades I will always keep myself mentally alert, physically strong, and morally straight and I will shoulder more than my share of the task whatever it may be, one hundred percent and then some. Gallantly will I show the world that I am a specially selected and well trained Soldier. My courtesy to superior officers, neatness of dress, and care of equipment shall set the example for others to follow. Energetically will I meet the enemies of my country. I shall defeat them on the field of battle for I am better trained and will fight with all my might. Surrender is not a Ranger word. I will never leave a fallen comrade to fall into the hands of the enemy and under no circumstances will I ever embarrass my country. Readily will I display the intestinal fortitude required to fight on to the Ranger objective and complete the mission, though I be the lone survivor. -

Gunflints & Significant Contexts Report Observatory Hill Sydney
Gunflints & Significant Contexts Report Observatory Hill Sydney Robyn Stocks August 2009 amended August 2010 CONTENTS 1.0 Introduction......................................................................................................... 1 2.0 Artefact Analysis .................................................................................................. 2 2.1 Overview of Methodology ......................................................................................... 2 2.2 Flintlock Weapons Historical Background ................................................................. 2 2.2.1 Historical Timeframe .......................................................................................... 2 2.2.2 Weapons ............................................................................................................. 2 2.2.3 Grapeshot ........................................................................................................... 5 2.2.4 Gunflints ............................................................................................................. 6 2.3 Gunflints from Contexts 7801 and 7804 ................................................................. 11 2.3.1 Gunflints and Strike-a-Lights ............................................................................ 11 2.3.2 Spalls ................................................................................................................. 11 2.3.3 Blades .............................................................................................................. -
The Terrible and the Brave Battles for New Orleans,1814-1815
Th e Terrible and the Brave: Th e Battles for New Orleans, 1814-1815 An Exhibition May 17, 2005-January 8, 2006 Th e Historic New Orleans Collection On behalf of The Historic New Orleans Collection and the board of the Kemper and Leila Williams Foundation, I am very pleased to present The Terrible and the Brave: The Battles for New Orleans, 1814–1815. A favorite subject for generations of historians, storytellers, and artists, the Battle of New Orleans was of particular interest to The Collection’s founder, General L. Kemper Williams, who began collecting battle memorabilia in the 1930s. After the general’s death in 1971, The Collection continued to build on its impressive holdings. Today, via our publications, exhibitions, and state-of-the-art research facilities, The Historic New Orleans Collection preserves and makes available to the public the world’s foremost assembly of original documents, artworks, rare books, and other artifacts relating to the Battle of New Orleans. I wish to extend our sincere gratitude to the peer institutions and private collectors that have generously loaned vintage weapons, uniforms, and equipment—never before publicly exhibited, in many cases. We hope that you will enjoy the experience and will come to share both our interest in this watershed event and our commitment to keeping its lessons alive for generations to come. Priscilla Lawrence Executive Director The Historic New Orleans Collection Overleaf: Battle of New Orleans by Dennis Malone Carter, 1856 (1960.22) Back cover: Replica of a ca. 1814 British Army lieutenant-general’s uniform and hat, courtesy of Timothy Pickles The Terrible and the Brave: The Battles for New Orleans, 1814-1815 The story of the Battle of New Orleans is one of those which, to all Americans, must present the mingled interest of the romantic, the chivalric, the terrible and the brave. -

Award Winning Magazine
The Magazine of friendsof the Royal The National Museum of the Naval Museum and Royal Navy (Portsmouth) HMS Victory HMS Victory and the Friends SCUTTLEBUTT AWARD WINNING MAGAZINE Another amazing Pre WW1 Anglo- Indonesian year for NMRN German naval race conflict 1963-66 [Edition No47, Autumn 2013] [by subscription or on sale £3.00] The Magazine of friendsof the Royal The National Museum of the Naval Museum and Royal Navy (Portsmouth) HMS Victory HMS Victory and the Friends ISSN 2052-5451 SCUTTLEBUTT [Edition No47, Autumn 2013] AWARD WINNING MAGAZINE [by subscription or on sale £3.00] postage additional cost CONTENTS Council of the Friends 4 Chairman’s Report (Peter Wykeham-Martin) 5 Second Sea Lord’s overview (Vice Admiral David Steel CBE Second Sea Lord) 6 UPDATES: News from the National Museum of the Royal Navy (Graham Dobbin) 8 Conserving HMS Victory (page 12) HMS Victory, Commanding Officer’s Report (Rod Strathern) 10 Progress with the Victory Preservation Project (Andrew Baines) 12 Steam Pinnace 199 - Progess Report (Martin Marks) 16 REGULAR FEATURES: Series on Museum Figureheads (David Pulvertaft) 20 The paintings of Frank Wood (Rick Cosby) 22 Naval Medals (James Kemp) 34 Naval Museum HMS Victory & Friends Events 68 SPECIAL FEATURES: The Anglo-German Naval Armament Race (Bernard Ireland) 24 Fisher Against the Rest (Richard Hill) 30 The Gun which won Trafalgar (John Roberts) 36 Paintings by Frank Wood (page 22) The Carronade (Ken Napier) 41 Opening Round The Escape of the GOEBEN (Nick Hewitt) 44 The Ship (Jetse Reijenga) 50 Continuing -

