Types and Causes of Concrete Deterioration
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

White Concrete & Colored Concrete Construction
WHITE CEMENT CONCRETE AND COLORED CONCRETE CONSTRUCTION and developers Owners seeking dynamic architectural results demand the benefits that only white or colored concrete can deliver. Informed designers rely on careful selection of materials and attention to mixing and placement details to achieve eye-catching architectural and decorative finishes. Because of its versatility, concrete offers endless design possibilities. A wide variety of decorative looks are achieved by using colored aggregates and pigments, and by varying surface finishes, treatments, and textures. Combining white cement with pigments and colored aggregates expands the number of colors available to discerning customers. Colors are cleaner and more intense because pigments and specialty Figure 1. The Condell Medical Center is built with load-bearing precast concrete aggregates don’t have to overcome the panels with an architectural finish achieved by using white cement. grayish paste of common concrete. Courtesy of Condell Medical Center. Mix Designs • CSA A3000 cements that conform to the Canadian From a structural design perspective, white cement-based Standards Association standards for Cementitious Materials concrete mixes are identical to gray cement-based mixes. Mix • American Association of State Highway and Transportation designs for white or colored concrete differ from common Officials, AASHTO M85 Standard Specification for Portland concrete in that they are formulated based on each ingredient’s Cement effect on concrete color. Listed in order of decreasing -

Experimental Investigation on Nano Concrete with Nano Silica and M-Sand
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 06 Issue: 03 | Mar 2019 www.irjet.net p-ISSN: 2395-0072 EXPERIMENTAL INVESTIGATION ON NANO CONCRETE WITH NANO SILICA AND M-SAND Mohan Raj.B1, Sugila Devi.G2 1PG Student, Nadar Saraswathi College of Engineering and Technology, Theni, Tamilnadu, India. 2Assistant Professor, Nadar Saraswathi College of Engineering and Technology, Theni, Tamilnadu, India. ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - The influence of Nano-Silica on various material is Nano Silica (NS). The advancement made by the properties of concrete is obtained by replacing the cement study of concrete at Nano scale has proved the Nano silica is with various percentages of Nano-Silica. Nano-Silica is used as much better than silica fume used in conventional concrete. a partial replacement for cement in the range of 3%, 3.5%, Now, the researchers are capitalizing on nanotechnology to and 10% for M20 mix. Specimens are casted using Nano-Silica innovate a new generation of concrete materials that concrete. Laboratory tests conducted to determine the overcome the above drawbacks and trying to achieve the compressive strength, split tensile and flexural strength of sustainable concrete structures. Evolution of materials is Nano-Silica concrete at the age of 7, 14 and 28 days. Results need of the day for improved or better performance for indicate that the concrete, by using Nano-Silica powder, was special engineering applications and modifying the bulk able to increase its compressive strength. However, the density state of materials in terms of composition or microstructure is reduce compared to standard mix of concrete. -

Portland Cement Types I, IA, II
Product Data Sheets Portland Cement Types I, IA, II, III General Purpose, General Purpose Air Entrained Type I, Moderate Sulfate Resistance and Moderate Heat of Hydration Properties and High Early Strength Type III Manufacturer: Provides higher strengths at an earlier Fairborn Cement Company age as compared to Type I. Type III is Fairborn Cement Company 3250 Linebaugh Rd very similar to Type I, except its offers the following Cement Xenia, OH 45385 particles have been ground finer, Types: 800-762-0040 making it more reactive. Type III Portland cements are useful when I www.fairborncement.com quick form turn- around times are IA Product Description: necessary. Type I, Type IA, Type II, Type III II Cements. Quality: III Fairborn Cement Company is Type I committed to quality and takes pride in IL (10) This is a general-purpose cement that the products we