A Comparative Analysis of Iron Projectiles from Mid-18Th to Early 19Th Centuries European Warships
Available online at www.sciencedirect.com ScienceDirect Procedia Materials Science 8 ( 2015 ) 712 – 721 International Congress of Science and Technology of Metallurgy and Materials, SAM - CONAMET 2013 Naval Crossfire: a Comparative Analysis of Iron Projectiles from mid-18th to Early 19th Centuries European Warships Nicolás C. Ciarloa,b,c,*, Ariel N. Lópezc,d, Horacio M. De Rosac,d, Mercedes Pianettie aUnderwater Archaeology Program (Programa de Arqueología Subacuática), National Institute of Anthropology. 3 de febrero 1370/78, Buenos Aires, C1426BJN, Argentina. bNational Research Council (Consejo Nacional de Investigaciones Científicas y Técnicas). Av. Rivadavia 1917, Buenos Aires, C1033AAJ, Argentina. cArcheometallurgy Group (Grupo de Arqueometalurgia), Materials Laboratory, Department of Mechanical Engineering, School of Engineering, University of Buenos Aires. Paseo Colón 850, Buenos Aires, C1063ACV, Argentina. dInstitute of Engineering Sciences and Technologies (Instituto de Tecnologías y Ciencias de la Ingeniería) “Hilario Fernández Long”, School of Engineering, University of Buenos Aires. Paseo Colón 850, Buenos Aires, C1063ACV, Argentina. eScanning Electron Microscopy Laboratory, Department of Mechanics, National Institute of Industrial Technology (Instituto Nacional de Tecnología Industrial). Av. General Paz 5445, Buenos Aires, B1650KNA, Argentina. Abstract The ordnance of early Modern main maritime powers (i.e. Great Britain, France, and Spain) played an important role in conflicts for supremacy of the seas. Therefore, it was subjected to various innovation processes, in order to improve their efficiency. This study presents the characterization results of an array of iron projectiles recovered from the following sites: 1) the sloop-of-war HMS Swift (1763-1770), 2) the Spanish ship Triunfante (1756-1795), 3) the French ship Bucentaure (1804-1805), and 4) the site Deltebre I (1813). -

New Horizons Tutorials & History.Pdf
Modding Tutorials And History New Horizons is a community modding effort by the members of www.piratesahoy.net Compiled and edited by Thagarr Table of Contents Basic information about the code......................................................................................................................................5 Unsorted info......................................................................................................................................................................10 Ghost references.................................................................................................................................................................12 PMT Tutorial Adding Characters to POTC........................................................................................................................13 Testing………………………………………....………………………….………………………………………………19 Adding a Command to the Options Screen..….......………………………………………………………………….…..23 Creating New Items………………………………...……………………………………………………………….……24 Adding Ships………………………………………...…………………………………………………………….……..29 Sails Ropes and Flags………………………………...………………………………………………………….……….34 Adding Skins to Tailor………………………………...…………..……………………………………………..……….36 Create Fantom..………………………………………...………………………………………………………..………..41 Creating New Locations………………………………...…………………………………………………….………….42 Customizing the Main Character………………………...…………………………………...……………..……………45 PMT Tutorial – Item Locators……………………………...……………………………………………...……………..48 Location Cloning……………………………………………...………………………………………….………………53 -

The Story of the Mount Independence Cannon
Resume ofa Seventeenth-Century Top-Secret Weapon: The Story of the Mount Independence Cannon by Scott A. McLaughlin Abstract The Mount Independence Cannon Rarely do researchers have the opportunity to write a detailed The largest artifact found and recovered from underwater history of an individual artifact found at an archaeological site. Feature 1 off Mount Independence during the Fort The history of most objects remains unknown or their specific Ticonderoga-Mount Independence Submerged Cultural history provides few new and exciting details about the past. Resource Survey was the cast iron cannon (artifact no. The 1993 recovery of a cannon associated with a scatter of 1.93.711.116), which has a bell-shaped muzzle, spherical Revolutionary War artifacts in Lake Champlain off Mount breech, knob-s.haped cI'I<:cabpl hllttrm. ~nn fpw npl'.mMivp Independence led the author on a seven-year quest in search of elements (Figure 4). The left trunnion (artifact no. its curious history. Institutions in the United States, Canada, 1.93.711.202) had been broken off and was found and England were scoured for relevant information, with the approximately 25 m (82 ft) from the cannon (Figure 5). The assistance of numerous military historians, archivists, cannon is 3.02 m (9 ft 11 in) in length with a maximum librarians, and museum curators. Thanks to their aid it has diameter of just over 40.6 ern (16 in) and a bore diameter of been possible to reconstruct much ofthe career and history of 11.7 em (4.6 in). It was intended to hurl a 5.45 kg (12Ib) solid the Mount Independence cannon and howthis innovative piece cast iron ball and is thus usually referred to as a 12-pounder, of military technology found its way to the bottom of Lake even though it shot other projectiles weighing different Champlain. -

Star Park Guns
Field Guide to Coronado History: Guns of Star Park – I By Bruce Linder Just last week I was passing by Star Park on a pleasant and sunny morning – three young mothers were shepherding as many rambunctious children who were joyfully climbing over, under and on top of the two ancient cannon of the park. There was little thought, that I could see, of what these guns were all about, but a lot of thinking devoted to climbing further out along the smooth bores than anyone else. We all know about the two cannon on Star Park, don’t we? Everyone has seen them and many have stopped to read the small and briefly- worded informational plaques that adorn them. The real story is that each has its own surprising history – a history in two dimensions: the underlying story about the significance of the guns themselves and the intriguing story about who brought them to Star Park. The gun on the eastern side of the park (closest to the Hotel Del) looks much more modern, something like a machine gun of some kind. Its plaque is far from understandable, calling it a Belgian “Mitrailleuse,” whatever that means. Ah, but therein lies its true significance. As it turns out, this gun is rare and, in its own way, tremendously historic, reflecting a major advancement in weaponry. If there are others like it somewhere in the world the odds are that they are in national-level museums, meticulously restored and proudly displayed. Clues to its significance are there if you know where to look. -

The Battle of Natural Bridge: the Private Collection of the Gerrell Family Jessica L
Florida State University Libraries Electronic Theses, Treatises and Dissertations The Graduate School 2011 The Battle of Natural Bridge: The Private Collection of the Gerrell Family Jessica L. Barnett Follow this and additional works at the FSU Digital Library. For more information, please contact [email protected] THE FLORIDA STATE UNIVERSITY COLLEGE OF ARTS AND SCIENCE THE BATTLE OF NATURAL BRIDGE: THE PRIVATE COLLECTION OF THE GERRELL FAMILY By JESSICA L. BARNETT A thesis submitted to the Department of Anthropology in partial fulfillment of the requirements for the degree of Master of Science Degree Awarded: Spring Semester, 2011 The members of the committee approve the thesis of Jessica L. Barnett defended on November 18, 2010. _______________________________________ Glen H. Doran Professor Directing thesis _______________________________________ Lynne A. Schepartz Committee Member _______________________________________ Rochelle A. Marrinan Committee Member Approved: _____________________________________ Glen H. Doran, Chair, Department of Anthropology The Graduate School has verified and approved the above-named committee members. ii To my grandfather, William F. Clark (1922 – 1976), who has always been an inspiration. iii ACKNOWLEDGEMENTS I would like to thank Terri Gerrell for inviting me into her home and allowing me to look at the collection. Also, I would like to thank Michael Arbuthnot, for the support and advice he has provided during my graduate education. Thanks also go to Drs. Glen Doran, Lynne Schepartz and Rochelle Marrinan for being a part of my committee, and giving me their experience, knowledge, and support through my graduate studies. Much thanks to my family, my mother Phyllis, my grandmother Dorothy and my sister Stacy, for your continued emotional and moral support through this entire process. -

Guns Across America: Opinion, Fact, Fiction Sabrina Sadler Sacred Heart University
Sacred Heart University DigitalCommons@SHU Academic Festival Apr 20th, 11:00 AM - 12:15 PM Guns Across America: Opinion, Fact, Fiction Sabrina Sadler Sacred Heart University Follow this and additional works at: https://digitalcommons.sacredheart.edu/acadfest Sadler, Sabrina, "Guns Across America: Opinion, Fact, Fiction" (2018). Academic Festival. 170. https://digitalcommons.sacredheart.edu/acadfest/2018/all/170 This Paper Talk is brought to you for free and open access by DigitalCommons@SHU. It has been accepted for inclusion in Academic Festival by an authorized administrator of DigitalCommons@SHU. For more information, please contact [email protected], [email protected]. Sadler: Guns Across America: Opinion, Fact, Fiction Guns Across America: Opinion, Fact, Fiction, Sabrina Sadler PO-400-IB: Senior Thesis Published by DigitalCommons@SHU, 2018 1 Academic Festival, Event 170 [2018] Sadler 1 Introduction A surge of mass shootings in the twenty-first century has compelled divisive political and legal agendas around the Second Amendment. The connection between guns and the country’s fight for independence cultivates Americans attachment to guns. The sentiment to guns can be identified as gun culture in the United States. The central argument that will be advanced is that gun culture is composed of opinions that are based off of fact and fiction, by drawing upon history, data, and political perspectives. Ultimately, the reader will understand how gun culture affects the political framing and trajectory surrounding the gun issue. First, a history of firearms will provide an understanding of the evolution of gun manufacturing and how its evolution impacted civilian relations with firearms. History of Guns The first gun in history was developed in China during the middle ages.1 During that time, gunpowder already existed and was being used to create explosives.