manufacturer. We is suitable for all uses where the manufacture products using only high Oil Well (Class A) special properties of other types of quality raw materials and strict quality MIAMI Masonry N,S,M Portland cement are not required. control procedures. Fairborn Cement Company is the local leader in quality MIAMI Color Colored Type IA cement production. Masonry N,S Same as Type I except an air entraining MIAMI Mortar Cement N,S admixture has been added during the Standards: manufacturing process. Used where Type I, Type IA, Type II, Type III cement Block Cement exposure to freeze-thaw cycles in the meets the standard requirements of the presence of de-icing chemicals is following: expected. -
Design and Uses of Prestressed Concrete Columns by Raymond Itaya*
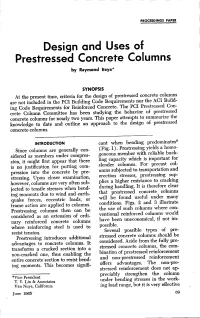
PROCEEDINGS PAPER Design and Uses of Prestressed Concrete Columns by Raymond Itaya* SYNOPSIS At the present time, criteria for the design of prestressed concrete columns are not included in the PCI Building Code Requirements nor the ACI Build- ing Code Requirements for Reinforced Concrete. The PCI Prestressed Con- crete Column Committee has been studying the behavior of prestressed concrete columns for nearly two years. This paper attempts to summarize the knowledge to date and outline an approach to the design of prestressed concrete columns. INTRODUCTION cant when bending predominates9 Since columns are generally con- (Fig. 1) . Prestressing yields a homo- sidered as members under compres- geneous member with reliable buck- sion, it might first appear that there ling capacity which is important for is no justification for putting com- slender columns. For precast col- pression into the concrete by pre- umns subjected to transportation and stressing. Upon closer examination, erection stresses, prestressing sup- however, columns are very often sub- plies a higher resistance to cracking jected to tensile stresses when bend- during handling. It is therefore clear ing moments due to wind and earth- that prestressed concrete columns quake forces, eccentric loads, or will be found useful under many frame action are applied to columns. conditions. Figs. 2 and 3 illustrate Prestressing columns then can be the use of such columns where con- considered as an extension of ordi- ventional reinforced columns would nary reinforced concrete columns have been uneconomical, if not im- where reinforcing steel is used to possible. Several possible types of pre- resist tension. Prestressing introduces additional stressed concrete columns should be advantages to concrete columns. -

Assessment of Wood-Based Fly Ash As Alternative Cement Replacement
sustainability Article Assessment of Wood-Based Fly Ash as Alternative Cement Replacement Jan Foˇrt 1,2,* , Jiˇrí Šál 2, Jaroslav Žák 2 and Robert Cernˇ ý 1 1 Department of Materials Engineering and Chemistry, Faculty of Civil Engineering, Czech Technical University in Prague, Thákutova 7, 166 29 Prague, Czech Republic; [email protected] 2 Institute of Technology and Business in Ceskˇ é Budˇejovice,Okružní 10, 370 01 Ceskˇ é Budˇejovice, Czech Republic; [email protected] (J.Š.); [email protected] (J.Ž.) * Correspondence: [email protected] Received: 16 October 2020; Accepted: 15 November 2020; Published: 17 November 2020 Abstract: The abandonment of coal energy plants in the near future will result in a substantially reduced availability of the coal fly ash broadly used as an efficient supplementary material. In line with the growth of alternative and renewable energy resources, the amount of biomass-based ash rises substantially. Nevertheless, a diverse chemical composition prevents a broader utilization of biomass-based fly ash compared to coal ash on an industrial scale. On this account, the present work is aimed at investigating the basic physical and mechanical properties of concrete mortars modified by a high volume of biomass fly ash (BFA) from wood combustion. Delivered results confirm a significant potential of BFA in the building industry. Experimental analysis of concrete mortars with BFA reveals preservation or even improvement of compressive and bending strength up to 30 wt.% cement replacement. On the contrary, higher dosages induce a gradual decrease in mechanical performance. The performed Life Cycle Assessment analysis reveals the perspective of BFA incorporation taking into account environmental issues considering the ratio between preservation of mechanical performance per normalized endpoint environmental score that allows a direct comparison with other alternatives. -

Prestressed Concrete Girders Achieve Record Lengths Tacoma, Washington
THE CONCRETE BRIDGE MAGAZINE FALL 2019 www.aspirebridge.org WSDOT inspects 223-ft-long, 247-kip lightweight concrete girder Prestressed Concrete Girders Achieve Record Lengths Tacoma, Washington BRIDGES OF THE FOOTHILLS PARKWAY Great Smoky Mountains National Park DWIGHT D. EISENHOWER VETERANS MEMORIAL BRIDGE Anderson, Indiana MARC BASNIGHT BRIDGE Dare County, North Carolina COURTLAND STREET BRIDGE Atlanta, Georgia Permit No. 567 No. Permit Lebanon Junction, KY Junction, Lebanon Postage Paid Postage Presorted Standard Presorted OVER NEW I-35W BRIDGE I-91 BRATTLEBORO BRIDGE MINNESOTA 40 VERMONT YEARS PENOBSCOT NARROWS BRIDGE & OBSERVATORY HONOLULU RAIL TRANSIT PROJECT MAINE HAWAII 4TH STREET BRIDGE COLORADO AIRTRAIN JFK 410 NEW YORK SARAH MILDRED LONG BRIDGE MAINE/NEW HAMPSHIRE AWARDS FOR OUR CUSTOMERS ACROSS THE UNITED STATES I-280 VETERANS’ GLASS CITY SKYWAY VICTORY BRIDGE OHIO NEW JERSEY DAUPHIN ISLAND BRIDGE ALABAMA FOUR BEARS BRIDGE Creating Bridges As Art® NORTH DAKOTA www.figgbridge.com | 1 800 358 3444 NEW WINONA BRIDGE MINNESOTA VETERANS MEMORIAL BRIDGE TEXAS US 191 COLORADO RIVER BRIDGE I-76 ALLEGHENY RIVER BRIDGE UTAH PENNSYLVANIA I-275 SUNSHINE SKYWAY BRIDGE BLUE RIDGE PARKWAY VIADUCT FLORIDA NORTH CAROLINA SENATOR WILLIAM V. ROTH, JR. BRIDGE NATCHEZ TRACE PARKWAY ARCHES SOUTH NORFOLK JORDAN BRIDGE DELAWARE TENNESSEE VIRGINIA CONTENTS Features “A Shot in the Arm” 6 Armeni Consulting Services helps many clients address 10 estimating and scheduling challenges as the array of delivery and construction methods grows. Bridges of the Foothills Parkway 10 Dwight D. Eisenhower Veterans Memorial Bridge 14 Marc Basnight Bridge 18 Courtland Street Bridge 24 Departments Photo: Eastern Federal Lands Highway Division of the Federal Highway Administration. -

Vermiculite Concrete Introduction Vermiculite Concrete Is a Low Density Non-Structural Construction Product
Vermiculite Concrete Introduction Vermiculite concrete is a low density non-structural construction product. It is insulating (both thermally and acoustically) and intrinsically fire resistant. It is normally made simply by mixing exfoliated vermiculite as the aggregate, with cement and water, plus additives such as plasticisers if required. The ratio of exfoliated vermiculite aggregate to cement and the vermiculite grade can be varied to the properties such as strength and insulation as required for the concrete. The applications for vermiculite concrete are however, all non-structural. Vermiculite concretes can also be produced containing other lightweight aggregates, such as expanded perlite, to give differing physical properties. Normally the type of cement used in these mixes is Ordinary Portland Cement (O.P.C), although a higher initial strength may be obtained using Rapid Hardening Portland Cement (R.H.P.C). For high temperature refractory applications, high alumina (luminate in the USA) cements may be used with great success to manufacture lightweight in-situ cast insulation mixes and back up insulation products. However, these applications are beyond the scope of this specific application note. Applications for Vermiculite Concrete The principal applications for vermiculite concrete are for in-situ site mixed applications such as: • Floor and roof screeds • Void filling insulation mixes around chimneys, back boilers and fire backs • Blocks and slabs • Swimming pool bases [see separate application note for this application] Vermiculite concrete can be easily cut, sawed, nailed or screwed. The lower density vermiculite concrete screeds are usually covered with a denser topping mix of 4:1 or 5:1 sand to cement mix to a minimum depth of 25mm (1 inch); the screed and denser more load distributing topping should ideally be laid monolithically to prevent dis-bonding and shear fracturing between the screed and the topping. -

Alkali-Silica Reactivity: an Overview of Research
SHRP-C-342 Alkali-Silica Reactivity: An Overview of Research Richard Helmuth Construction Technology Laboratories, Inc. With contributions by: David Stark Construction Technology Laboratories, Inc. Sidney Diamond Purdue University Micheline Moranville-Regourd Ecole Normale Superieure de Cachan Strategic Highway Research Program National Research Council Washington, DC 1993 Publication No. SHRP-C-342 ISBN 0-30cL05602-0 Contract C-202 Product No. 2010 Program Manager: Don M. Harriott Project Maxtager: Inam Jawed Program AIea Secretary: Carina Hreib Copyeditor: Katharyn L. Bine Brosseau May 1993 key words: additives aggregate alkali-silica reaction cracking expansion portland cement concrete standards Strategic Highway Research Program 2101 Consti!ution Avenue N.W. Washington, DC 20418 (202) 334-3774 The publicat:Lon of this report does not necessarily indicate approval or endorsement by the National Academy of Sciences, the United States Government, or the American Association of State Highway and Transportation Officials or its member states of the findings, opinions, conclusions, or recommendations either inferred or specifically expressed herein. ©1993 National Academy of Sciences 1.5M/NAP/593 Acknowledgments The research described herein was supported by the Strategic Highway Research Program (SHRP). SHRP is a unit of the National Research Council that was authorized by section 128 of the Surface Transportation and Uniform Relocation Assistance Act of 1987. This document has been written as a product of Strategic Highway Research Program (SHRP) Contract SHRP-87-C-202, "Eliminating or Minimizing Alkali-Silica Reactivity." The prime contractor for this project is Construction Technology Laboratories, with Purdue University, and Ecole Normale Superieure de Cachan, as subcontractors. Fundamental studies were initiated in Task A. -

Silica Fume As a Scm for Pervious Concrete
THE EFFECTS OF UTILIZING SILICA FUME IN PORTLAND CEMENT PERVIOUS CONCRETE A THESIS IN Civil Engineering Presented to the Faculty of the University of Missouri-Kansas City in partial fulfillment of the requirements for the degree MASTER OF SCIENCE By DANIEL ALLEN MANN B.S. University of Missouri-Kansas City, 2012 Kansas City, Missouri 2014 © 2014 DANIEL ALLEN MANN ALL RIGHTS RESERVED THE EFFECTS OF UTILIZING SILICA FUME IN PORTLAND CEMENT PERVIOUS CONCRETE Daniel Allen Mann, Candidate for the Master of Science Degree University of Missouri-Kansas City, 2014 ABSTRACT Silica fume has long been used as a supplementary cementing material to provide a high density, high strength, and durable building material. Silica fume has a particle size a fraction of any conventional cement, which allows it to increase concrete strength by decreasing the porosity especially near the aggregates surface. Because Portland Cement Pervious Concrete (PCPC) has a smaller bond area between aggregate and paste, silica fume has significant impacts on the properties of the PCPC. The research in this paper studies the workability of a cement paste containing silica fume in addition to analyzing the results of testing on Portland Cement Pervious Concrete mixtures that also contained silica fume. Testing conducted included a study of the effects of silica fume on cement’s rheological properties at various dosage rates ranging from zero to ten percent by mass. It was determined that silica fume has negligible effects on the viscosity of cement paste until a dosage rate of five percent, at which point the viscosity increases rapidly. In addition to the rheological testing of the cement paste, trials were also conducted on the pervious concrete samples. -
On the Structure of the Roman Pantheon 25
College Art Association http://www.jstor.org/stable/3050861 . Your use of the JSTOR archive indicates your acceptance of JSTOR's Terms and Conditions of Use, available at . http://www.jstor.org/page/info/about/policies/terms.jsp. JSTOR's Terms and Conditions of Use provides, in part, that unless you have obtained prior permission, you may not download an entire issue of a journal or multiple copies of articles, and you may use content in the JSTOR archive only for your personal, non-commercial use. Please contact the publisher regarding any further use of this work. Publisher contact information may be obtained at . http://www.jstor.org/action/showPublisher?publisherCode=caa. Each copy of any part of a JSTOR transmission must contain the same copyright notice that appears on the screen or printed page of such transmission. JSTOR is a not-for-profit service that helps scholars, researchers, and students discover, use, and build upon a wide range of content in a trusted digital archive. We use information technology and tools to increase productivity and facilitate new forms of scholarship. For more information about JSTOR, please contact [email protected]. College Art Association is collaborating with JSTOR to digitize, preserve and extend access to The Art Bulletin. http://www.jstor.org On the Structureof the Roman Pantheon Robert Mark and Paul Hutchinson Since the time of its construction, the bold, brilliantly simple schema of Hadrian's Pantheon has inspired much emulation, commendation, and even fear. Modern commentators tend to view the building as a high point in an "architectural rev- olution" brought about mainly through the Roman development of a superior poz- zolana concrete that lent itself to the forming of unitary, three-dimensional struc- tures. -
Reinforced Concrete Failure Mechanisms
Reinforced Concrete Failure Mechanisms Best Practices in Dam and Levee Safety Risk Analyses Part E – Concrete Structures Chapter E-2 Last modified June 2017, Presented July 2019 Reinforced Concrete Failure Mechanisms OUTLINE: • Types of Structures • Spillway Piers • Navigation Lock Walls • Floodwalls • Slabs • Buttresses • Factors influencing strength and stability of reinforced concrete sections • National code requirements in the context of risk • Considerations when determining risk analysis failure probabilities based on structural analysis results • Typical event tree of the progression of failure 2 Reinforced Concrete Failure Mechanisms OBJECTIVES: • Get a broad overview of potential failure modes for different kinds of reinforced concrete structures • Understand the mechanisms that affect reinforced concrete failures • Understand how to construct an event tree to represent reinforced concrete failures • Understand how to estimate event probabilities and probability of breach Reinforced Concrete Failure Mechanisms SUMMARY OF KEY CONCEPTS: • Significant uncertainty for reinforced concrete failure mechanisms under seismic loading due to limited case histories • Concrete and reinforcement material properties can be determined with confidence for dams and floodwalls. • Type and duration of loading is important to understand – consider both static and earthquake loading • Ductile and Brittle Failure mechanisms • Seismic reinforcement details have changed dramatically over the past few decades; older concrete hydraulic structures may be -
Guide to Concrete Repair Second Edition
ON r in the West August 2015 Guide to Concrete Repair Second Edition Prepared by: Kurt F. von Fay, Civil Engineer Concrete, Geotechnical, and Structural Laboratory U.S. Department of the Interior Bureau of Reclamation Technical Service Center August 2015 Mission Statements The U.S. Department of the Interior protects America’s natural resources and heritage, honors our cultures and tribal communities, and supplies the energy to power our future. The mission of the Bureau of Reclamation is to manage, develop, and protect water and related resources in an environmentally and economically sound manner in the interest of the American public. Acknowledgments Acknowledgment is due the original author of this guide, W. Glenn Smoak, for all his efforts to prepare the first edition. For this edition, many people were involved in conducting research and field work, which provided valuable information for this update, and their contributions and hard work are greatly appreciated. They include Kurt D. Mitchell, Richard Pepin, Gregg Day, Jim Bowen, Dr. Alexander Vaysburd, Dr. Benoit Bissonnette, Maxim Morency, Brandon Poos, Westin Joy, David (Warren) Starbuck, Dr. Matthew Klein, and John (Bret) Robertson. Dr. William F. Kepler obtained much of the funding to prepare this updated guide. Nancy Arthur worked extensively on reviewing and editing the guide specifications sections and was a great help making sure they said what I meant to say. Teri Manross deserves recognition for the numerous hours she put into reviewing, editing and formatting this Guide. The assistance of these and numerous others is gratefully acknowledged. Contents PART I: RECLAMATION'S METHODOLOGY FOR CONCRETE MAINTENANCE AND REPAIR Page A.